【摘要】:铸造斜度又称起模斜度。铸件上的铸造斜度,不单纯是为了减少压铸件与模具的摩擦,容易取出压铸件,保证压铸件表面不被拉伤,使表面光洁,同时对延长模具使用寿命也具有重要意义。铸造斜度一般不计入公差范围内,其大小要根据压铸件的起模深度、合金性质、形状复杂程度以及壁厚而定。表3-12中列举了最小铸造斜度值。在设计压铸件时,应尽可能选用大于表中的斜度值。
铸造斜度又称起模斜度。为了便于从压铸模内取出压铸件和从压铸件内抽出型芯,压铸件应具有足够的和尽可能大的铸造斜度。通常在设计压铸件时,就应在结构上留有斜度。铸件上的铸造斜度,不单纯是为了减少压铸件与模具的摩擦,容易取出压铸件,保证压铸件表面不被拉伤,使表面光洁,同时对延长模具使用寿命也具有重要意义。
为了减少压铸件起模时与模具零件成型表面间的摩擦,压铸件内表面上的斜度更为重要,这是因为金属收缩时会紧紧包住型芯以及型腔上凸出的成型部分,所以,压铸件上各部分所需要的斜度值大小是不相同的,应按金属收缩的方向来确定。当金属的收缩受到的阻力大时,斜度应大些;反之斜度可以稍小些。
铸造斜度一般不计入公差范围内,其大小要根据压铸件的起模深度、合金性质、形状复杂程度以及壁厚而定。一般规定的铸造斜度是:起模深度浅的大于深的;高熔点合金大于低熔点合金;形状复杂的大于形状简单的;厚壁大于薄壁;内侧大于外侧。表3-12中列举了最小铸造斜度值。在设计压铸件时,应尽可能选用大于表中的斜度值。
表3-12 最小铸造斜度(https://www.daowen.com)
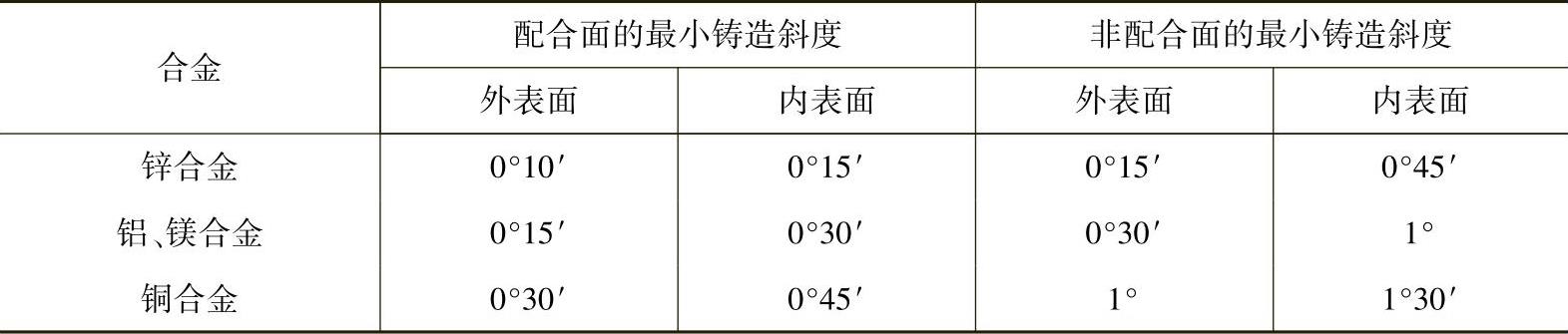
注:表中数值适用于型腔深度或型芯高度小于或等于50mm、Ra≥0.8μm。当深度或高度大于50mm或Ra<0.8μm时,则数值可适当减小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




