【摘要】:Step1.选择加工类型。Step2.定义加工轮廓。在该对话框中选中复选框,然后在图形区中依次选取图8.7所示的轮廓线。在“车床粗加工属性”对话框中选择“T2121 R0.8OD FINISH RIGHT-35.DEG”刀具,在文本框中输入值0.25;在文本框中输入值600.0,并选中单选项。Step4.设置冷却方式。在“进退/刀设置”对话框中单击选项卡,在区域选中复选框。Step6.单击“车床粗加工属性”对话框中的按钮,完成参数的设置,此时系统将自动生成图8.8所示的刀具路径。
Step1.选择加工类型。选择下拉菜单

 命令,系统弹出“串连选项”对话框。
命令,系统弹出“串连选项”对话框。
说明:单击“操作管理器”中的 按钮隐藏上步的刀具路径,以便于后面加工面的选取,下同。
按钮隐藏上步的刀具路径,以便于后面加工面的选取,下同。
Step2.定义加工轮廓。在该对话框中选中 复选框,然后在图形区中依次选取图8.7所示的轮廓线(中心线以上的部分)。单击
复选框,然后在图形区中依次选取图8.7所示的轮廓线(中心线以上的部分)。单击 按钮,系统弹出“车床粗加工属性”对话框。
按钮,系统弹出“车床粗加工属性”对话框。
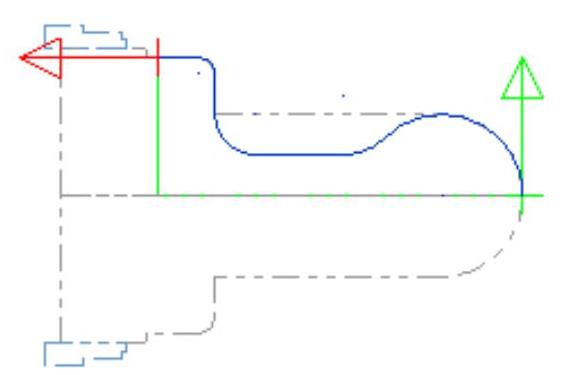
图8.7 选取加工轮廓
Step3.选择刀具。在“车床粗加工属性”对话框中选择“T2121 R0.8OD FINISH RIGHT-35.DEG”刀具,在 文本框中输入值0.25;在
文本框中输入值0.25;在 文本框中输入值600.0,并选中
文本框中输入值600.0,并选中 单选项。
单选项。
Step4.设置冷却方式。单击 按钮,系统弹出“Coolant…”对话框,在
按钮,系统弹出“Coolant…”对话框,在 下拉列表中选择
下拉列表中选择 选项。单击该对话框中的
选项。单击该对话框中的 按钮,关闭“Coolant…”对话框。
按钮,关闭“Coolant…”对话框。
Step5.设置粗车参数。
(1)在“车床粗加工属性”对话框中单击 选项卡,然后单击
选项卡,然后单击 按钮,系统弹出“进退/刀设置”对话框。(https://www.daowen.com)
按钮,系统弹出“进退/刀设置”对话框。(https://www.daowen.com)
(2)在“进退/刀设置”对话框中单击 选项卡,在
选项卡,在 区域选中
区域选中 复选框。
复选框。
(3)在“进退/刀设置”对话框中单击 选项卡,在
选项卡,在 区域选中
区域选中 复选框。单击
复选框。单击 按钮,系统返回至“车床粗加工属性”对话框。
按钮,系统返回至“车床粗加工属性”对话框。
(4)单击 按钮,系统弹出“进刀的车削参数”对话框。在
按钮,系统弹出“进刀的车削参数”对话框。在 区域选中
区域选中 单选项(第二个),然后单击
单选项(第二个),然后单击 按钮。
按钮。
(5)在“车床粗加工属性”对话框的 下拉列表中选择
下拉列表中选择 选项。
选项。
Step6.单击“车床粗加工属性”对话框中的 按钮,完成参数的设置,此时系统将自动生成图8.8所示的刀具路径。
按钮,完成参数的设置,此时系统将自动生成图8.8所示的刀具路径。

图8.8 刀具路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





