4.4.2 铜与镍组合的焊接方法选择及焊接工艺
2026年01月15日
4.4.2 铜与镍组合的焊接方法选择及焊接工艺
1.铜与镍组合的TIG焊
TIG焊是铜与镍组合接头常用的熔焊方法之一,其要点之一是采用小的焊接电流与低的热输入。焊件厚度小时可以不用填充金属,厚度大于5mm时采用工业纯镍焊丝,使焊缝为镍基,焊缝组织为铜溶入镍中形成的固溶体,组织均匀,并且焊接接头具有较高的韧性、塑性和抗拉强度。表4-19是铜与镍及镍合金手工TIG焊的焊接参数及接头力学性能。
表4-19 铜与镍及镍合金手工TIG焊的焊接参数及接头力学性能
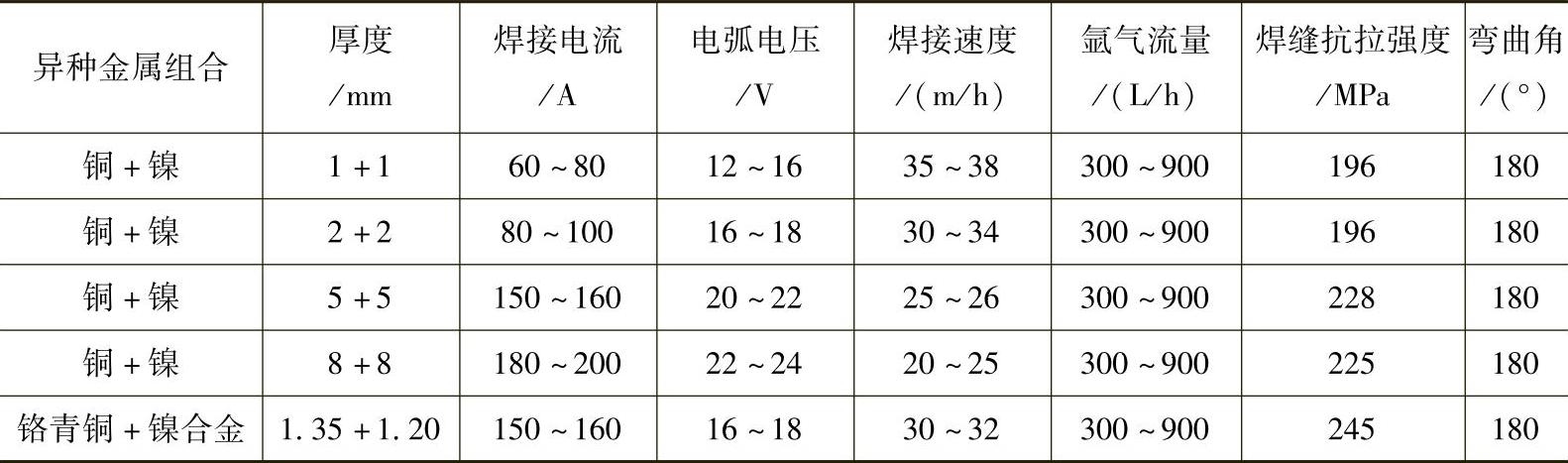
注:喷嘴直径为6~12mm;焊接电流为直流正接或交流。
2.铜与镍组合的MIG焊(https://www.daowen.com)
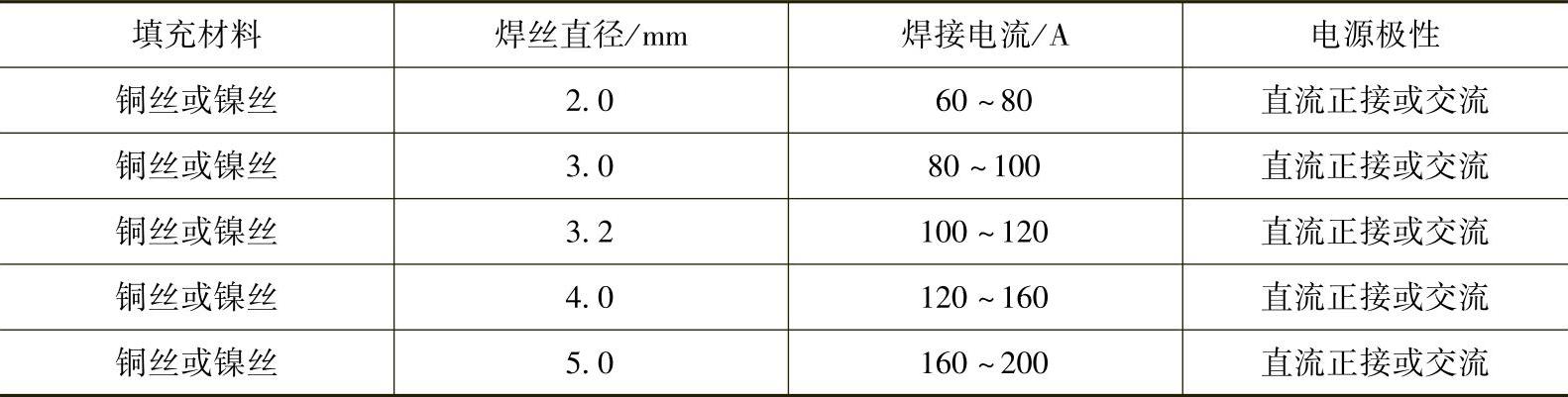
熔化极氩弧焊(MIG焊)时,可选用铜基或镍基焊丝,焊丝在焊前要在100~200℃下烘干,其直径尺寸要与焊接电流相对应,焊丝直径与焊接电流的选用见表4-20。焊接时,必须加强保护,正面焊缝和背面焊缝都要切实保护,并要求保护罩紧贴焊件。保护罩要高,内部加铜网,以保住保护气体均匀有层流。
表4-20 焊丝直径与焊接电流的选用
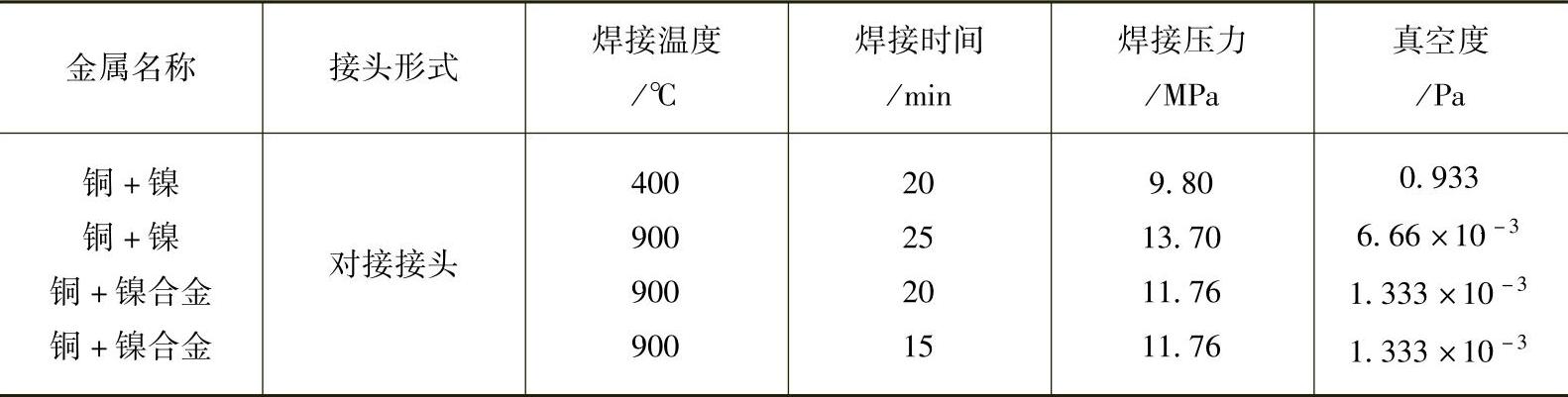
3.铜与镍组合的扩散焊
扩散焊是铜与镍组合最常用的压焊方法,表4-21是铜与镍或镍合金真空扩散焊的焊接参数。
表4-21 铜与镍或镍合金真空扩散焊的焊接参数