管件内高压成形技术是用管材作为原材,通过对管腔内施加液体压力及在轴向施加负荷作用,使其在给定模具型腔内发生塑性变形,管壁与模具内表面贴合,从而得到所需形状零件的成形技术。
与传统的冲压焊接工艺相比,管件内高压成形的主要优点有:①减轻重量节约材料;②减少零件和模具数量,降低模具费用;③减少后续机械加工和组装焊接量;④提高强度及刚度,尤其是疲劳强度;⑤降低生产成本。
管件内高压成形技术根据坯料塑性变形的特点可分为变径管内高压成形、弯曲轴线管内高压成形和多通管内高压成形等。
1.变径管内高压成形技术
变径管是指中间一处或几处的管径或周长大于两端管径或周长的管件,其主要的几何特征是管件直径或周长沿轴线变化,轴线为直线或弯曲程度很小的二维曲线。从结构上看,变径管又可以分为对称和非对称两种形式。
变径管内高压成形工艺过程可以分为三个阶段(见图11-28):填充阶段(见图11-28A),将管材放在下模内,然后闭合上摸,使管材内充满液体,并排出气体,将管的两端用水平冲头密封;成形阶段(见图11-28B),对管内液体加压胀形的同时,两端的冲头按照设定加载曲线向内推进补料,在内压和轴向补料的联合作用下使管材基本贴靠模具,这时除了过渡区圆角以外的大部分区域已经成形;整形阶段(见图11-28C),提高压力使过渡区圆角完全贴靠模具而成形为所需的工件,这一阶段基本没有补料。从截面形状看,可以把管材的圆截面变为矩形、梯形、椭圆形或其他异型截面。
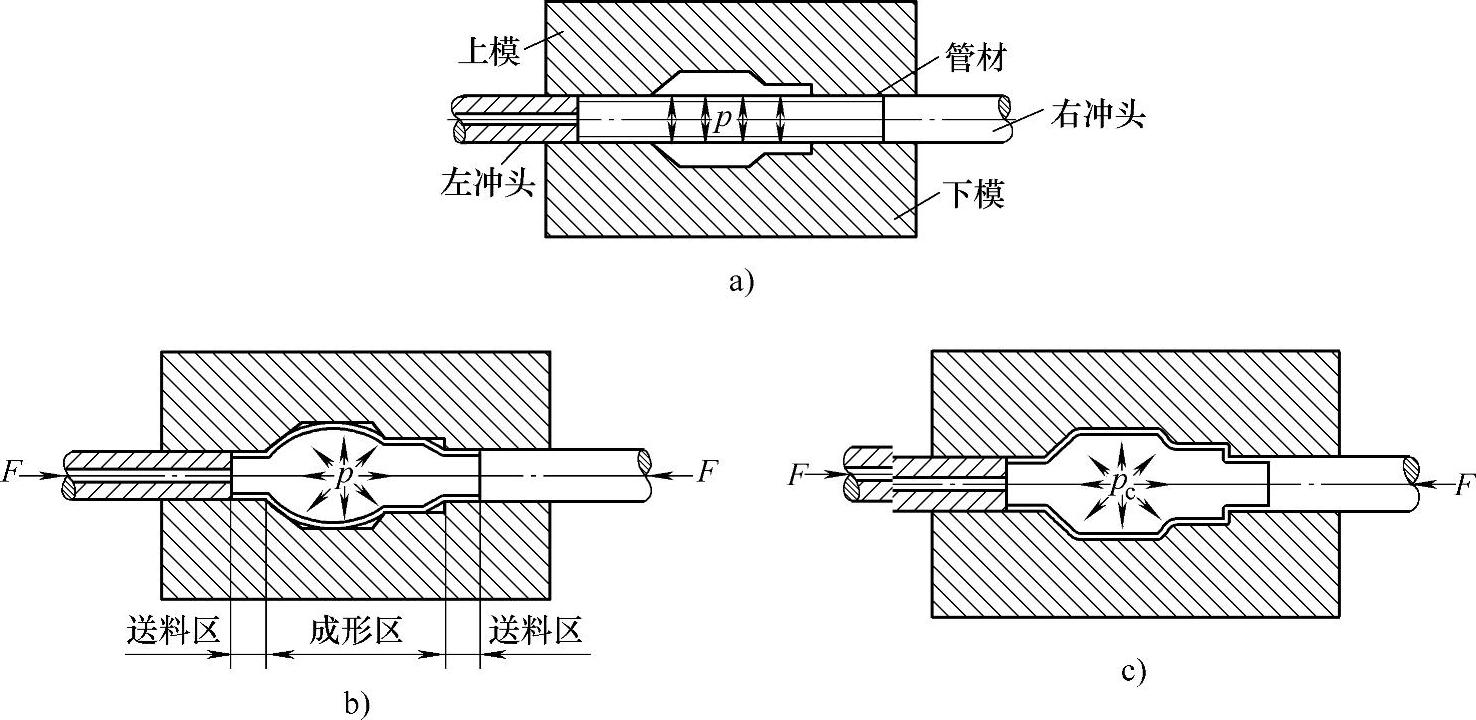
图11-28 变径管内高压成形工艺过程
根据受力和变形特点,零件分为成形区和送料区两个区间。成形区是管材发生塑性变形,直径发生变化的部分;送料区在模具内限制管材外径不变,主要作用是向成形区补充材料。
变径管内高压成形是在内压和轴向进给联合作用下的复杂成形过程,主要缺陷形式有①屈曲;②起皱;③拉裂。如图11-29所示。
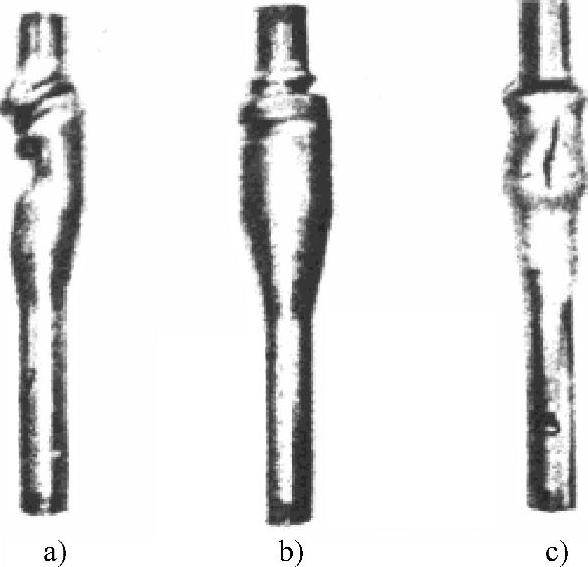
图11-29 变径管内高压成形缺陷形式
A)屈曲 B)起皱 C)拉裂
如果轴向进给过大,会引起屈曲或起皱;内压过高,会减薄过度甚至开裂。只有给出内压力与轴向进给的合理匹配关系,才能获得合格的零件。
屈曲是当管材成形区长度过长,在成形初期还没有在管材内建立起足够大的内压时,施加了过大的轴向力造成的。这种缺陷可以通过选择合理管材长度,增加预成形工序和控制工艺参数加以解决。
当轴向力过大时,将产生皱纹。皱纹可以分为两类,一类是后期加压整形无法展平,这类皱纹称为死皱,它是一种缺陷,可以通过调节加载路径防止这类皱纹产生,但是工艺复杂;另一类皱纹通过后期加压可以展平,称为“有益皱纹”,这类皱纹不仅不是缺陷而且还可以作为一种预成形手段,在成形初期将管材推出皱纹以补充材料,但前提条件是后序整形压力能将皱纹展开。
对于低碳钢材料,当管件的膨胀率大于40%时,内压过高容易使管件发生开裂。破裂由管壁的局部减薄所引起,破裂开始的时刻取决于管壁厚度、材料力学性能和加载条件。为了避免开裂,必须保证管壁在发生颈缩前贴靠模具。对于膨胀率较大的零件,采用中间预成形坯或退火是避免开裂的主要方法。
变径管内高压成形技术适用于制造汽车进、排气系统,飞机管路系统、火箭动力系统、自行车和空调中使用的异形管件和复杂截面管件,主要用于管路系统中的功能元件或连接不同直径的管件。
2.弯曲轴线管内高压成形技术
弯曲轴线管件的内高压成形工艺过程包括弯曲、预成形、内高压成形等主要工序,如图11-30所示。
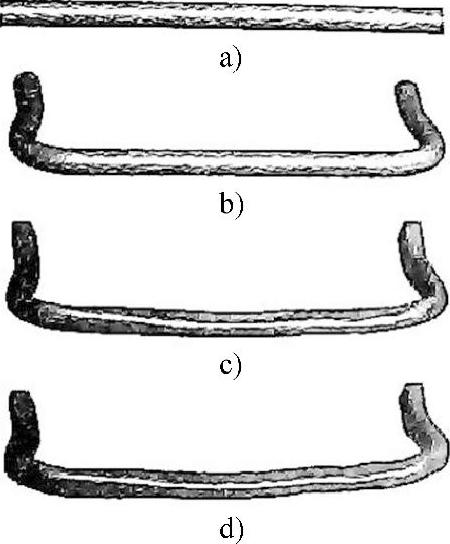
图11-30 弯曲轴线异形截面管件内高压成形工艺过程
A)管材 B)弯曲 C)预成形 D)内高压成形
由于构件的轴线为二维或三维曲线,先要经过弯曲工序,将管材弯曲成与零件轴线相同或相近的形状。用于内高压成形的弯曲件与普通的弯曲件相比,除了保证弯曲轴线形状尺寸满足要求外,更重要的是控制弯曲过程中的壁厚减薄,因此采用合理的弯曲工艺来控制壁厚减薄,是保证内高压成形顺利进行的前提。用于内高压成形的弯曲工艺主要有CNC(COMPUTERNUMERICAL CONTROL)弯曲和压弯等。根据是否采用内压支撑,压弯又可分为普通压弯和充液压弯两种。
弯曲后,如果零件截面简单或管材直径小于模具型腔最小宽度,可以直接将弯曲后的管材进行内高压成形。否则,还需要进行截面预成形工序。截面预成形工序主要有三个方面的作用:一是对于初始管材直径大于模具型腔宽度的成形过程,预成形过程将管材压扁使管材能够顺利放到内高压成形模具中,避免在合模的过程中出现飞边缺陷;二是预先合理的分配坯料,使零件在内高压成形过程中变形均匀,避免皱纹和破裂缺陷;三是通过合理的预成形形状,降低过渡圆角整形压力和控制壁厚,降低设备合模力,节约模具费,提高生产效率。(https://www.daowen.com)
内高压成形工序是将预成形后的管材放到内高压成形模具中,首先用快速充填系统把管材充满乳化液,再通过一端冲头引入高压液体,并按照一定的加载曲线升压,在高压液体的作用下管材或经过预成形的管材贴靠模具型腔形成所需形状的零件。
弯曲轴线管件典型的截面形状有四边形、多边形、椭圆形以及不规则截面。四边形截面有正方形、矩形和梯形等形状;多边形截面有正五边形、正六边形和其他形状的五边形、六边形;椭圆形包括长、短轴不同的形状和长椭圆等形状;不规则截面是不包括上述形状在内的其他复杂形状,主要用于规则截面之间的过渡。
弯曲轴线管内高压成形缺陷主要有开裂、死皱和飞边。
1)开裂常见的部位是弯曲段外侧、多边形截面过渡区和焊缝热影响区。弯曲段外侧开裂的原因是弯曲过程造成壁厚过度减薄和加工硬化使材料塑性不足,预防措施主要是弯曲时控制壁厚过度减薄。过渡区开裂是因为过渡区先满足屈服条件开始塑性变形,引起环向应变增加和壁厚持续减薄而导致开裂。焊缝开裂的主要原因是因焊缝质量不良造成在焊缝及附近热影响区开裂。
2)死皱产生的主要原因是管材直径过大,预成形截面形状和内高压成形模具分模面设计不合理。当预成形零件截面的某段长度大于模具上该段的长度时,在该处容易产生死皱。
3)飞边产生的主要原因是当零件某处截面形状特殊,而预成形截面形状和内高压成形模具分模面设计不合理,造成管材的一部分与模具先接触,在模具闭合前被挤出分模面。
内高压成形件在汽车上的主要应用有:①排气系统异型管件;②副车架总成;③底盘构件、车身框架、座椅框架及散热器支架;④前轴、后轴及驱动轴;⑤安全构件。内高压成形件在车体结构中的主要应用如图11-31所示。图11-32所示为弯曲轴线管作为副车架主管及其典型截面。
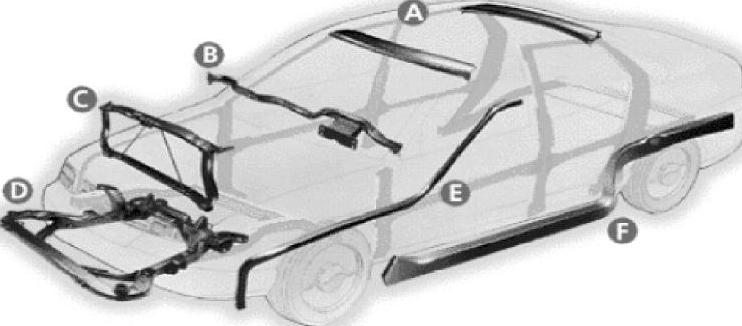
图11-31 内高压成形件在车体结构件中的应用
3.多通管内高压成形技术
多通管件的种类很多,按照多通数量可以分为直三通管(T形管),斜三通管(Y形
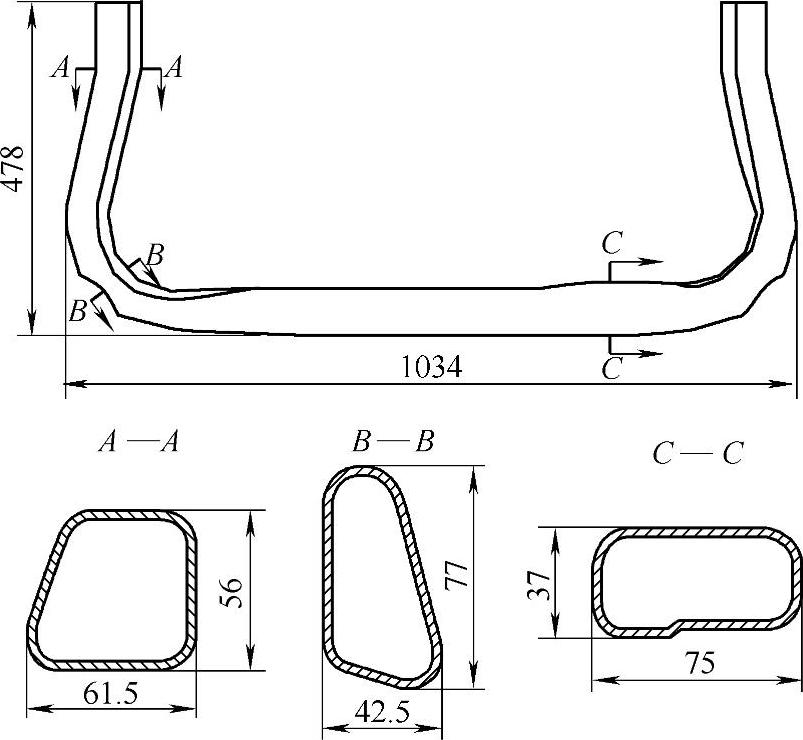
图11-32 副车架主管件及其典型截面
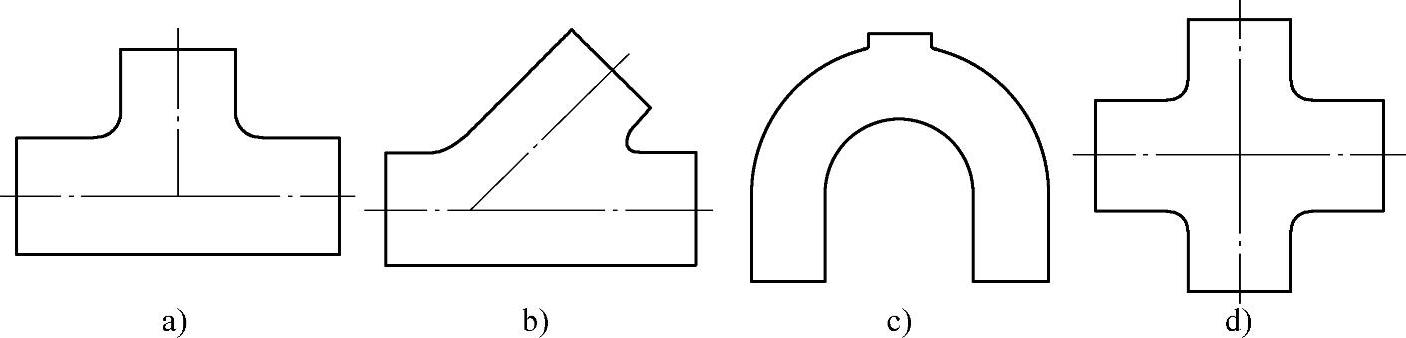
图11-33 典型的多通管件
A)T形三通管 B)Y形三通管 C)U形三通管 D)X形四通管
管),U形三通管,X形四通管和五通以上的多通管,如图11-33所示。按主管、支管直径大小,分为等径和异径多通管;按轴线形状,分为直线和曲线多通管;按对称性,分为对称和非对称三通管。按照壁厚大小,分为厚壁和薄壁多通管,薄壁多通管一般指壁厚0.5~2MM的管件。T形和Y形三通管件是多通管中应用最多的结构形式。
三通管的成形工艺过程(见图11-34)分为三个阶段:成形初期,中间冲头不动,左右冲头进行轴向补料的同时,向管材内施加一定的内压,支管顶部尚未接触中间冲头,处于自由胀形状态;成形中期,从支管顶部与中间冲头接触开始,内压继续增加,按照给定的内压与三个冲头匹配的曲线,左右冲头继续进给补料,中间冲头开始后退,后退中要保持与支管顶部接触,并对支管顶部施加一定的反推力,以防止支管顶部的过度减薄造成开裂,在这一阶段已经完成支管高度的成形,但支管顶部的过渡圆角尚未成形;成形后期,左右冲头停止进给,中间冲头停止后退,迅速增加内压进行整形,使支管顶部过渡圆角达到设计要求。
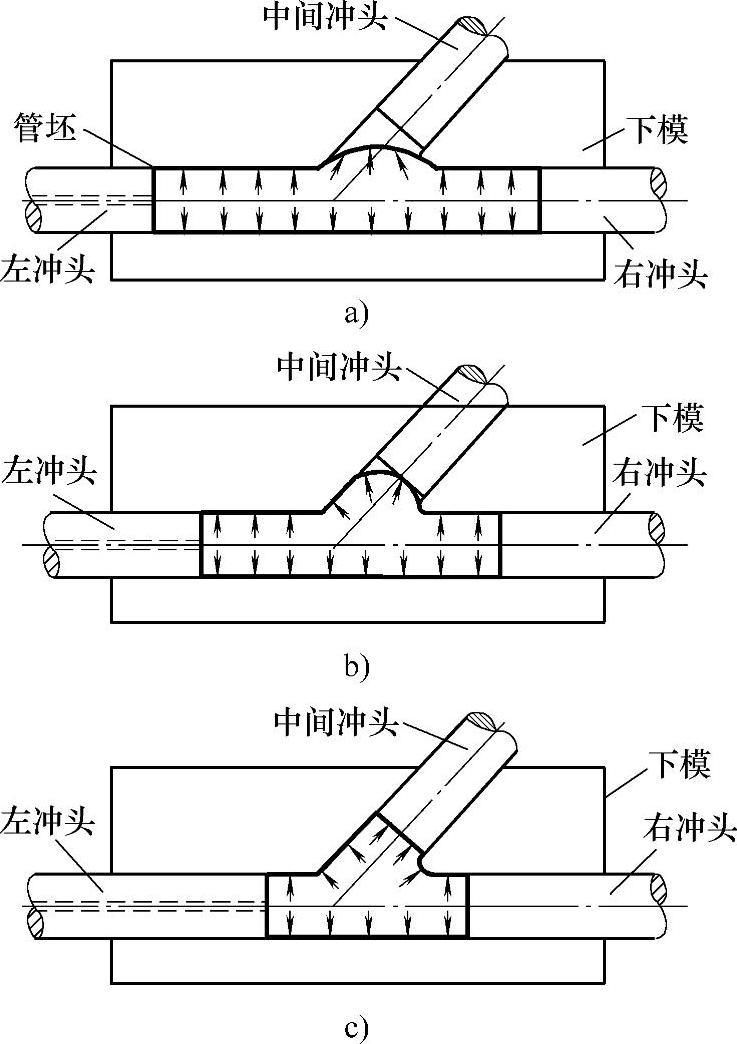
图11-34 三通管内高压成形工艺过程
A)自由胀形阶段 B)支管成形阶段 C)整形阶段
多通管内高压成形过程中,由于内压,左右两端轴向进给量及中间冲头后退量匹配的不合理,会出现不同的缺陷形式。T形三通管内高压成形的主要缺陷形式有支管顶部破裂,主管起皱。而Y形三通管由于结构的不对称性还会出现支管过渡区内凹缺陷。
采用内高压技术成形的多通管插头是各种管路系统中不可缺少的管件之一,广泛应用于电力、化工、石油、船舶、机械等行业中。在汽车发动机排气系统、自行车车架、卫生洁具制造等领域运用得比较多。图11-35所示为用Y形三通管制造的汽车发动机排气歧管。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






