1.工艺分析
2026年01月15日
1.工艺分析
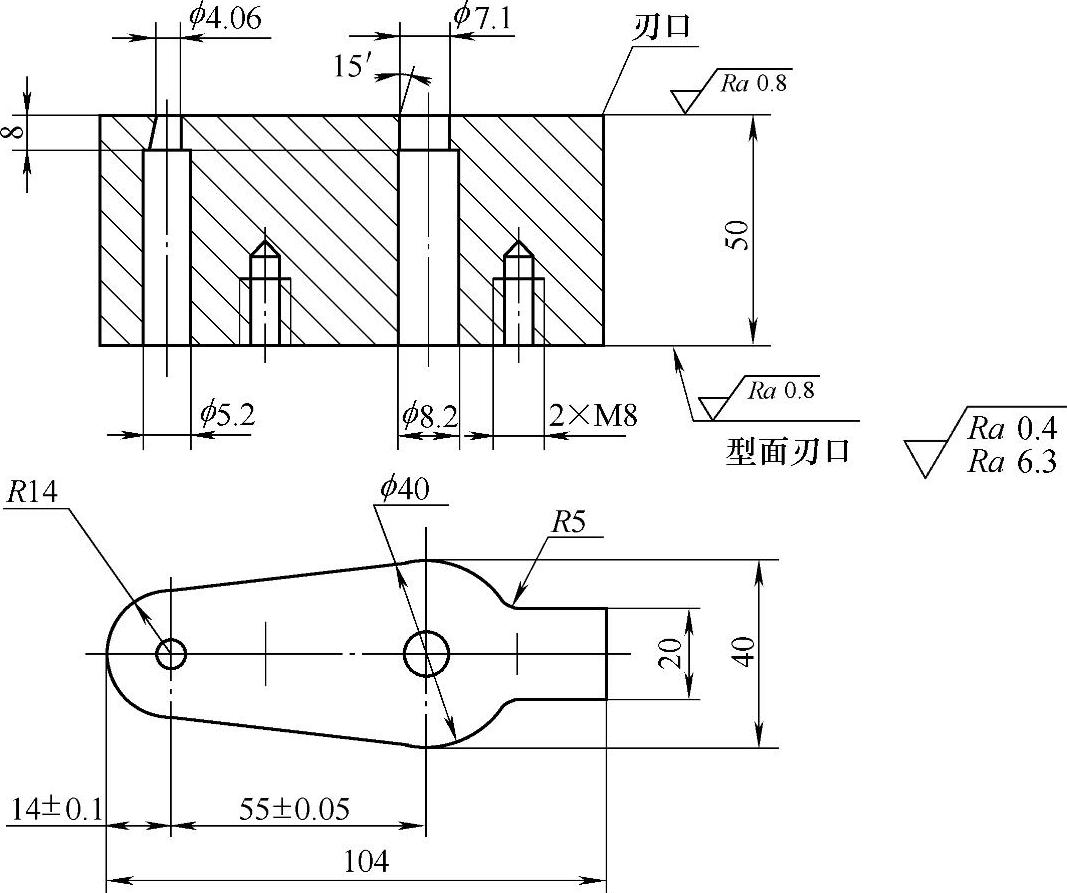
冲裁凸凹模零件是完成制件外形和两个圆锥孔加工的工作零件,从零件图图3-93可以看出,该成形表面的加工,采用实配法,外成形表面是非基准外形,它与落料凹模的实际尺寸配制,应保证双面间隙为0.06mm;凸凹模的两个冲裁内孔也是非基准孔,与冲孔凸模的实际尺寸配制。
该零件的外形尺寸是104mm×40mm×50mm。成形表面是外形轮廓和两个圆锥孔。结构表面是用于紧固的两个M8的螺孔。凸凹模的外成形表面是由R14mm、ϕ40mm、R5mm的五个圆弧面和五个平面组成的,形状比较复杂。该零件是直通式的。外成形表面的精加工可以采用线切割、成形磨削和连续轨迹坐标磨削的方法。该零件的底面还有两个M8的螺孔,可供成形磨削时夹紧固定用。凸凹模零件的两个内成形表面为圆锥形,带有15′的斜度,在热处理前可以用非标准锥度铰刀铰削,在热处理后进行研磨,保证冲裁间隙。因此,应该进行二级工具锥度铰刀的设计和制造。如果有带有切割斜度的线切割机床,两内孔可以在线切割机床上加工。
 (https://www.daowen.com)
(https://www.daowen.com)
图3-93 凸凹模