2.2.1 浇口套的加工
2026年01月15日
2.2.1 浇口套的加工
根据图2-39所示的注射模模架浇口套,合理选用机床设备,编写出其加工工艺路线,保证各尺寸、几何公差等符合图样的要求。
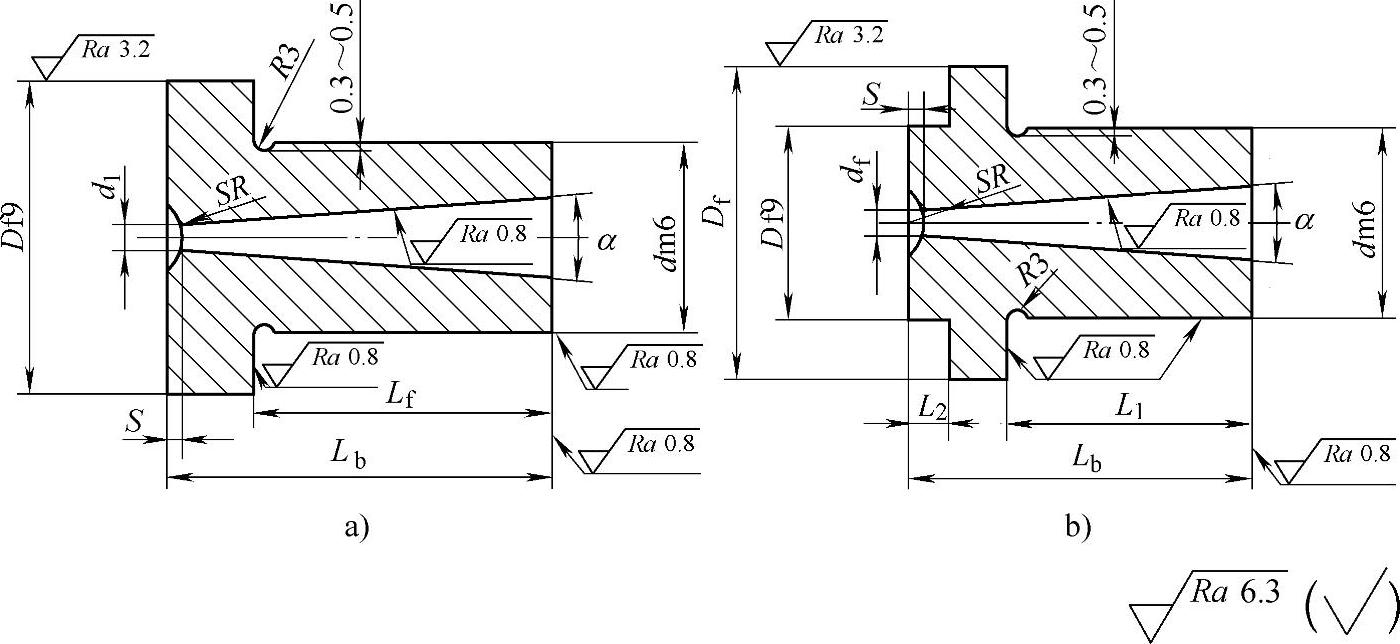
图2-39 注射模模架浇口套
a)A型 b)B型
1.工艺分析
常见的浇口套有两种类型,如图2-39所示的A型和B型。图2-39b中B型结构的浇口套在模具装配时,用固定在定模上的定位圈压住左端台阶面,防止注射时浇口套在塑料熔体的压力作用下退出定模。浇口套小端直径与定模上相应孔的配合为H7/f9。(https://www.daowen.com)
2.毛坯选择
由于注射成形时浇口套要与高温塑料熔体和注射机喷嘴反复接触和碰撞,因此浇口套一般采用碳素工具钢T8A制造,局部采用热处理,硬度为57HRC左右。
3.工艺实施
与一般套类零件相比,浇口套锥孔大(其小端直径一般为3~8mm),加工较难,同时还应保证浇口套锥孔与外圆同轴,以便在模具安装时通过定位圈使浇口套与注射机的喷嘴对准。
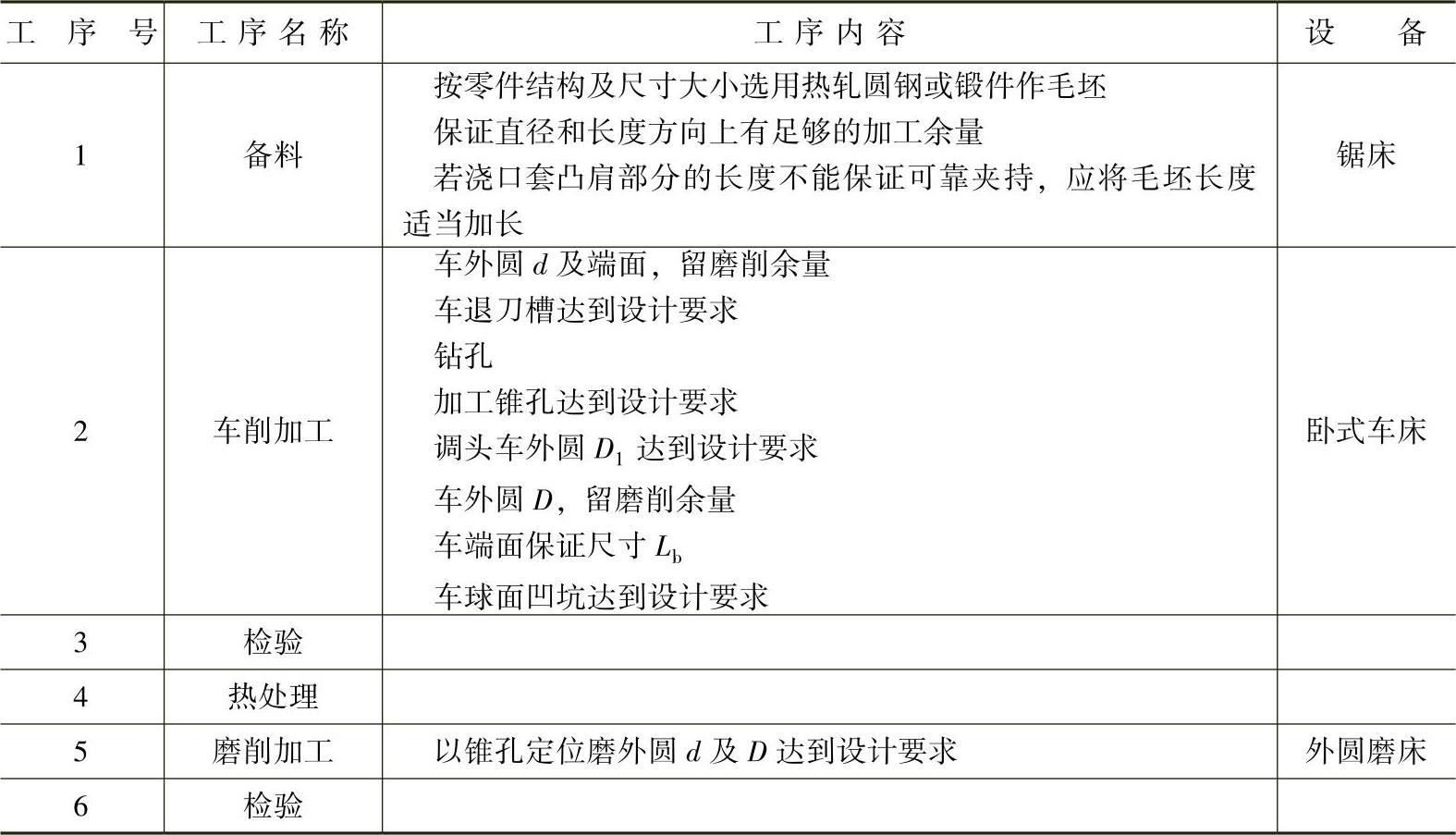
浇口套的加工工艺路线见表2-10。
表2-10 浇口套的加工工艺路线