1.4.2 毛坯加工
任何需要加工的模具零件都要从毛坯开始加工。对于模具来说,毛坯的形式多种多样,其选择主要取决于模具的使用条件和结构形式,这与一般零件毛坯的选择原则是相同的。
模具零件最常见的毛坯形式是锻件、型材、铸件等。模具重要的、结构复杂的工作零件一般采用锻造毛坯比较合理。模具一些较次要的和结构形状简单的零件采用热轧圆钢、钢板或型材作为毛坯比较合理。对于结构复杂且不便于或不允许拆散拼装的,或批量很大的模具,采用铸造毛坯较合理。这些原则并不是在任何情况下都是不变的,应该根据本厂的具体生产条件和模具的技术要求,全面权衡利弊,进行合理的选择。
模具毛坯外形的机械加工方法通常是按照这些外形表面的几何特征和质量要求来进行选择的。旋转体表面,如圆柱面和圆锥面等,多在卧式车床上加工;平面多采用铣床和刨床加工,长而窄的平面,采用刨床加工效果更好。
在进行模具毛坯的加工时,由于外形表面粗糙、不平整,往往不便于装夹。因此,选择毛坯装夹面时,既要考虑对加工质量的影响,又要考虑装夹的稳定性和可靠性。
毛坯加工机床的选择主要考虑机床的生产效率、机床动力、机床各部分的刚度和强度等。在这些条件得到满足的情况下,机床应具备高的精度,这是因为进行毛坯外形表面加工时切除的金属量很大,而且这层被切除的金属硬度较高。
通常毛坯在进行机械加工前,应进行适当的热处理,尤其是采用铸件毛坯时,若不先进行退火处理,则会因铸造过程中产生的内应力分布不均匀而造成机械加工后毛坯严重变形,当这种变形量大于后续工序的加工余量时,则会产生不可修复的误差,从而使毛坯成为废品。另一方面,经过退火处理后,毛坯的组织均匀,硬度下降,既有利于满足材料性能的要求,又使切削加工变得容易进行。在正常情况下,毛坯的热处理是由专业的毛坯生产厂来完成的,因此,在订购毛坯时应向毛坯生产厂提出这一要求。对于一些精密模具或者结构复杂的模具,在进行毛坯外形加工后也要安排一些热处理工序,及时消除因切削大量金属而产生的内应力,降低零件中内应力作用不平衡的程度,以便将零件的变形控制在最小的范围内。
在进行毛坯的机械加工时,还应该正确选择刀具,采用适当的切削方法。在加工铸铁材料的毛坯时,可选用YG8、YG6、YG4等硬质合金刀具;加工45钢时,可选用YT15、YT30和YT60硬质合金刀具。为了保证刀具的使用寿命,在毛坯进行第一刀加工时,应当将切削深度适当取大些,使锋利的切削刃深入到毛坯硬皮层内,以避免切削刃被毛坯表层的硬皮磨钝或撞坏。
1.锻件毛坯
模具零件毛坯的材料状态对模具加工的质量和模具寿命都有较大的影响。特别是模具中的工作零件大量使用高碳高铬工具钢,这类材料的冶金质量较差,存在严重的缺陷,如存在大量的共晶网状碳化物,这种碳化物很硬也很脆,而且分布不均匀,降低了材料的力学性能,恶化了热处理工艺性能,降低了模具的使用寿命。只有通过锻造,打碎共晶、网状碳化物,并使碳化物分布均匀,细化晶粒组织,充分发挥材料的力学性能,才能提高模具零件的加工工艺性和使用寿命。
综上所述,锻造的主要目的有如下几个方面。
1)通过锻造得到合理的几何形状和机械加工余量,节省原材料和减少机械加工工作量,并使圆棒料的疏松和气泡等缺陷得到改善,提高了材料的致密度,并得到了良好的机械加工性能。
2)通过锻造改善材料中碳化物分布不均匀的状态,使碳化物的不均匀度≤3级(GB/T 14979—1994中检验共晶碳化物不均匀度的第四评级图分为1~8级),改善由于碳化物分布不均匀造成的热处理易开裂、硬度不均、脆性加大、冲击韧度降低,以及碳化物堆聚或呈网状出现在模具刃口处、易崩刃、折断和剥落的现象。提高了材料的热处理性能和模具的使用寿命。
3)改善坯料加工的纤维方向,使纤维方向分布合理,满足不同类型模具的要求,提高模具零件的承载能力,同时通过合理的纤维方向,使模具零件的各向淬火变形趋于一致,提高材料的力学性能和使用性能。
通过锻造和预处理可以获得机械加工和热处理加工需要的金相组织,从而提高了模具零件的机械加工和热处理加工的工艺性。
2.毛坯锻造的技术要求
(1)毛坯的机械加工余量 为了保证制品零件的精度和表面质量,锻件的公称尺寸和零件相应尺寸之间的差值称为机械加工余量。加工余量的大小取决于零件要求的表面粗糙度和尺寸精度、模锻时发生的形状畸变的大小以及锻件的表面缺陷。
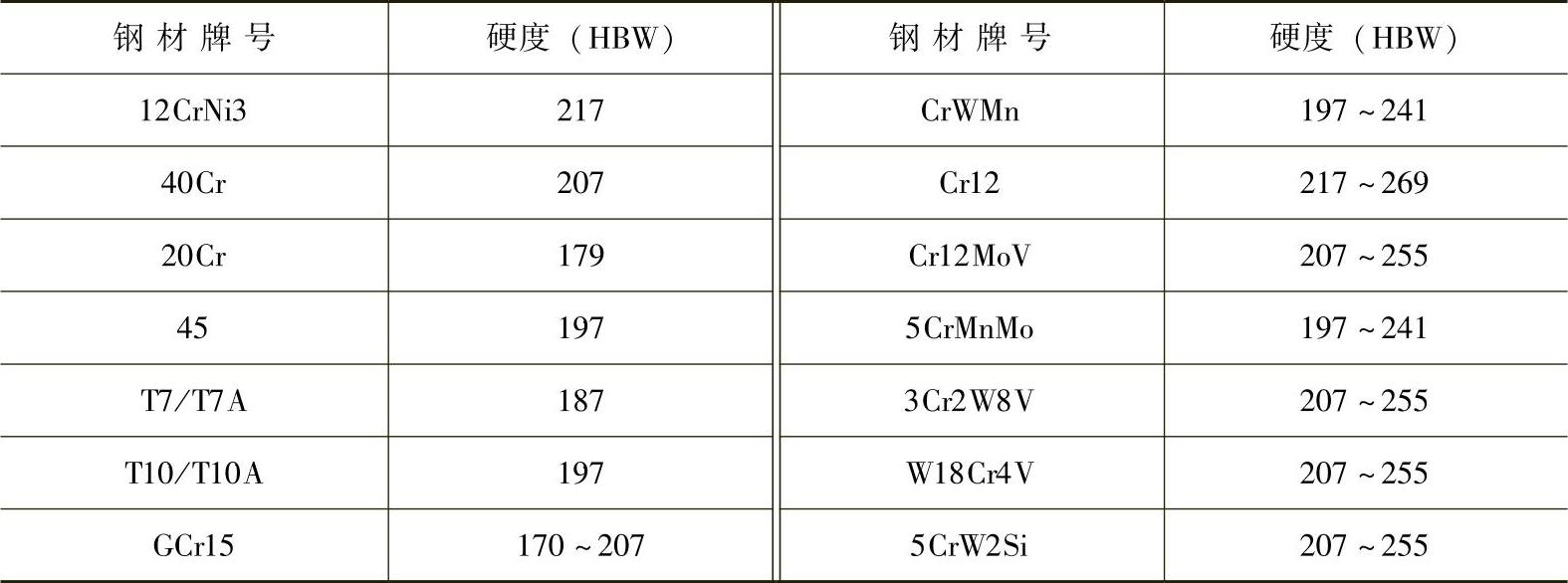
(2)锻件热处理 为了消除锻造后毛坯的锻造应力,软化锻件,便于以后的机械加工,应进行退火、正火和调质处理。交付的锻件要有一定的硬度值。各种钢材锻件的硬度值见表1-19。
表1-19 各种钢材锻件的硬度值
(3)改锻工艺 对于模具的主要零件,尤其是对热处理质量和使用寿命有较高要求的零件,坯料应采用改锻工艺,即坯料在锻造时经多次镦粗和拔长,以提高锻件的致密度,使内部组织均匀,提高其使用性能及力学性能。
(4)锻造工艺要点 锻件表面不能有裂纹、氧化皮、脱碳层和表面锻造不平现象。尺寸应符合图样要求,内部不应有夹层现象。
锻造工艺要点如下:
1)碳素工具钢及低合金钢的锻造工艺要点见表1-20。
2)高铬钢及高速工具钢的锻造工艺要点见表1-21。
表1-20 碳素工具钢及低合金钢的锻造工艺要点

表1-21 高铬钢及高速工具钢的锻造工艺要点

(5)模具零件锻造时间注意事项 锻件在锻造过程中的总损耗量包括烧损量、切头损耗、心料损耗三部分。烧损量包括坯料在加热和锻打时产生氧化皮而形成的损耗,它和坯料的加热次数、加热条件有关,经验表明,当锻件质量小于5kg时加热1~2次,锻件质量为5~20kg时加热2~3次,锻件质量为20~60kg时加热3~5次。切头损耗指在锻造时由于切除锻件两端不平和裂纹部分而造成的损耗,一般较小的锻件不考虑这部分损耗。心料损耗指锻件需要冲孔而产生的损耗。为了计算方便,总损耗量可按锻件质量的5%~10%选取。在加热1~2次锻成、基本无鼓形和切头时,总损耗取5%;在加热次数较多和有一定鼓形时,总损耗取10%。
根据计算出的体积与质量,依据材料库现有钢材的直径,换算出所需要钢材的长度,并留出加工余量。
锻造后坯料各个方向的外形尺寸,应比零件各方向的实际尺寸放大5~6mm,即在各方向留有5~6mm的刨削余量。用热轧圆钢棒车削零件时,加工余量可按表1-22选取。对于长方体和正方体的坯料,其加工余量可按经验数值选取。
表1-22 热轧圆钢棒的最小机械加工余量(单位:mm)

3.坯料加工工序
长方体坯料的加工工序:备料—锻造—退火—刨六面—磨平面。
圆柱形坯料的加工工序:备料—车削加工—平磨上下面或磨内外圆表面。
机械加工后的各坯料应打上印记、编号,超过20kg零件的坯料,应在侧面设有供起吊的凸起及凹口或吊环孔。
4.坯料的磨削余量
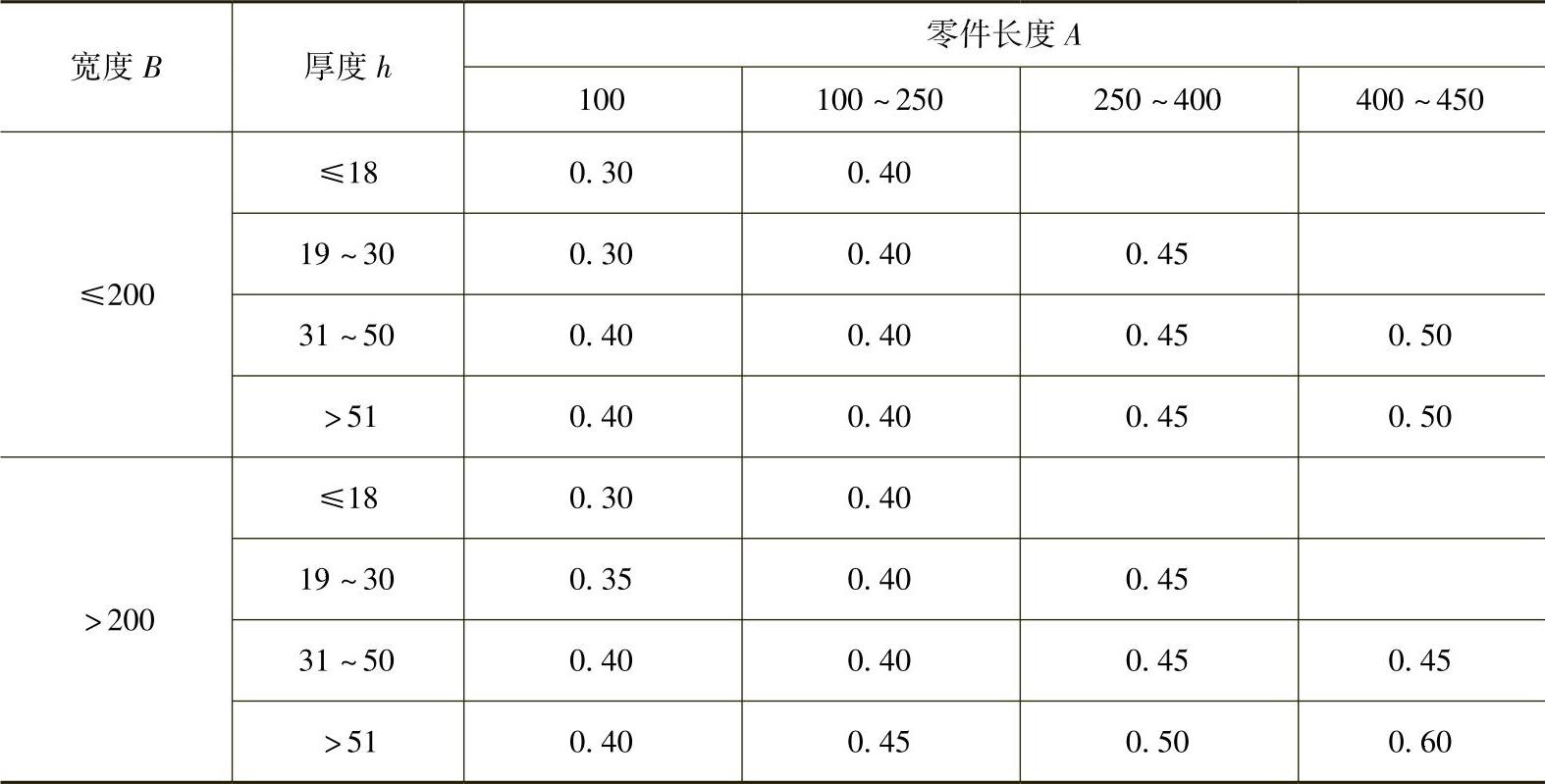
1)矩形零件的磨削余量见表1-23。
表1-23 矩形零件的磨削余量(单位:mm)
2)圆柱形零件的磨削余量见表1-24。
表1-24 圆柱形零件的磨削余量(单位:mm)
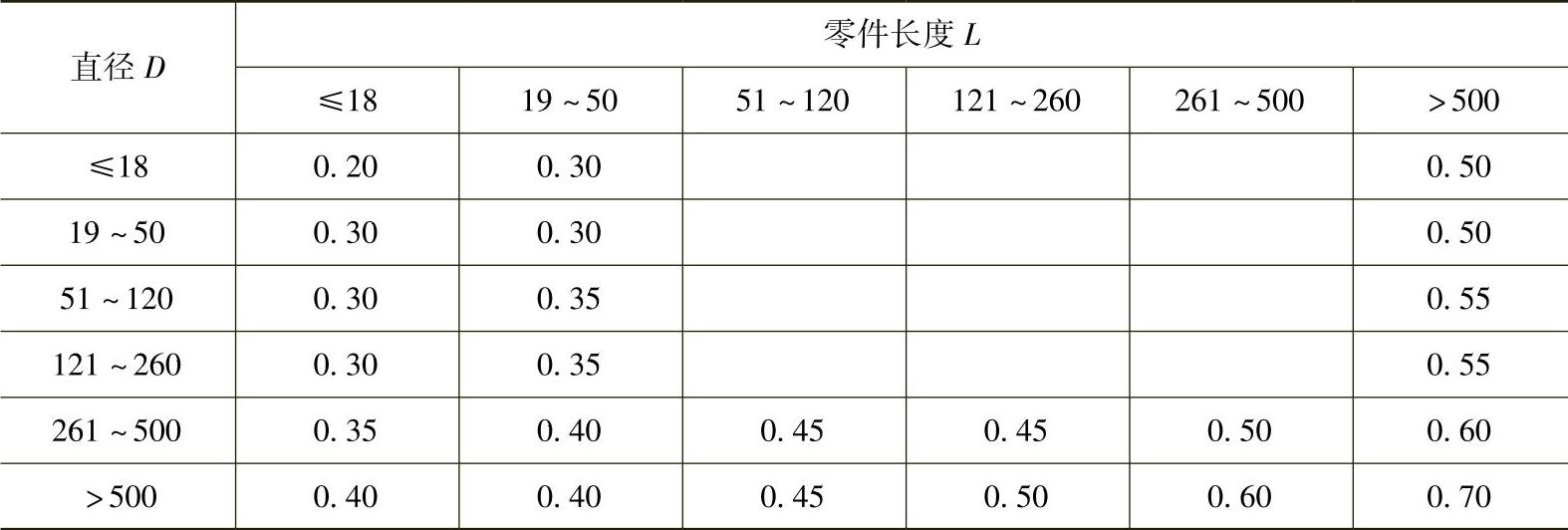
注:使用表1-23和表1-24时,表中所列的只是淬火后的磨削余量。对于非淬火零件,可适当减少20%~40%。
3)内孔与外圆的磨削余量见表1-25。
表1-25 内孔与外圆的磨削余量(长度200mm)(单位:mm)
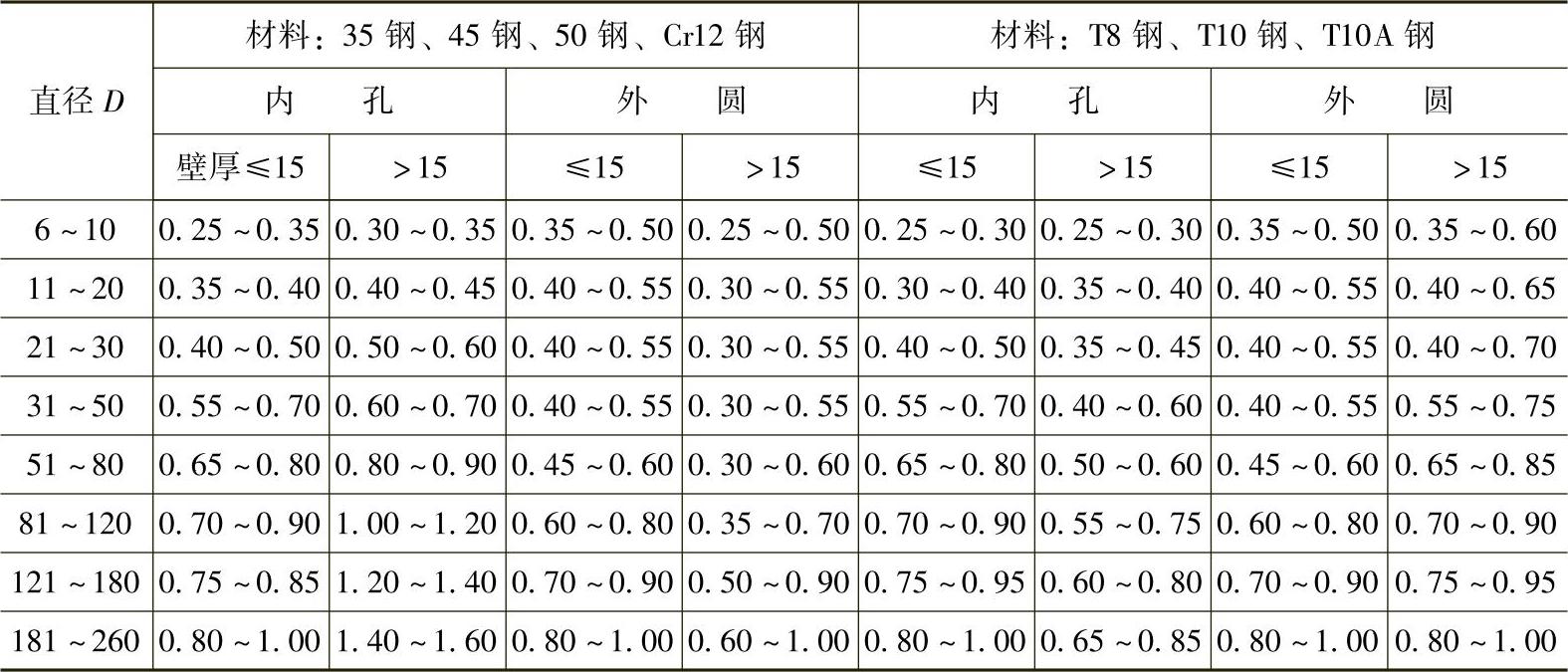
注:如果内径/壁厚≥5或者长度/外径≥2,选表中的上限值。(https://www.daowen.com)
5.锻造设备的选择
模具生产属于单件生产,模具锻件的锻造方式应该是自由锻,使用的锻造设备为空气锤或蒸汽锤。锻锤吨位的选择是否合理,直接影响锻件质量、锻造生产率和锤杆的使用寿命。如果锻锤吨位过小,则锻造打击能量不足,会造成锻打不透,锻件仅仅在表层发生一定的变形,而锻件心部的质量得不到改善,甚至发生恶化;如果锻锤吨位选择过大,则打击过重,容易出现断裂现象。因此为了获得优良的锻件,应该选取能量适当的锻锤,以充分的变形进行多向反复的锻打,控制锻件的质量。对于高合金模具钢应该进行反复的镦粗和拔长,以充分发挥模具材料的性能,从而为得到高质量和高寿命的模具打好基础。
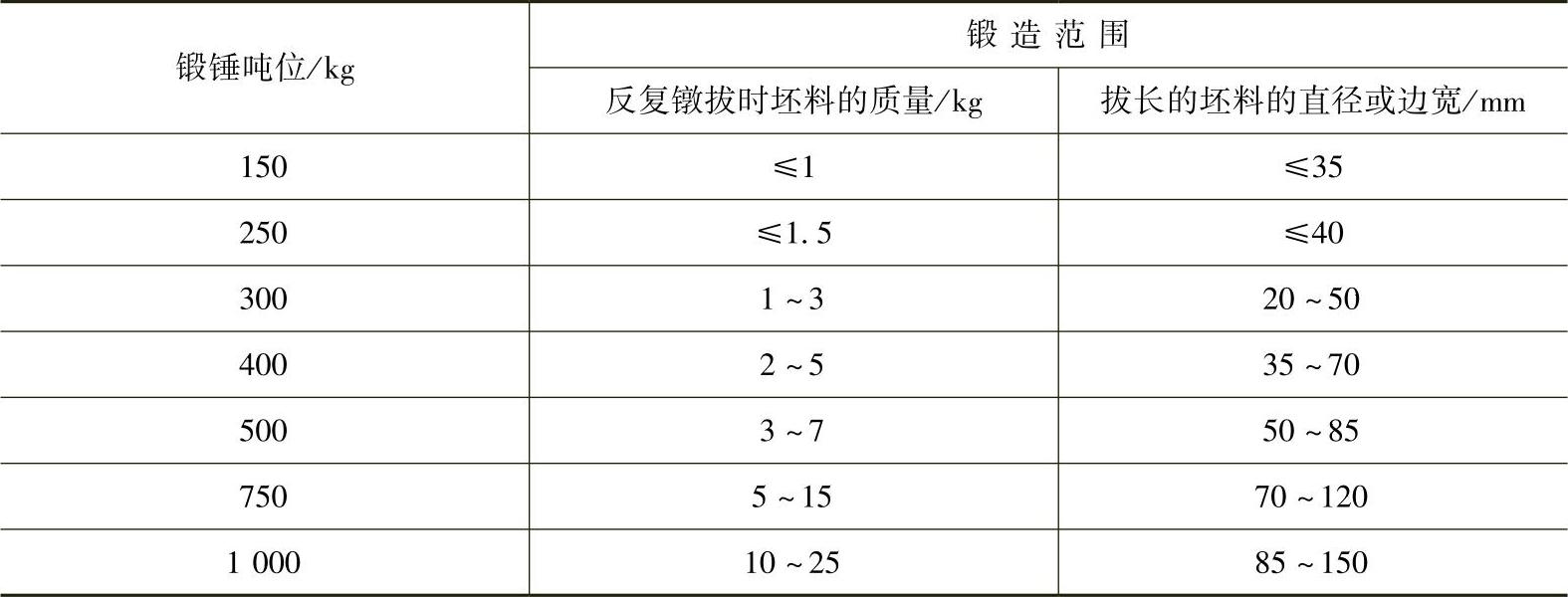
对于高合金模具钢锻件,锻锤的吨位可以按表1-26进行选取。如果锻造低合金钢,锻件的质量或尺寸可以按加一倍选取。
表1-26 锻造高合金钢时锻锤的吨位
6.锻造方式
锻件的锻造方式主要有轴向镦拔、横向镦拔和多向镦拔三种。
(1)轴向镦拔 轴向镦拔又称纵向镦拔、单向镦拔或不变镦拔,它是沿着钢材的轴向,进行不变换方向的往复镦粗和拔长。轴向镦拔过程如图1-37所示。

图1-37 轴向镦拔示意图
为了便于拔长和减少镦粗过程中侧面开裂的现象,合金钢锻件广泛采用方柱镦粗,即先将棒料锻为四角为圆弧状的方柱体,再进行镦粗。如果要求锻件材料的纤维横向分布,轴向镦拔适用于工作表面沿圆周分布的模具零件,如圆盘剪刀和滚丝轮类的零件。
(2)横向镦拔 横向镦拔又称径向镦拔,它是将钢材轴向镦拔之后,转90°沿垂直于纤维方向的多次镦拔,最终在镦粗或者拔长状态下进行整形。横向镦拔过程如图1-38所示。
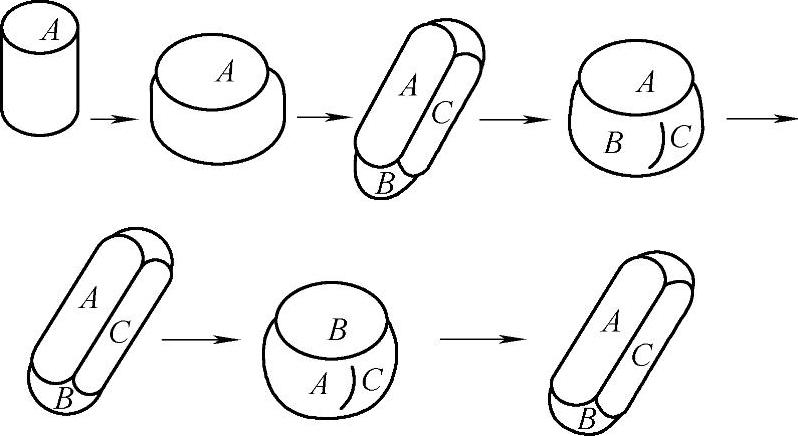
图1-38 横向镦拔示意图
横向镦拔法的优点是:拔长时端面开裂倾向小,钢材最致密、塑性最好的表面始终处于拔长时的端面;由于钢材表层转移到锻坯的端面,纤维呈横向分布,锻件端面组织致密;锻件心部组织改善的效果好;锻件操作方便,有利于采用大镦粗比。横向镦拔法的主要缺点是:原钢材心部的纤维流向为横向,纤维外圆组织不均匀;纤维方向不易控制。它主要适用于工作型腔及刃口在端面及中心处的凸模、冷镦模、冷挤压模。不适用于工作部位在外圆周的及要求淬火微变形的精密模具。
(3)多向镦拔 它综合了轴向镦拔和横向镦拔的特点,对原始材料从三个方向轮番进行反复镦拔。常见的多向镦拔过程如图1-39所示。
多向镦拔法是获得优质锻件坯料的一种常用锻造方法。它的特点是锻造变形均匀,容易锻透,组织全面改善,碳化物细碎。
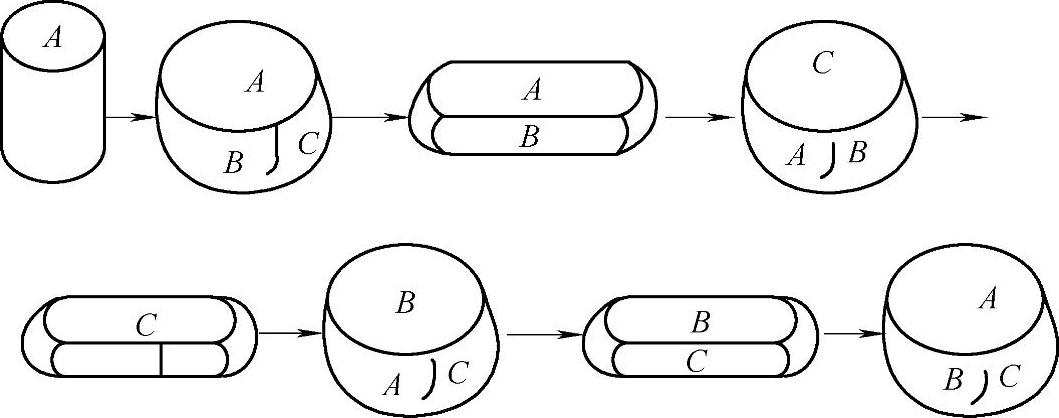
图1-39 多向镦拔示意图
例1-1 某模具零件的材料为Cr12MoV,锻件尺寸为ϕ60mm×100mm。下料尺寸:经计算最终确定备料尺寸为ϕ80mm×60mm。设备:由《锻造设备手册》最终选定锻造设备为750kg锻锤。技术要求:在距离端面30mm处检查碳化物分布的不均匀度。锻造操作:采用轴向镦拔法,每次镦粗均由高130mm镦成高40mm,每次镦粗比Y=130/40=3.25。检查:锻造质量见表1-27。
表1-27 不同镦拔次数的质量

例1-2 某模具零件的外形尺寸为30mm×140mm×220mm,材料为Cr12MoV。锻件:尺寸为36mm×145mm×225mm,质量为9kg。技术要求:材料纤维方向垂直于模面,表面碳化物不均匀度≤3级,中心碳化物不均匀度≤4级。备料尺寸:查相关表格最终确定备料尺寸为ϕ85mm×210mm。锻造方法:查相关表格知初锻温度为1050~1100℃,终锻温度为850~900℃,采用多向镦拔方法,5次加热,8次镦拔。锻造设备:查相关表格最终选定锻造设备为1t锻锤。
将三向循环8次镦拔成形的锻件和横向1次镦粗直接成形的锻件的质量进行比较,结果见表1-28。
表1-28 不同锻造方式的质量结果
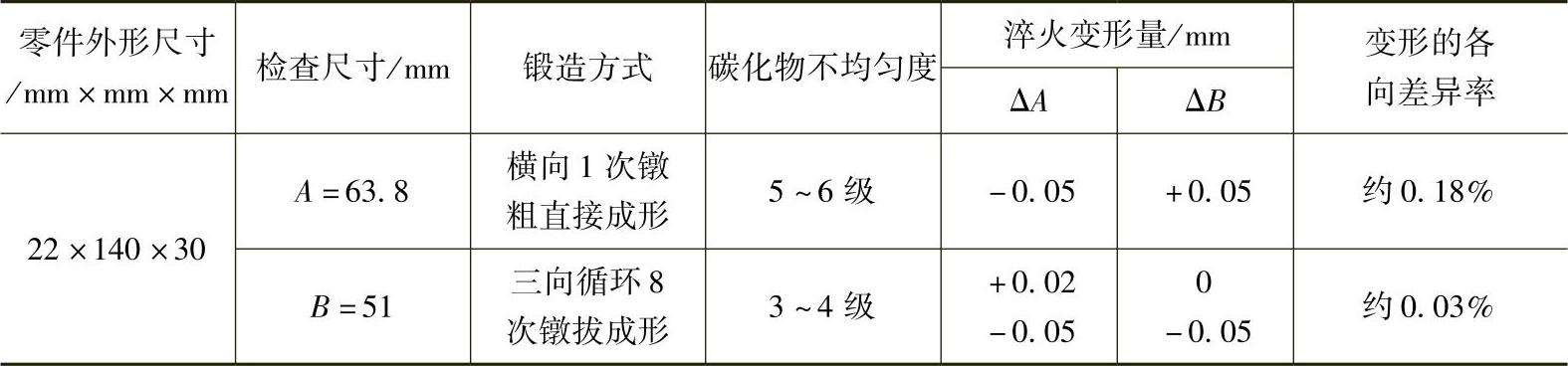
注:表中A、B的含义如图1-37、图1-38和图1-39所示。
7.锻件的质量要求
影响锻件质量的主要因素有四个:原材料的质量状态和配料情况;锻锤吨位的选择是否合理;锻件坯料的加热、冷却温度以及每次锻造变形量等工艺参数是否正确;锻造方式的选择和锻造比的大小。对锻件的质量有如下要求。
(1)锻件的形状、尺寸要求 锻件的形式、尺寸应符合锻件图的要求,机械加工余量要符合规定的要求。
(2)缺陷及脱碳层的深度 锻件表面的裂纹、折叠等缺陷及脱碳层的深度应控制在机械加工余量的1/3以下。
(3)碳化物不均匀等级 对于过共析碳素工具钢及合金工具钢,残留网状碳化物、带状碳化物及碳化物偏析三项均不应超过2级,形状简单、受力不大的模具零件不应超过3级。高碳高铬工具钢模具锻件的共晶碳化物不均匀度可以控制在4级左右;当共晶碳化物不均匀度≥5级时,零件的工艺性及使用性能将急剧恶化。对于重载模具零件的锻件,共晶碳化物不均匀度应该<3级。小规格的模具零件可以采用直径≤40mm的圆棒料改锻,共晶碳化物不均匀度可以控制在≤2级。
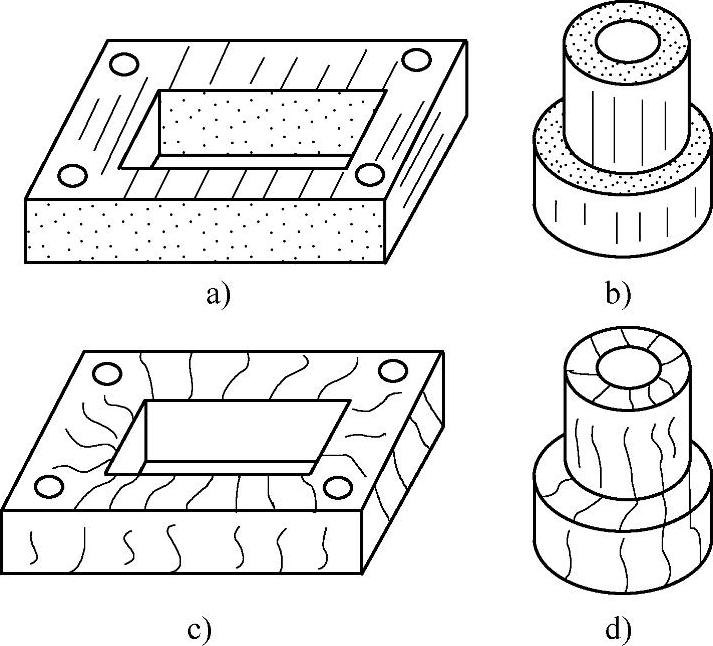
图1-40 模具零件材料纤维方向分布图
(4)纤维方向的合理分布及钢材表面层的正确配置 圆棒料的表面组织比较致密,越向中心组织越差,圆棒锯切下料后两端面相当于心部组织,其力学性能差。因此,应将圆棒料的表面层配置在工作面上。锻造时,避免圆棒料的端面置于工作型腔处。对于型腔尺寸要求严格、淬火后不再加工的精密模具零件,锻件的纤维方向应平行于型腔的短轴(图1-40a)或纤维方向垂直于型腔端面呈条状放射分布(图1-40b)。最佳的纤维方向为无定向分布(图1-40c和图1-40d),在这种情况下,不仅各方向的淬火变形量接近一致,便于控制,而且力学性能和耐磨性均能达到较高的水平。
对于重载模具或淬火后再进行尺寸加工的模具,其纤维方向应与最大拉应力方向平行或者保证纤维在型腔部位不间断。
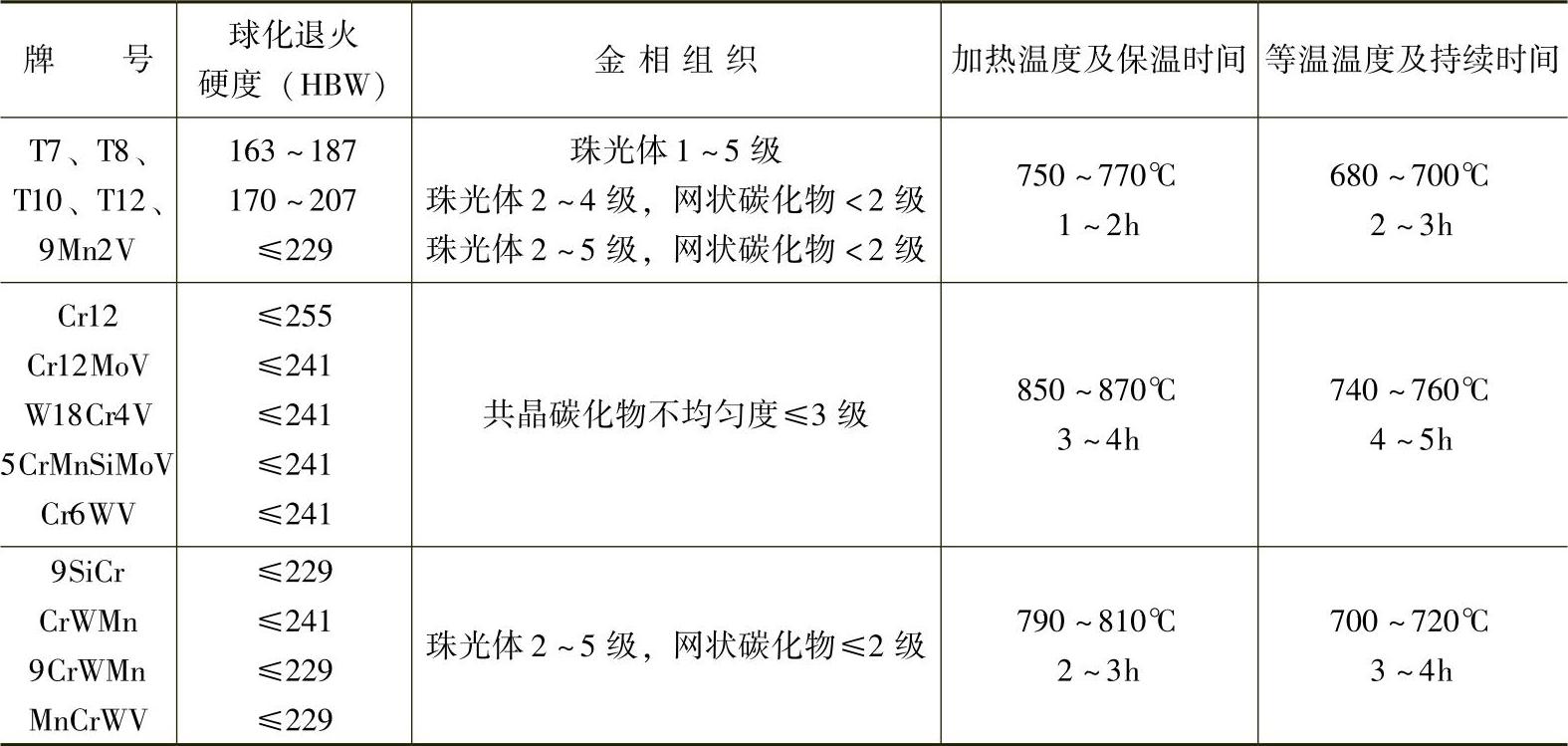
(5)锻件硬度及金相组织 锻件在锻造之后应及时进行球化退火等预处理,以消除锻件内残留的片状碳化物,形成有利于强韧性和冷、热加工工艺的球化体组织。常用模具钢材料球化退火硬度及金相组织要求见表1-29。一般锻件在退火后,磨去脱碳层,检查硬度,精密,复杂和重载的模具要检查金相组织。
表1-29 常用模具钢材料球化退火硬度及金相组织要求
8.铸件毛坯
在模具零件中常见的铸件有冲模的上、下模座,大型塑料模的框架等,材料为灰铸铁HT200和HT250;精密冲裁模的上、下模座,材料为铸钢ZG270-500;大、中型冲模的工作铸件零件,材料为球墨铸铁和合金铸铁;另外吹塑模具和注射模具中的铸造铝合金,如铝硅合金ZL102等。
对于铸件的要求主要有:
1)铸件的化学成分和力学性能应符合图样规定的材料牌号标准。
2)铸件的形状和尺寸应符合铸件图的规定。
3)铸件的表面应进行清砂处理;去除结疤、飞边和毛刺,其残留高度应小于1~3mm。
4)铸件内部,特别是靠近工作面处不得有气孔、砂眼、裂纹等缺陷;非工作面不得有严重的疏松和较大的缩孔。
5)铸件应及时进行热处理,铸钢件依据牌号确定热处理工艺,一般以完全退火为主,退火后硬度不大于229HBW;铸件应进行时效处理,以消除内应力和改善加工性能,铸铁件热处理后的硬度不大于269HBW。
9.半成品件
随着模具专业化和专门化的发展以及模具标准化水平的提高,以商品形式出现的冲模模架、矩形凹模板、矩形模板、矩形垫板等零件(GB/T 2851—2008,GB/T2852—2008,JB/T 7643.1~7643.6—2008,JB/T 7644.1~7644.8—2008),以及塑料注射模标准模架的应用日益广泛。采购这些半成品件后,再进行成形表面和相关部位的加工,对于降低模具成本和缩短模具制造周期都是大有好处的。这种毛坯形式应该成为模具零件毛坯发展的主导方向。