鉴定点24 活塞连杆组的组装
一、鉴定题目 活塞连杆组的组装
二、鉴定重点
正确组装活塞连杆组。
三、鉴定准备工作
1)待组装的活塞连杆组一套。
2)塞尺、连杆检验器等必要的工具、量具以及专用工具。
四、技术要求
活塞连杆组各零件经修理、检验合格后,即可装配成组合件。装配前应进行彻底清洗,尤其要将连杆油道中的污垢清洗干净;安装活塞环时,应注意各道环的结构和安装方向。
五、操作方法(以东风EQ6100—1型发动机为例)
1.组装
步骤1 将活塞置于水中,加热到70~80℃后取出,擦拭干净。
步骤2 在座孔和活塞销上涂上一层薄薄的机油,用大拇指把活塞销推入座孔,并迅速通过连杆小头衬套孔,直至另一侧销座孔的锁环槽边。
步骤3 装上活塞销两边的锁环。对于有磨损台阶的锁环,应予以更换。
2.检验
步骤1 锁环嵌入环槽中的深度应大于或等于锁环直径的2/3,锁环与活塞销两端有0.10~0.25mm的间隙。(https://www.daowen.com)
步骤2 东风EQ6100—1型发动机活塞顶部有一小缺口,连杆和连杆盖上均有一个小凸点,装合时,三个标记应朝着同一侧,并且应朝向前。
步骤3 检验连杆大端孔中心线和活塞中心线的垂直度。
1)将连杆大端孔装到连杆检验器的心轴上,使活塞裙部紧贴检验器平板,用塞尺测量活塞顶部边缘与平板间的间隙,如图3-145所示。
2)翻转180°,重新测量一次。两次测量值之差值即为垂直度误差。垂直度值不得大于0.08mm,达不到要求时,应找出原因,重新校正后再组装。
3.安装活塞环
安装时应注意以下几个问题:
1)活塞环内缘阶梯形环槽应向上,外缘阶梯形环槽应向下。
2)为了避免可燃混合气从活塞环的开口间隙漏出,装配时应将环的对口方向互相错开。
3)装配油环时,先装衬环,后装刮片环(见图3-146),上、下刮片环开口应错开180°。
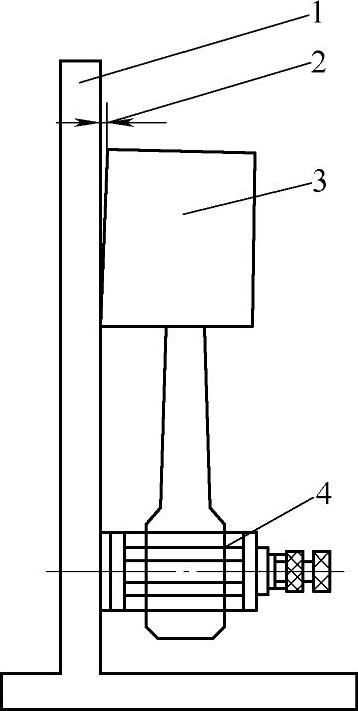
图3-145 活塞连杆组装后垂直度的检验
1—平板主体 2—间隙(≤0.3mm) 3—活塞连杆组 4—可调定位心轴
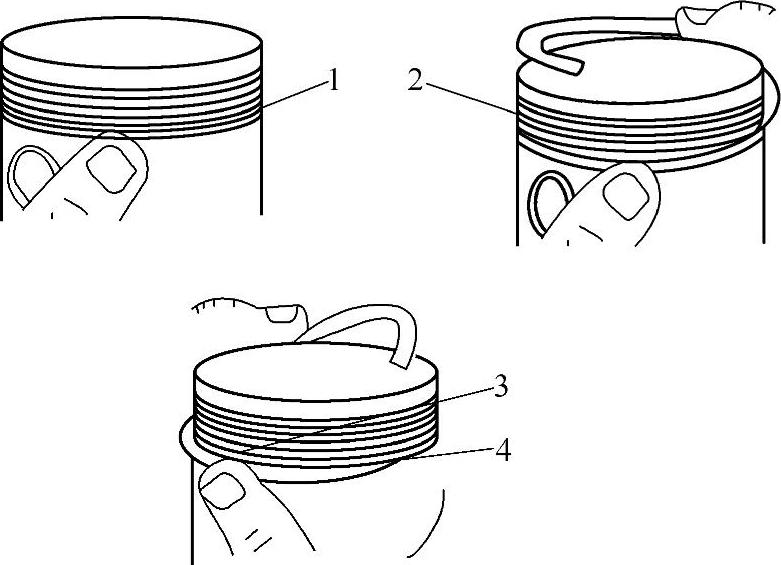
图3-146 油环的安装方法
1—衬环 2、3—刮片环 4—刮片环端部
4)活塞环装入活塞后,环上应涂抹机油。