1.侧围外板
为尽可能降低车身制造成本、减少模具和工序数量,消除焊接过程中造成的装配误差,目前大多数中高档轿车车身上,侧围外板零件往往采用整体成形方式进行制造。与此相对应,成形零件的设计也趋于复杂,成形难度大为增加。
侧围外板是最大的汽车覆盖件,与此同时成形特征也最为复杂,主要成形工序包括拉深、切边、翻边、整形等。由于零件各区域的变形状态和变形量差异很大,因此需要合理控制材料流入和拉应力分布,以避免成形区域局部开裂和起皱发生。然而在实际生产中,由于冲压工艺条件、材料性能以及模具状态的波动,图4-2中的1~5区域非常容易产生各种缺陷,而对于尾部通常要安排专门的整形工序。
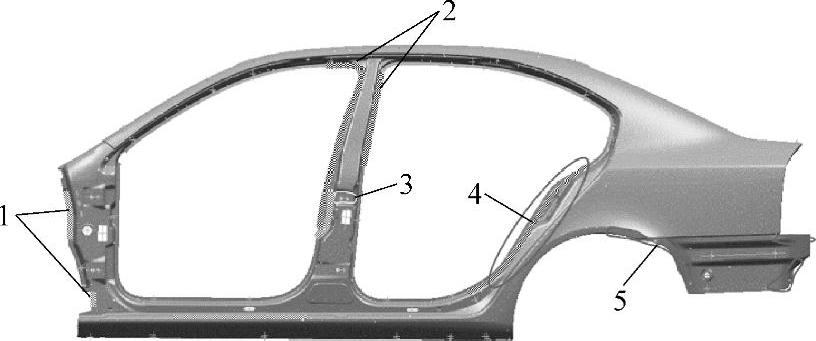
图4-2 侧围零件常见缺陷示意图
2.车门外板
从外形上看,门板比较平,拉深深度不大,容易成形。但实际上,零件的回弹、与内板的匹配都极易产生问题,尤其是门把手位置由于局部变形剧烈,且形状不规则导致材料流动不均匀,非常容易产生瘪塘缺陷,这也一直是门外板零件成形质量控制的难点。通常图4-3中左图形式的门把手位置比右侧情况容易成形。(https://www.daowen.com)
3.翼子板
翼子板是大型车身覆盖件零件,具有复杂的空间自由曲面。从视觉角度上看,它有着清晰的特征线(外观可见的有明显特征的线,如翻边棱线、装饰特征线等)及高度流畅、光顺的表面。下图为翼子板几何外形。从装配角度来看,翼子板零件还有着极其复杂的装配关系和很高的装配要求。同时还必须考虑覆盖件的刚性要求。从理论的角度看,其成形过程涉及几何非线性的弹、塑性复杂过程、材料非线性和复杂的接触摩擦问题。零件成形的难点:表面质量要求很高、形状冻结能力差、与相邻的前盖、侧围和门板冲压件匹配关系要求很高,图4-4中的1~4区域非常容易产生各种缺陷。
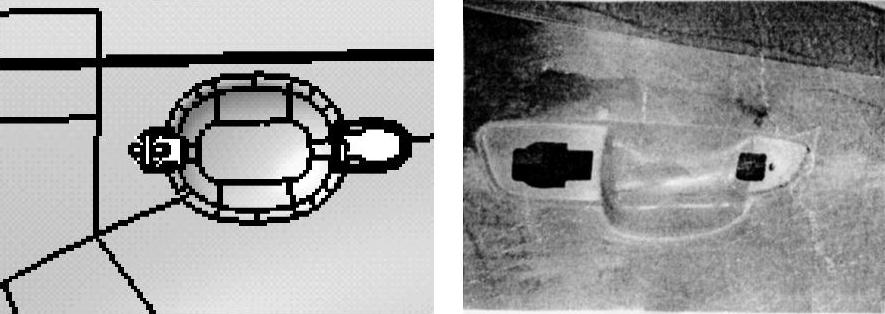
图4-3 不同车门把手位置成形情况对比
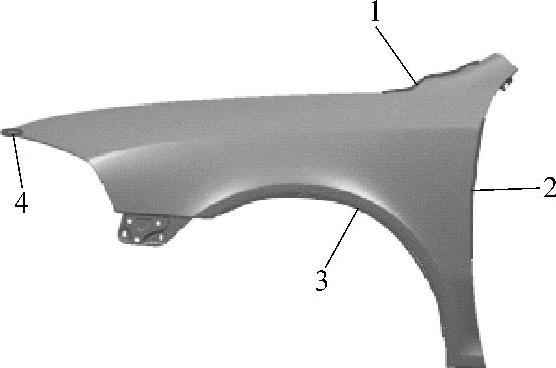
图4-4 翼子板常见缺陷示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






