4.1.2 冲模零件的固定装配
1.模具零件的一般固定装配
模具零件上有许多孔,如螺孔,螺栓穿孔、销钉孔、顶杆孔等,都需要经过钻、铰加工达到孔径、孔距、表面粗糙度的要求,这些孔大部分都在划线后加工,常用的加工方法有三种:一是对单个零件划线位置直接钻孔;二是通过已钻、铰的孔对另一零件进行钻孔、铰孔,称为配钻;三是将有关零件夹紧成一体后,同时钻孔、铰孔,也就是同钻同铰。
(1)螺孔、螺钉孔及其过孔的配钻 螺孔、螺钉孔及其过孔配钻常用的方法见表4-10。
表4-10 螺孔、螺钉孔及其过孔配钻常用的方法
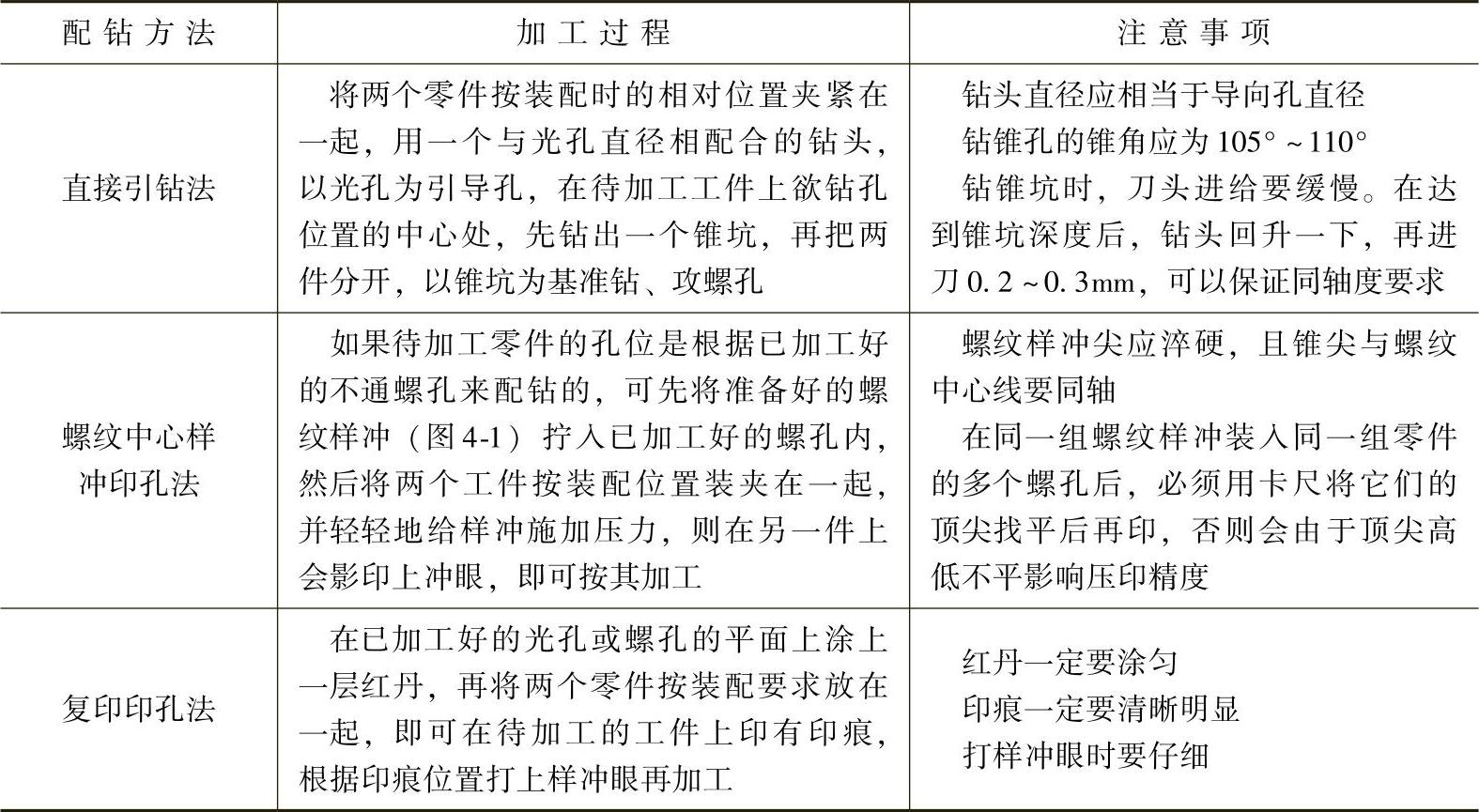
图4-1 螺纹样冲
1—上模座 2—凸模 3—凸模固定板 4—凹模 5—螺钉中心冲 6—下模座
(2)圆柱销孔的加工 模具零件相互间的位置精度,常用圆柱销定位来保证,圆柱销孔的加工质量和销钉的定位准确度对整副模具的装配质量有很大影响。所以圆柱销孔的加工,是把装配调整好的各个零件用螺钉紧固在一起后进行的,也就是采用配钻铰的方式使各定位件所对应的圆柱销孔具有较高的同轴度。
其加工方法是:首先选定定位销孔的基准件,其应是淬硬件,如凹模;在热处理前应将定位销孔铰好,热处理后如变形不大,用铸铁棒加研磨剂进行研磨,或使用硬质合金刀进行一次精铰,以恢复到所要求的质量;然后,把装配调整好的需要定位的各零件用螺钉紧固在一起,配钻铰加工(以淬硬后的凹模销孔作导引)。
为了保证销钉孔的加工质量及各部件的同轴度,配钻铰销孔时,应选用比已加工好的销孔(基准件)直径小0.1~0.2mm的钻头锪锥坑找正中心,再进行钻、锪和粗、精加工,所留铰削余量要适当。在铰削中,要加注充分的切削液。
注意:对于需要淬硬的冲模零件,为了防止销孔由于淬火后变形而影响其装配精度,最好在淬火后用硬质合金铰刀复铰一次(预先留有0.05~0.10mm的复铰余量)。在复铰时,其转速不应太快,一般为90~120r/min,进给量为0.10~0.15mm/min。
另外,对于需要淬火的45钢模具零件,为了预防淬火后的销孔变形,也可以采用淬火前钻孔、淬火后铰孔的工艺方法。
2.模具成形零件的常用固定方法
(1)机械固定法 机械固定法分为紧固件法、压入法、挤紧固定法和焊接法四种。
1)紧固件法有螺钉紧固、斜压块及螺钉紧固和钢丝紧固三种方式。
螺钉紧固法如图4-2所示。图4-2所示为用螺钉将凸模和凸模固定板连接在一起的方法。先将凸模放入凸模固定板孔内,调好位置,使其与固定板垂直,然后用螺钉紧固,并要固紧,不许松动。当凸模的材料为硬质合金时,凸模上的螺孔可以用电火花的方法加工。
斜压块及螺钉紧固法如图4-3所示。图4-3所示为用螺钉和斜压块将凹模紧固在模座上的方法。先将凹模放入凹模固定板内,调好位置,然后压入斜压块,最后拧紧螺钉固定。凸模一定要和固定板安装面垂直,螺钉要拧紧,不能松动,斜压块、锥孔压板和凹模的斜度均为10°,制造要精确,配合准确。
图4-2 螺钉紧固法
1—凸模 2—凸模固定板 3—螺钉 4—垫板
图4-3 斜压块及螺钉紧固法
1—凹模固定板 2—螺钉 3—斜压块 4—凹模
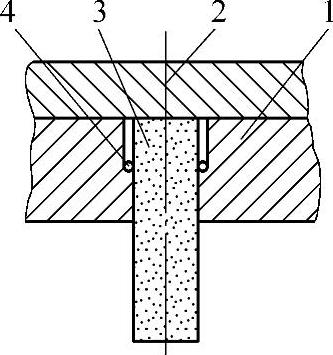
图4-4 钢丝紧固法
1—固定板 2—垫板 3—凸模 4—钢丝
钢丝紧固法是用钢丝将凸模和固定板连接在一起的方法,如图4-4所示。凸模和固定板型孔配合紧密,在固定板和凸模上都开有放钢丝的沟槽,槽宽等于钢丝直径,一般为2mm。装配时,将凸模与钢丝一起从上向下装入固定板型孔内,并用垫板压紧固定。这种方法装配时操作简便,连接可靠,拆换容易,但对凸模与固定板的配合精度要求较高,用于非圆形凸模的固定。
2)压入法是冲模零件常用的连接方法,如图4-5所示。它是靠过盈配合来达到固定零件目的的。压入法装配的缺点是:拆换零件困难,对零件配合表面的尺寸精度和表面质量要求高,特别是对于形状复杂的型孔或对孔中心距要求严格的多型孔的装配。这种方法常用于凸模与固定板的连接。
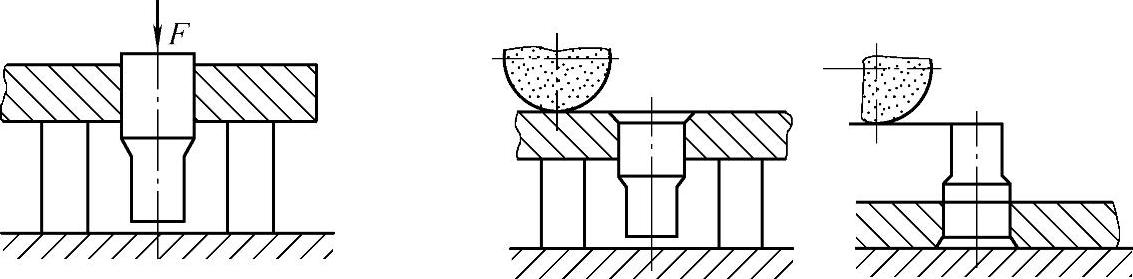
图4-5 压入法固定
采用压入法固定凸模时,配合表面的表面粗糙度应符合图样要求(一般取Ra=0.8~1.6μm),固定板型孔应与端面垂直,不允许有锥度或呈鞍形,以保证组装后凸模的垂直度要求。
3)挤紧固定法是先将凸模装入固定板相应的型孔中(要求配合紧密),调好位置后,用錾子(捻子)环绕凸模外缘对固定型孔进行局部敲击,使固定板的局部材料挤向凸模而使凸模紧固在固定板上的一种方法。紧固后应保证凸模与固定板的垂直度符合要求。挤紧固定法固定凸模如图4-6所示。
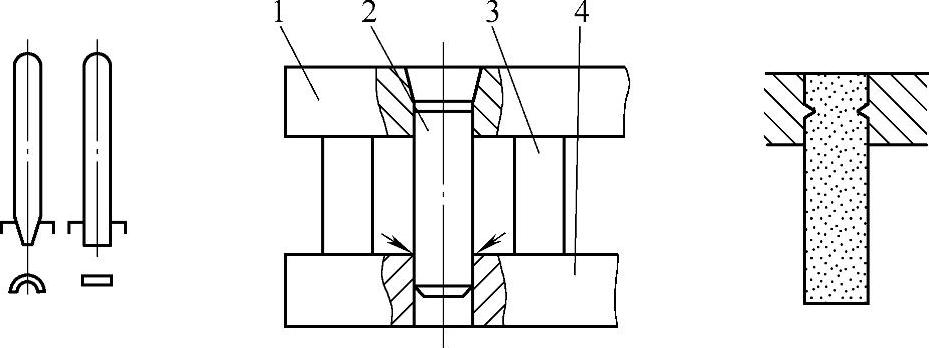
图4-6 挤紧固定法固定凸模
1—凹模 2—凸模 3—垫铁 4—固定板
用挤紧固定法固定多凸模时,可先挤紧最大的凸模,这样当挤紧其他凸模时不受影响,稳定性好。然后再装离该凸模最远的凸模。以后各凸模的挤紧次序可随意决定。用挤紧固定法固定,可靠性差,只能用于承受冲压力较小的模具。
4)焊接法固定凸模如图4-7所示。焊接法一般用于硬质合金凸模和凹模的固定连接,但由于硬质合金与钢的热膨胀系数相差很大,焊接时容易产生内应力而引起开裂,所以只有在用其他固定法比较困难时才用。
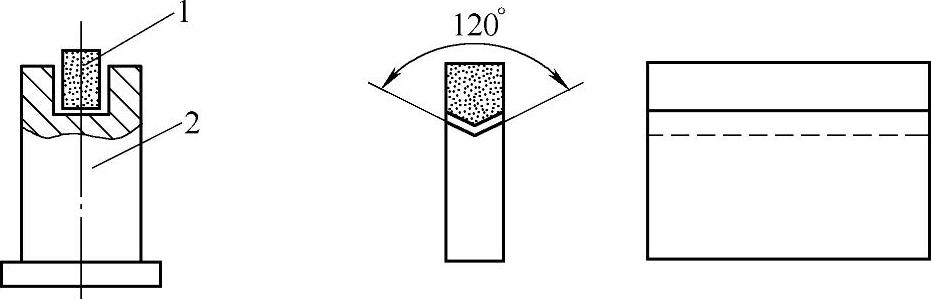
图4-7 焊接法固定凸模
1—凸模 2—凸模体
为了减少焊接内应力,焊接前,要把焊件预热到700~800℃,然后用乙炔焰钎焊或高频电流钎焊,用H62黄铜为钎料,脱水硼砂为钎剂。焊接后还要再加热到250~300℃,保温4~6h,以消除内应力。
(2)红热固定法 在加工硬质合金模具时,常利用红热固定法将凸模或凹模模块固定在模套中,如图4-8所示。
红热固定法就是按配合尺寸将加工好的凹模(凸模)、固定板及合金块的配合面擦干净,放入箱式电炉加热,取出后将合金块放入型孔中,冷却后固定板收缩即可将合金块紧固。但紧固后的组合体应用平面磨床磨平,并稍加修整。
凹模和固定板配合孔的过盈量一般为0.001~0.002mm。加热时,硬质合金凹模块的温度为200~240℃,固定板的温度为400~440℃,在热套冷却后,再进行型孔加工。
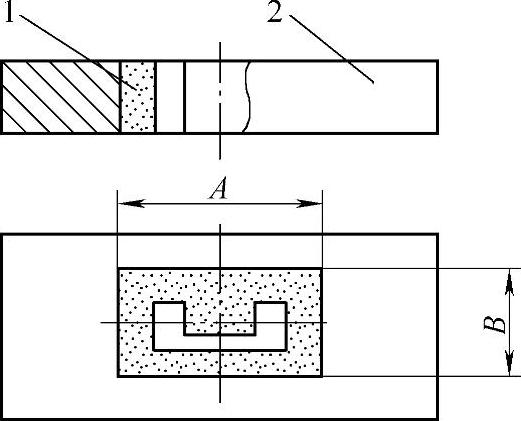
图4-8 红热固定法固定凸、凹模
1—硬质合金凹模 2—套圈
(3)低熔点合金固定法 低熔点合金固定法是利用低熔点合金冷却凝固时体积膨胀的特性来紧固零件的,这一方法可以用来固定凸模(图4-9)、固定凹模(图4-10)不仅工艺简单,操作方便,而且具有较高的连接强度。可用于厚度在2mm以下的钢板的冲裁,可实现多孔冲模凸、凹模间隙的调整。当个别凸模损坏需要更换时,可将低熔点合金熔化,取出凸模,更换后可重新浇注。另外,熔化了的低熔点合金可重复使用,节约材料。固定导柱、导套(图4-11)时,这种固定工艺简单,便于操作,易调节配合间隙,便于维修,成本低廉。低熔点合金固定法还可用于浇注卸料板卸料孔(图4-12),浇注出的导向卸料孔光滑,不必采用较高水平的技术,易于调整与凸模的配合间隙。(https://www.daowen.com)
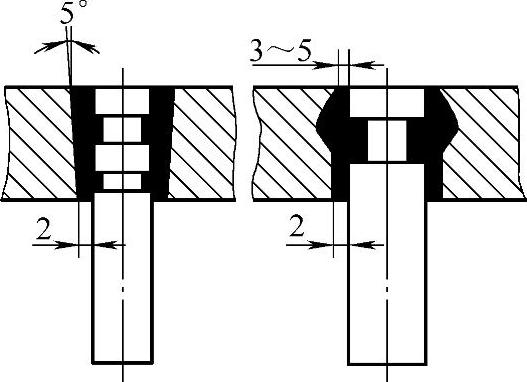
图4-9 固定凸模
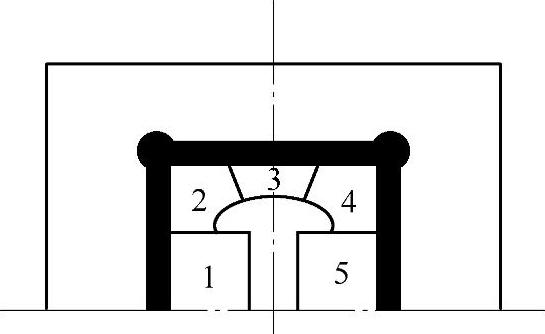
图4-10 固定凹模
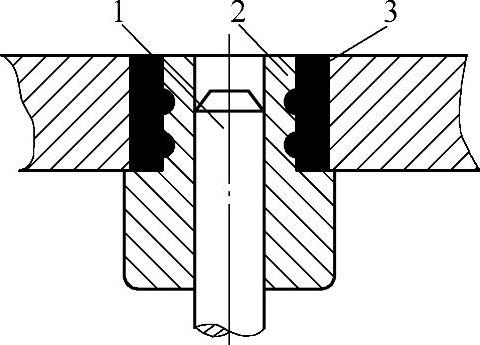
图4-11 固定导柱、导套
1—导柱 2—导套 3—模板
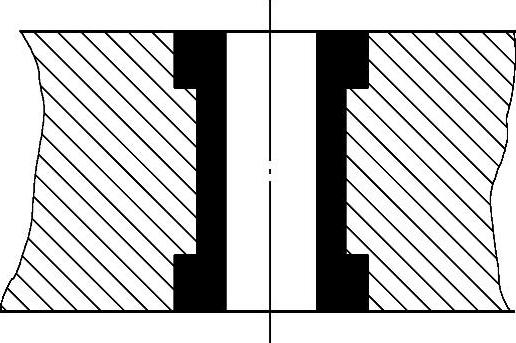
图4-12 浇注卸料板卸料孔
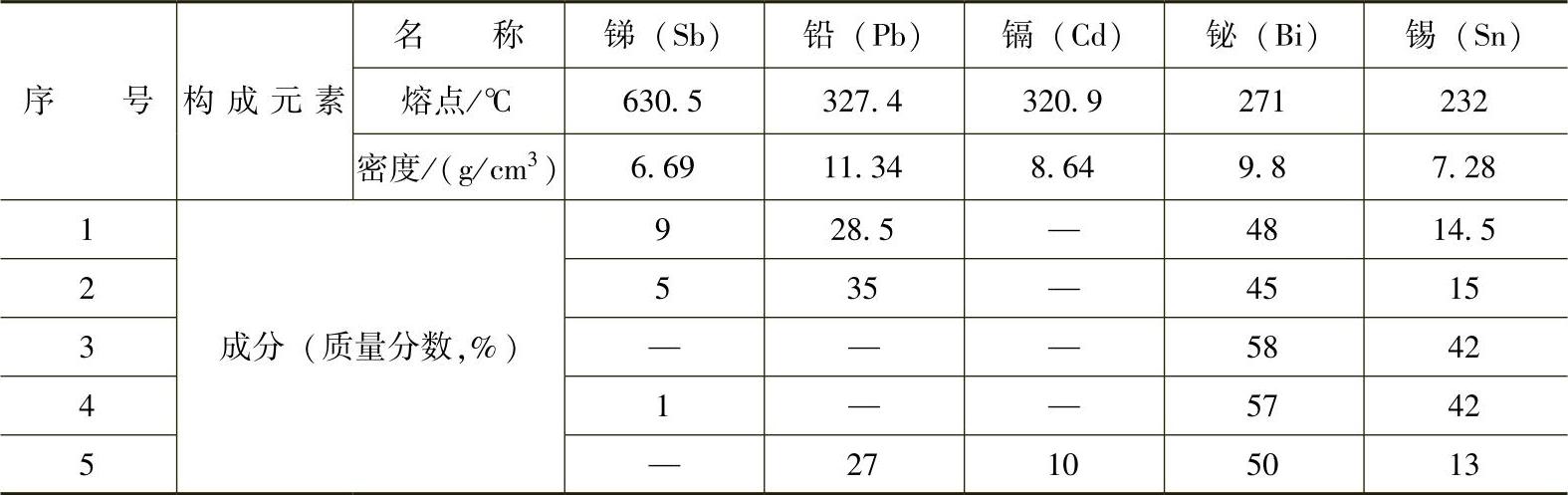
常用低熔点合金的配方见表4-11。
表4-11 常用低熔点合金的配方
(4)环氧树脂粘结固定法 环氧树脂在硬化状态下对各种金属和非金属表面的附着力非常强,而且固化时收缩率小,粘结时不需要任何附加力。采用环氧树脂粘结固定法固定模具零件,工艺简便,粘结效果好,提高了冲模的装配精度,便于模具的修理。因此,在冲模制造中,环氧树脂广泛应用于固定凸模(图4-13),将凸模固定板的型孔适当做得大一些,一般单面间隙为1~2.5mm,但是也不宜过大,否则会造成粘结强度降低,主要用于板料厚度小于0.8mm的冲模;还可用于浇注卸料孔(图4-14),以及固定导柱、导套于模板上(图4-15)等。采用环氧树脂粘结固定法,简化了型孔的加工,易于保证凸、凹模间隙及导柱、导套之间的配合精度,提高了模具的制造质量。但只适于冲压力不大的中、小型冲模。
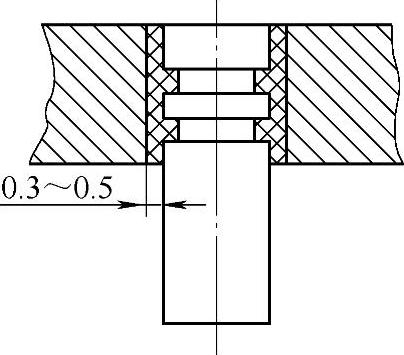
图4-13 固定凸模
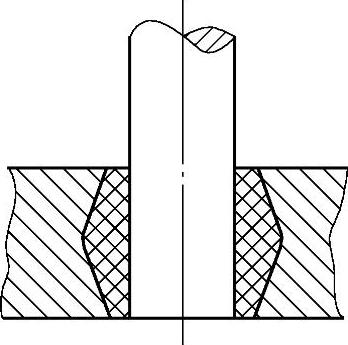
图4-14 浇注卸料孔
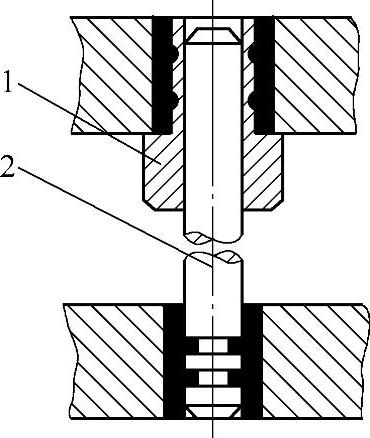
图4-15 固定导柱、导套
1—导套 2—导柱
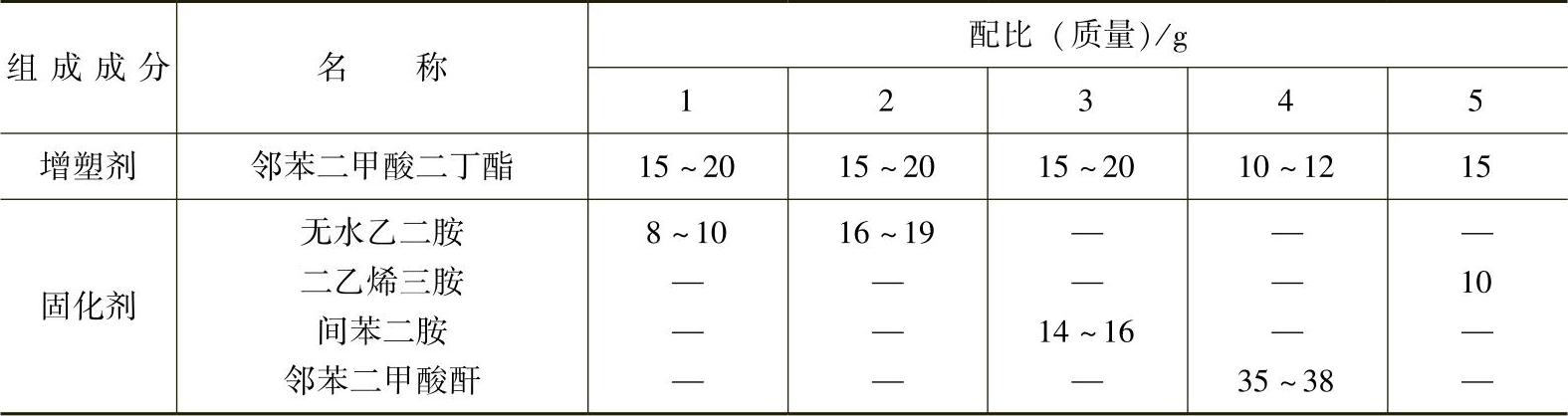
常用环氧树脂的配方见表4-12。
表4-12 常用环氧树脂的配方

(续)
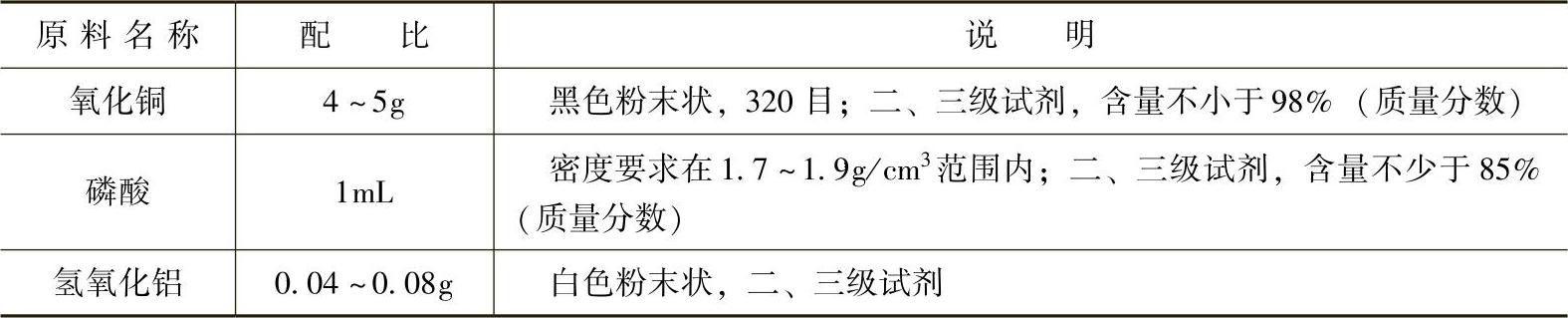
(5)无机粘结剂固定法 无机粘结剂固定法是将氢氧化铝、磷酸溶液和氧化铜粉末定量混合,经化学反应生成胶凝物而起粘结作用的一种固定方法。它适用于凸模与固定板的粘结,导柱、导套与模座的粘结,硬质合金模块与钢料的粘结等。无机粘结剂固定法工艺简单,操作方便,不需要专用设备,并可适当降低模具零件粘结部位的机械加工要求,成本低,无毒害;不变形,粘结凝固快,粘结时可不加热或加热温度很低,因此零件不会产生由于热应力而引起的变形;具有足够高的粘结强度(但低于环氧树脂的粘结强度),电绝缘性能好;耐高温,一般在60℃时不软化,当在氧化铜中加入适量的硅铁或氧化钴粉末时,耐热温度可达100℃左右;耐油但不耐酸碱(主要是盐酸),微溶于水,有脆性,不宜对接;凝固后,难以去除,故必须用于长期固定的结构。常用无机粘结剂的配方见表4-13。
表4-13 常用无机粘结剂的配方
3.冲模凸、凹模间隙的控制
冲模凸、凹模之间间隙的均匀程度及其大小,会直接影响到冲压件的质量和冲模的使用寿命。因此,在制造冲模时,必须要保证凸、凹模间隙的大小及其均匀一致性。冲模装配的主要工作,就是要确定已加工好的凸、凹模的正确位置,以确保它们之间的间隙均匀。为了保证凸模和凹模的正确位置和间隙均匀,在装配冲模时一般是依据图样要求先确定其中一件(凸模或凹模)的位置,然后以该件为基准,用找正间隙的方法,确定另一件的准确位置。在实际生产中,控制凸模与凹模间隙的方法很多,需要根据冲模的结构特点、间隙值的大小和装配条件来确定。目前,最常用的凸、凹模间隙控制方法主要有如下几种。
(1)垫片法 在凸模与凹模的间隙间垫入厚薄均匀、厚度等于单边间隙值的金属片或纸片来达到控制凸、凹模间隙均匀的方法,称为垫片法。它适用于冲裁材料较厚,且为大间隙的冲裁模,也适用于控制弯曲模和拉深模等成形模具的间隙。此种调整法虽繁杂,但效果较好,调整后的间隙较为均匀,工厂中常用此法。
装配时,在凹模刃口四周的适当位置上放置垫片,如图4-16所示,然后合模观察各凸模是否顺利地进入凹模且与垫片接触,用敲打凸模固定板的方法调整间隙,使凸模与凹模对中。
(2)光隙法(透光法)光隙法是利用上、下模合模后,从凸模与凹模间光隙的大小来判断模具间隙均匀程度的一种方法,如图4-17所示。此法对于小型模具简便易行,可凭肉眼来判断光缝的大小,也可以借助模具间隙测量仪器来检测。
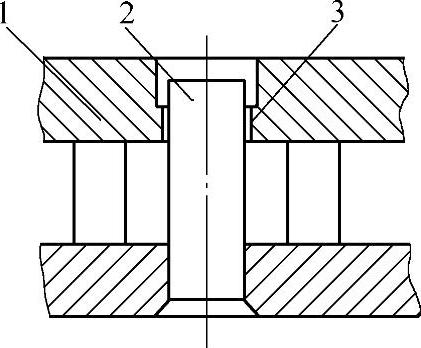
图4-16 垫片法调整间隙
1—凹模 2—凸模 3—垫片
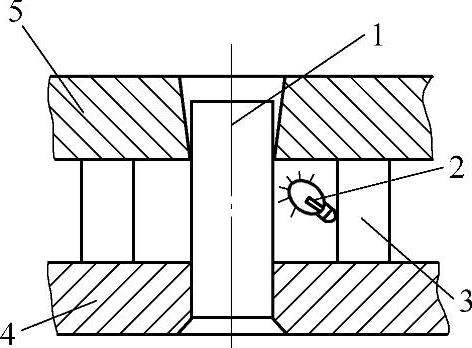
图4-17 光隙法调整间隙
1—凸模 2—光源 3—垫铁 4—固定板 5—凹模
装配时,一般先将模具倒置,用灯光照射,然后从下模座的漏料孔中观察光隙状态来调整间隙,使之均匀。由于光线能透过很小的缝隙,因此光隙法特别适用于判断小间隙冲裁模的间隙均匀程度。
(3)涂层法 涂层法是在凸模上涂一层薄膜材料,涂层厚度等于凸、凹模单边间隙值。涂料一般采用绝缘材料。不同的间隙可通过选用不同粘度的涂料或涂不同的次数来达到。这种方法较简便,适用于装配小间隙的冲裁模。凸模上的涂层,在冲裁过程中会自行脱落,装配后可不必去除。
(4)镀铜法 这种方法是在凸模刃口部分8~10mm的长度上,用电镀法镀上一层厚度等于单边间隙值的铜层来保证间隙均匀。装配时,将凸模插入凹模内即可。镀层在冲裁模使用过程中会自行脱落,装配后可不必去除。
当间隙较大时,需多次镀铜,在生产中一般不采用。因此,这种方法只适用于冲裁间隙值较小的模具。
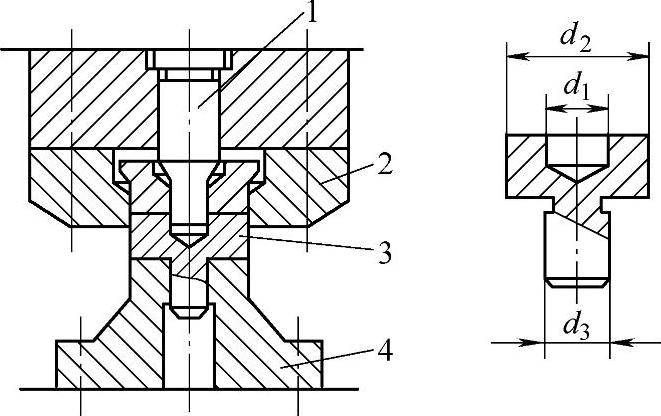
图4-18 用定位器控制间隙
1—凸模 2—凹模 3—工艺定位器 4—凸凹模
(5)工艺定位器调整法 如图4-18所示,利用工艺定位器控制凸、凹模的间隙可以保证上、下模同轴。图4-18中工艺定位器的尺寸d1与凸模滑配合,d2与凹模滑配合,d3与凸凹模孔滑配合,而且d1、d2、d3要一次装夹车削而成,以保证三个圆柱的同轴度,因此采用工艺定位器控制间隙比较可靠,且模具装配比较方便。这种方法适用于大间隙的冲模,如冲裁模、拉深模等,对复合模尤为适用,待凸模和凸模固定板用定位销固定后拆去工艺定位器即可。
(6)工艺留量法 工艺留量法是将冲模的装配间隙值以工艺余量留在凸模或凹模上,通过工艺留量来保证间隙均匀的一种方法。具体做法是:在装配前先不将凸模(或凹模)的刃口尺寸做到所需的尺寸,而是留出工艺余量,使凸模与凹模成H7/h6的配合。待装配后取下凸模(或凹模)去除工艺留量或换上工作凸模,以得到应有的间隙,去除工艺留量时可采用机械加工法或酸腐蚀法。
采用酸腐蚀法去除工艺留量后,应用水清洗干净。腐蚀剂可用硝酸20%+醋酸30%+水50%(均为体积分数)。
(7)切纸法 无论采用哪种方法来控制凸、凹模的间隙,装配后都必须用一定厚度的纸片来试冲。根据所切纸片的切口状态来检验装配间隙的均匀程度,从而确定是否需要调整以及朝哪个方向进行调整。如果切口一致,则说明间隙均匀;如果纸片局部未被切断或毛刺较大,则该处间隙较大,需要作进一步的调整。试冲所用纸片厚度应根据模具冲裁间隙的大小而定,间隙越小则试冲所用的纸片厚度也就越薄。