鉴定点22 连杆弯曲或扭曲变形的检测及连杆的校正
一、鉴定题目 连杆弯曲或扭曲变形的检测及连杆的校正
二、鉴定重点
1)检测程序规范。
2)能够正确校正连杆。
3)正确使用工装设备。
三、鉴定准备工作
变形的连杆,连杆检验器,连杆压力器,常用工具一套。
四、技术标准
能够熟练检测、校正连杆。
五、操作方法
1.连杆弯曲或扭曲变形的检测
步骤1 检测时将连杆大头装到连杆检验器的心轴上,并通过调整螺钉使定心张开,将连杆固定在检验器上。
步骤2 将菱形支承轴下移,使其下平面靠在活塞销上,并拧紧菱形支承轴的固定螺钉,如图3-141所示。
步骤3 观察或用塞尺检测销子两端与小角铁之间的间隙。两间隙之差反映了弯曲变形的方向和程度,即连杆大小头孔轴线的平行度误差。该误差应小于或等于极限值0.05mm。
步骤4 将小角铁下移,观察和测量活塞销两端与小角铁侧平面间的间隙,就可以检查出连杆扭曲变形程度。连杆大小头孔中心线在另一方向的平行度误差应小于或等于极限值0.10mm。(https://www.daowen.com)
2.连杆弯曲和扭曲变形的校正
(1)连杆弯曲变形的校正
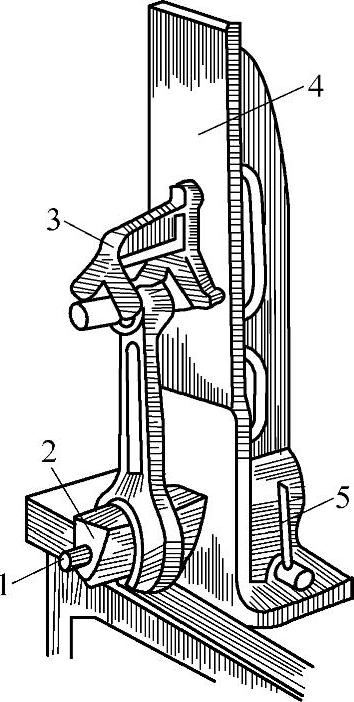
图3-141 连杆检验器
1—调整螺钉 2—菱形支承轴 3—量规 4—检验平板 5—锁紧支承轴扳杆
步骤1 如图3-142a所示,将弯曲的连杆置于压具上,使弯曲的部位朝上,并对正丝杠部位放好垫块。
步骤2 施加压力,使连杆向已弯的反方向变形,并使连杆变形量达到已弯曲部位变形量的数倍以上。
步骤3 停止一定时间,等金属组织稳定后,再去掉外载荷。
步骤4 重新复查校正情况,确定是否需要再校正。
(2)连杆扭曲变形的校正
步骤1 将连杆大端盖装好,套在检验器的心轴上。
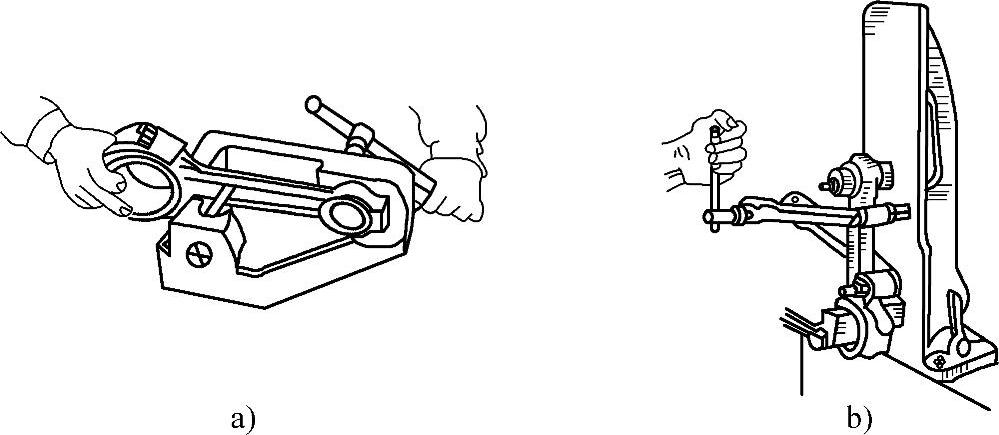
图3-142 连杆弯曲和扭曲变形的校正
a)连杆弯曲的校正 b)连杆扭曲的校正
步骤2 用扳钳进行校正,直到合格为止,如图3-142b所示。
注意:为防止弹性失效,校正量较小时,校正施力过程应保持一段时间;校正量较大时,可用喷灯稍许加热。