三、步骤与方法
(一)气门传动组的拆卸
1.拆卸正时链条
提示:正时带的拆卸方法与正时链条的拆卸方法类似,但是在拆装过程中要注意不要弯曲、扭转或翻转正时带;不允许正时带接触油、水和蒸气;安装或拆除凸轮轴固定螺栓时不要利用正时带的张力。
1)拆卸气门室盖及相关附件。
2)将一缸摇转到一缸上止点位置。转动曲轴带轮,直到其凹槽与正时链条盖上的正时标记“0”对准,如图2-9所示。
3)如图2-10所示,检查并确认凸轮轴正时齿轮和链轮上的各正时标记和位于1号和2号轴承盖上的各正时标记对准。如果没有对准,则转动曲轴1圈,对准正时标记。
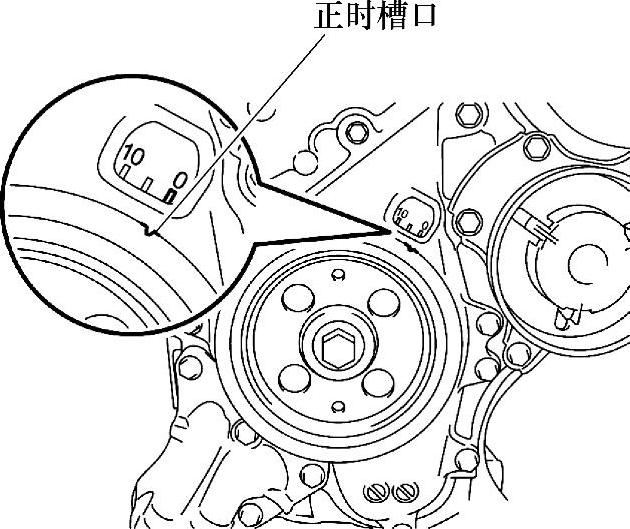
图2-9 曲轴带轮上的正时标记
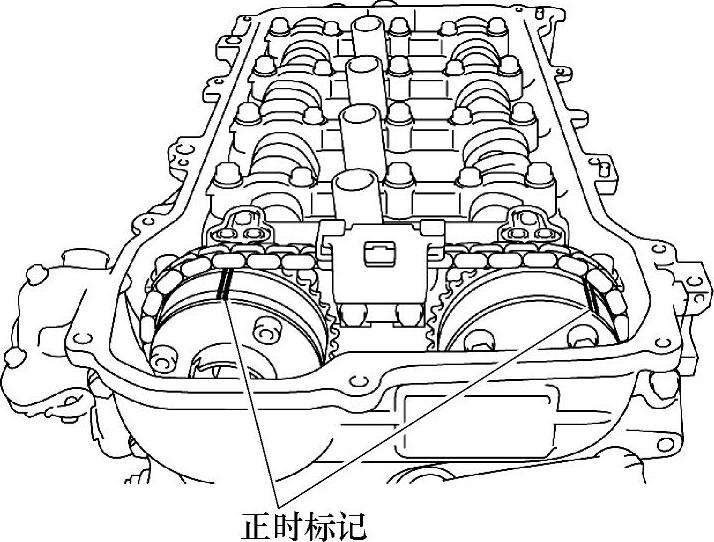
图2-10 凸轮轴正时齿轮和链轮上的标记
4)拆卸曲轴带轮。如图2-11和图2-12所示,用专用工具固定带轮,并松开带轮固定螺栓,使用拉器拆下带轮。
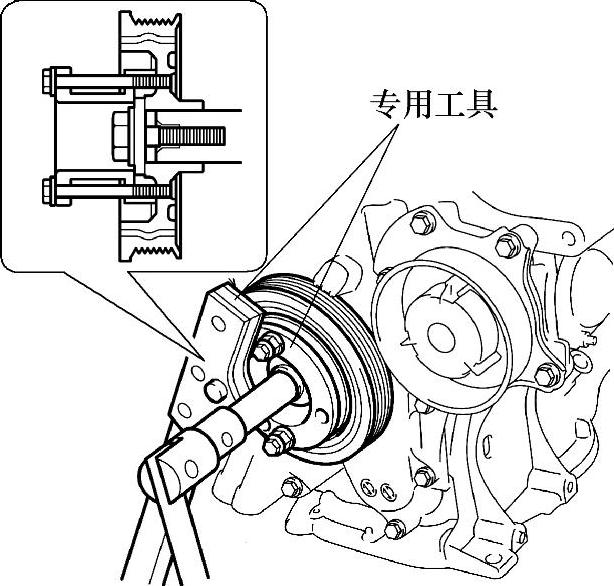
图2-11 固定带轮
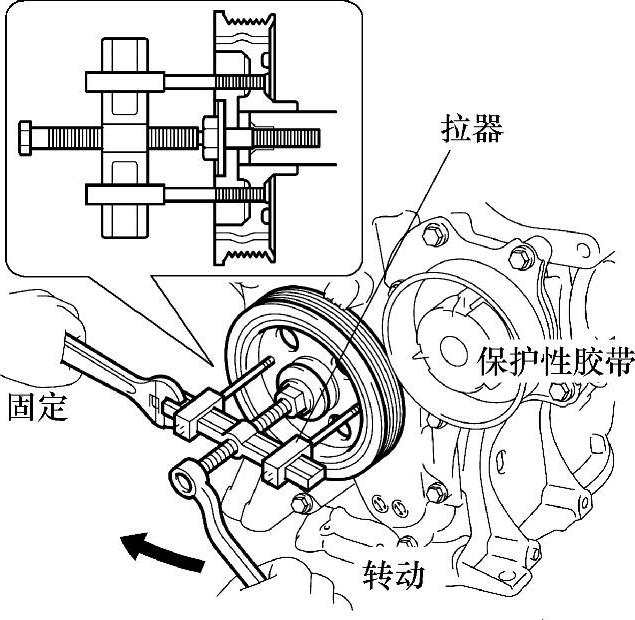
图2-12 拉出带轮
5)如图2-13所示,拆下1号链条张紧器。
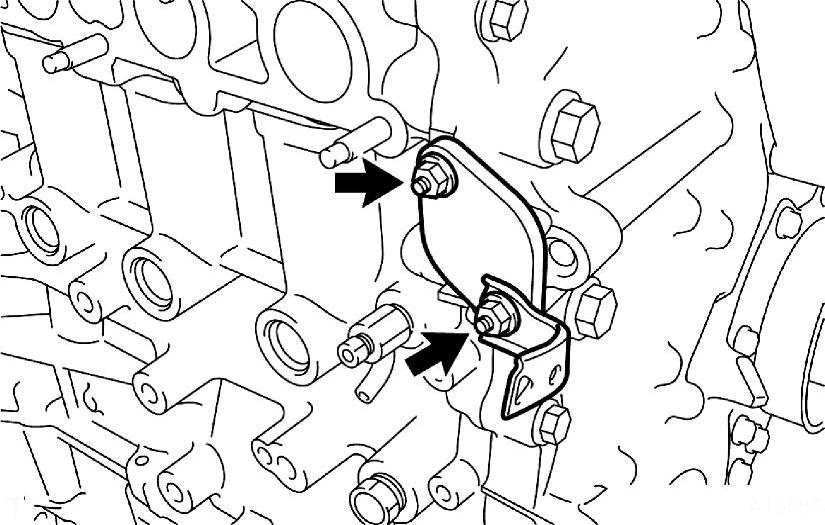
图2-13 拆下1号链条张紧器
提示:拆下张紧器后,不可以转动曲轴。
6)拆卸正时链条盖分总成。如图2-14所示,拆卸正时链条盖分总成需要拆卸:发动机支架、机油滤清器支架、相关O形圈、固定螺栓、冷却液泵及衬垫等,拆完之后用缠有胶带的螺钉旋具撬动链条盖与缸体之间的部位,拆下链条盖。
7)拆卸正时链条盖油封。如图2-15所示,拆卸链条张紧器导板。如图2-16所示,拆卸1号链条振动阻尼器。
8)拆卸链条分总成。如图2-17所示,用扳手固定住凸轮轴的六角头部分,并逆时针旋转凸轮轴正时齿轮总成,以松开凸轮轴正时齿轮之间的链条。链条松开时,将链条从凸轮轴正时齿轮总成上松开,并将其放置在凸轮轴正时齿轮总成上。顺时针转动凸轮轴,使其回到原来位置,并拆卸链条。拆卸2号链条振动阻尼器。
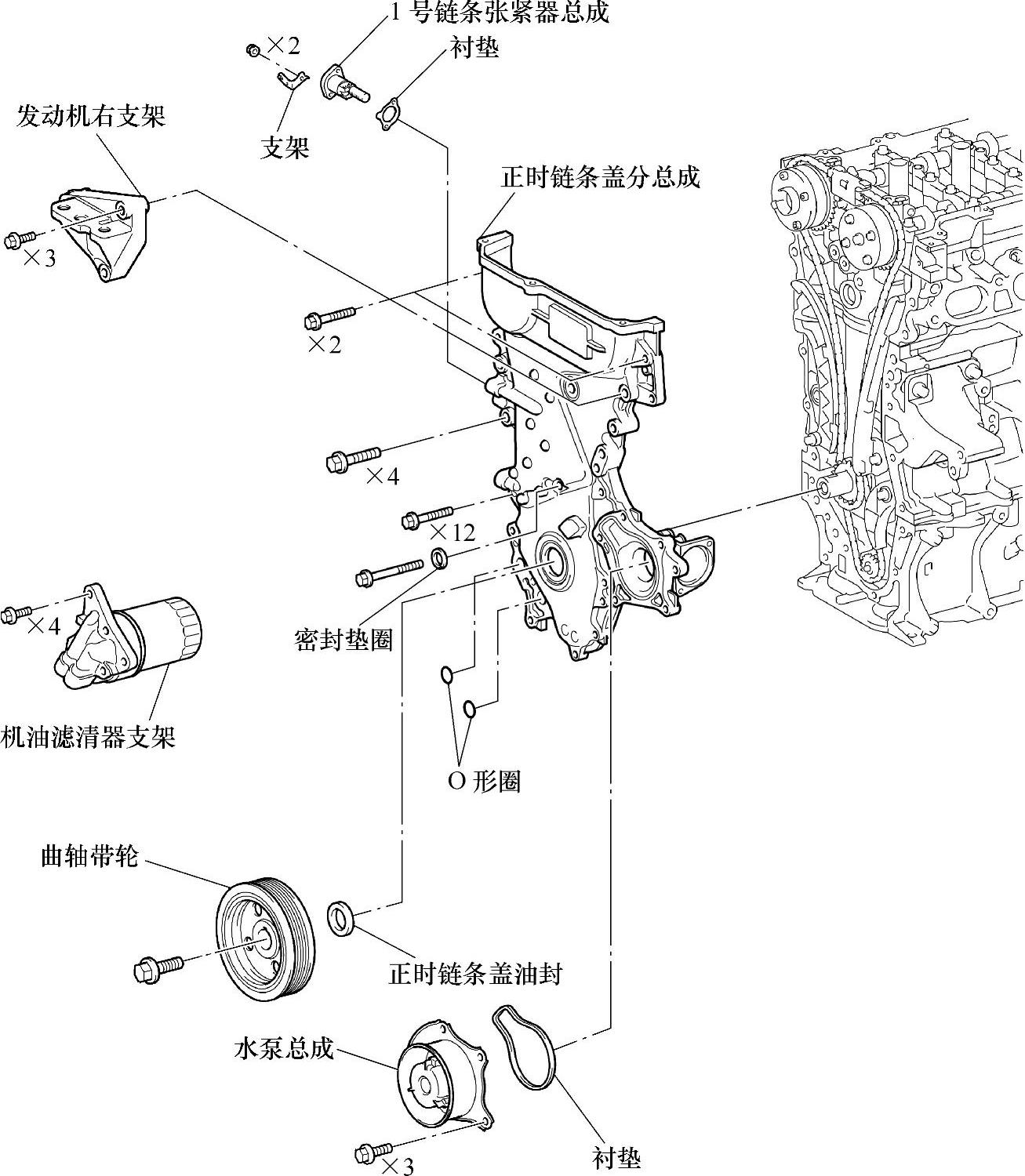
图2-14 链条盖固定螺栓
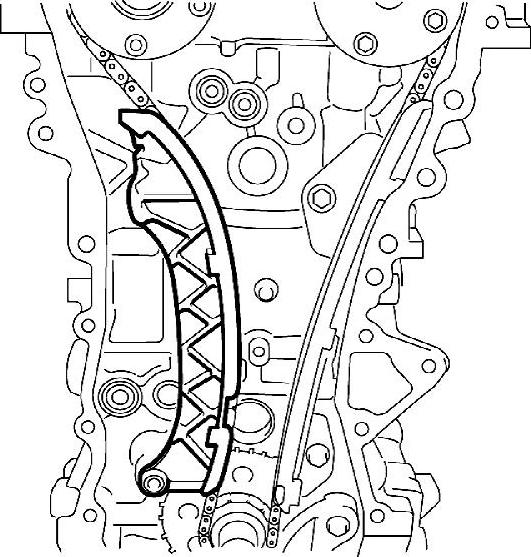
图2-15 拆卸链条张紧器导板
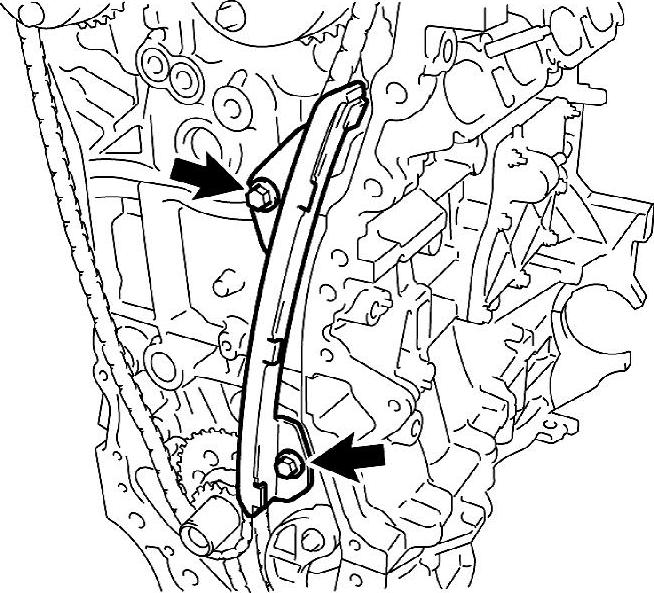
图2-16 拆卸1号链条振动阻尼器
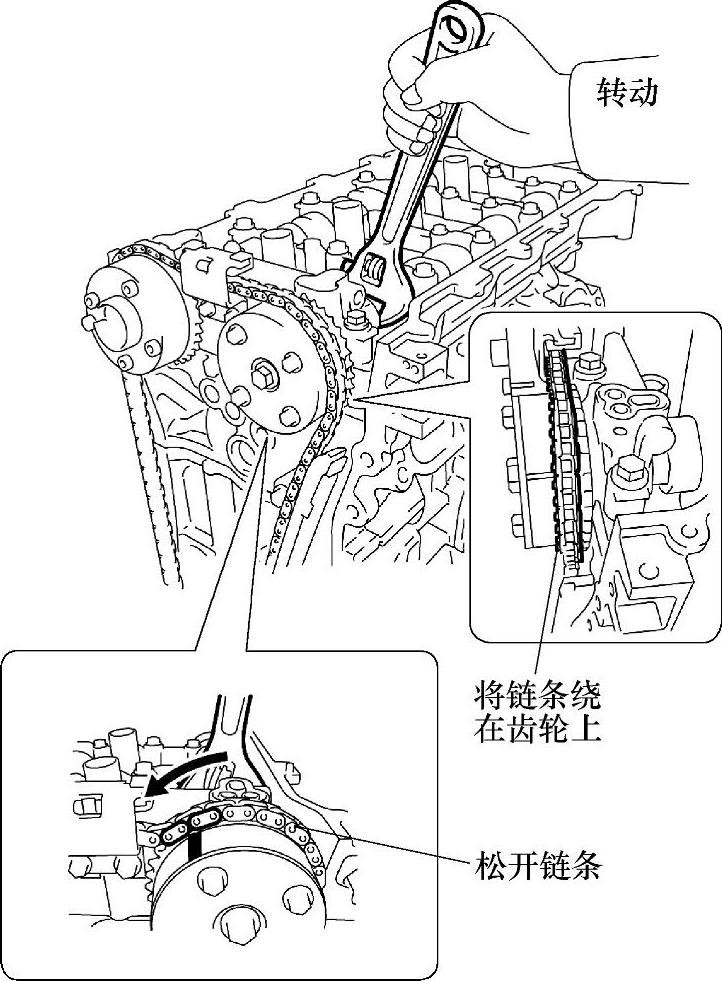
图2-17 拆卸链条
2.拆卸凸轮轴正时带轮或链轮
1)用扳手夹持凸轮轴的六角头部分,并松开带轮螺栓,如图2-18所示。
2)拆下带轮螺栓和正时带轮。
3.拆卸副凸轮轴(进气凸轮轴)
1)转动凸轮轴的六角部分将副齿轮小孔转上来(它定位主齿轮和副齿轮)。
2)用工具拆卸进气凸轮轴1号轴承盖的两个螺栓,取下轴承盖。
3)使用紧固螺栓固定主、副齿轮,如图2-19所示,使其同步转动,并拧紧螺栓。
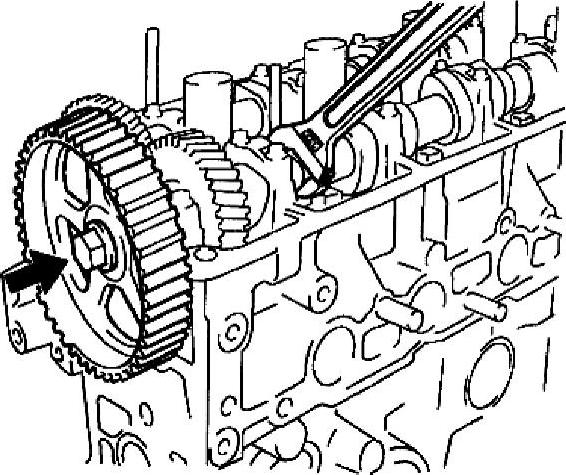
图2-18 松开带轮螺栓
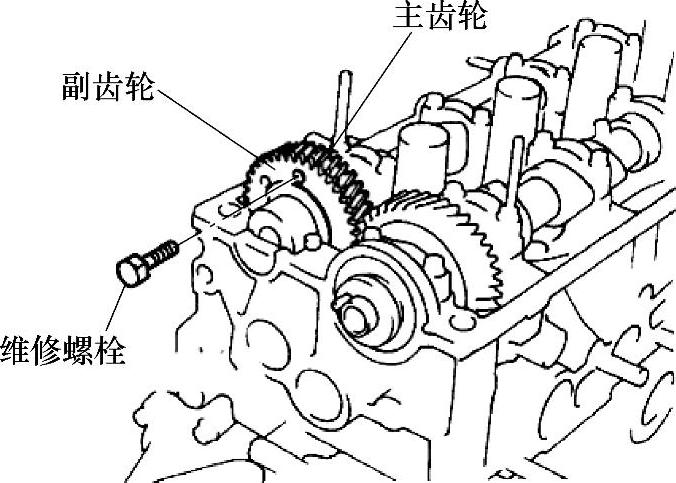
图2-19 使用维修螺栓固定主、副齿轮
提示:不要将紧固螺栓拧得过紧。
4)按照2-5-4-3的顺序分三次均匀拧松8个轴承盖螺栓并将其拆卸,使用橡胶锤轻敲凸轮轴轴承两端,使其松动,拆下四道轴承盖和8个螺栓。
提示:按规定顺序拆下轴承盖,以防凸轮轴发生变形。
5)按照1-2-3-4-5的顺序将进气凸轮轴轴承盖、螺栓放到零件车的规定位置。
6)双手将凸轮轴从气缸盖上取下,并放在零件车上。
提示:不要用工具或其他物体撬动和用力拆除凸轮轴。
4.拆卸主凸轮轴(排气凸轮轴)
1)用活动扳手转动排气凸轮轴的六角部分,使定位销位于排气凸轮轴垂直中心线偏右的位置,如图2-20所示。拆下两个螺栓、凸轮轴定位油封和1号轴承盖,如图2-21所示。
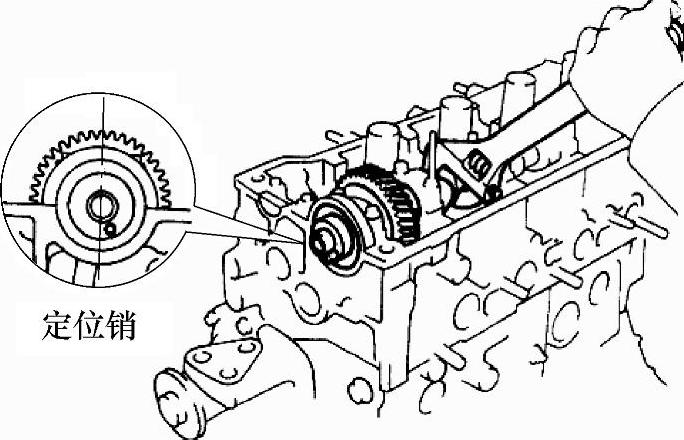
图2-20 转动排气凸轮轴
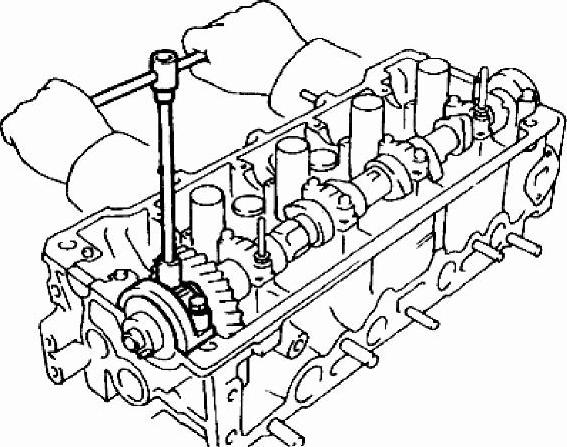
图2-21 拆卸轴承盖
2)按拆下进气凸轮轴的方法拆下其余四道轴承盖螺栓、轴承盖,并取下排气凸轮轴。
5.拆卸主、副凸轮轴液压挺柱
用干净的碎布清洁液压挺柱表面;用黑色的油性笔在液压挺柱上做记号,进气液压挺柱写1~8,排气液压挺柱写A~H;用带有磁性的专用吸铁棒吸出液压挺柱,并按照次序摆放在零件车上。
(二)气门传动组的检查
1.检查凸轮轴
1)外观检查,检查凸轮轴各轴颈及凸轮工作表面有无划痕、麻点和不正常的磨损。轻微的麻点或划痕可用油石修磨后再用,若有较严重的损伤或磨损过度,则需更换凸轮轴。
2)有些凸轮轴需驱动机油泵、分电器、真空泵等组件。检查凸轮轴时,需要检查凸轮轴上驱动齿轮,当齿轮齿厚磨损超过0.5mm时,应更换凸轮轴。
3)检查凸轮轴的弯曲度。以凸轮轴轴颈为支点,将凸轮轴支撑在V形铁上,将百分表触头抵在中间轴颈上,转动凸轮轴一周,若凸轮轴中间的轴颈径向圆跳动量超过0.05mm,则需予以校正或更换凸轮轴。
4)检查凸轮轴的轴向间隙和径向间隙。凸轮轴的轴向间隙和径向间隙的检查方法,在气缸盖的检修中有详细阐述,这里不再赘述。
5)检查凸轮轴轴颈。用外径千分尺测量左右两个截面相互垂直的两个方向的直径。如果超过磨损极限,需更换凸轮轴。
6)检查凸轮轴上凸轮高度。如图2-22所示,采用千分尺测量凸轮左右两个截面的高度,如果低于极限值,则更换凸轮轴。一般不能低于标准值0.5mm,否则需要更换凸轮轴。
7)检查凸轮轴链轮对准槽口是否磨损严重,如损坏应更换凸轮轴。
8)有的凸轮轴上备有油道,以给可变进气系统提供油压。检查凸轮轴时,需要检查油道是否堵塞。
9)检查与凸轮轴上各部分相配合工作的组件是否损坏。
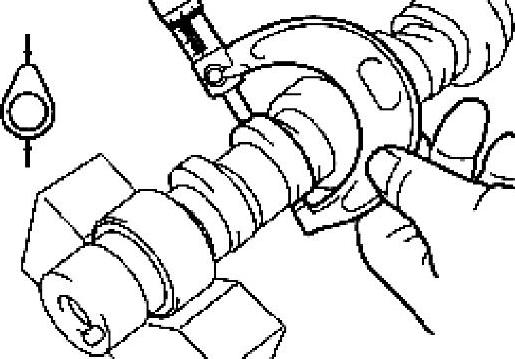
图2-22 检查凸轮高度
检查支承凸轮轴轴颈的凸轮轴轴承或凸轮轴壳体是否磨损、开裂或划伤;检查止推片、正时齿轮键等组件的磨损情况。
2.检查正时带张紧器
检查是否有明显漏油,检查杆端是否有磨损或损坏。如图2-23所示,测量杆凸出部A值,如果超出规定值,则更换自动张紧器。施加98~196N的力压下杆,并且测量杆移动量C,即A值减去B值,如果测量值超出标准值,则更换自动张紧器。参考值为1.0mm以下。
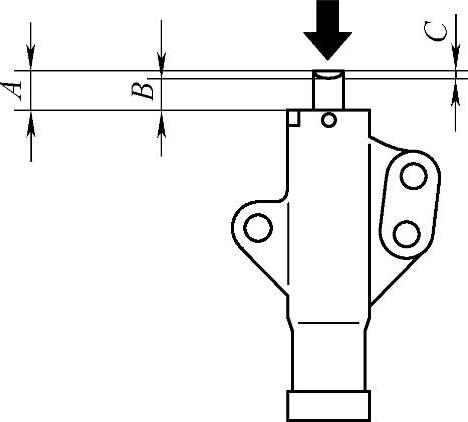
图2-23 正时带自动张紧器的检查
3.检查正时带
就车检查正时带张紧度时,用手指在两带轮中间捏住正时带,以手指的力量能将正时带捏转90°为合适。正时带到了一定的行驶里程或公里数,应进行更换。在日常维护时,应对正时带进行检查,检查方法如下。
如图2-24所示,正时带背侧应光滑无弹性并且用指甲压下时不会留下凹口,否则说明正时带硬化;检查正时带背部、齿根部等应无裂纹;检查正时带侧是否存在异常磨损,异常磨损时侧边会呈锯齿状;检查正时带齿部是否有异常磨损或缺齿。
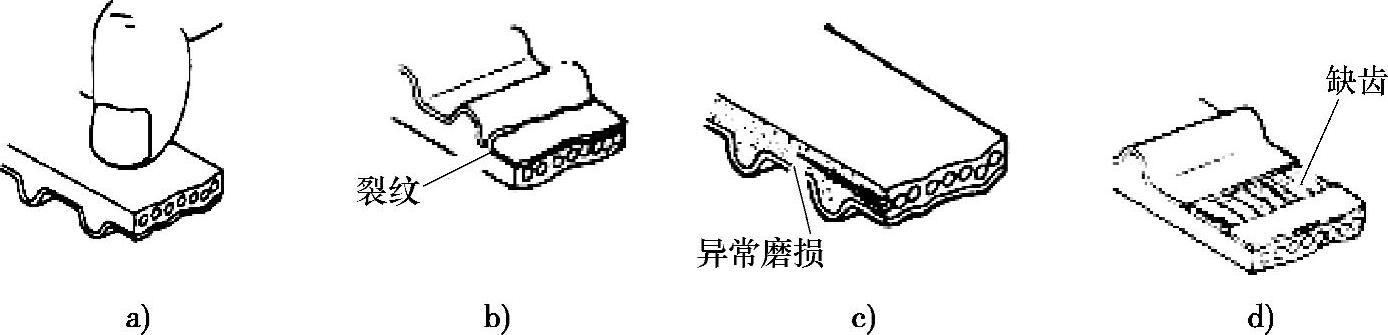
图2-24 正时带的检查
a)检查硬化 b)检查齿根部裂纹 c)检查背部裂纹 d)检查缺齿
4.检查液压挺柱
使用液压挺柱的发动机如果在运转中出现气门脚响,说明液压挺柱工作不正常,其原因可能是液压挺柱中缺少机油或进入的机油含有气泡,或者是液压挺柱失效。检查挺柱工作面,应无剥落。检查挺柱磨损情况,磨损量不能大于0.05mm,圆度不能超过0.03mm。液压挺杆不可以修理,在发动机起动时出现噪声属于正常,液压挺柱的检查方法如下。
1)准备塞尺和木制或者塑料的楔子。
2)起动发动机并运转到正常温度,将发动机转速提高至大约2500r/min,运转2min。
3)拆下机油压力传感器,如图2-25所示,安装机油压力表测试机油压力是否正常,怠速时的机油压力至少为1.3kgf/cm2;2000r/min时机油压力为3.5~4.5kgf/cm2。(https://www.daowen.com)
4)转动曲轴,直到被检查挺杆的凸轮朝上。
5)测量凸轮和挺杆之间的间隙,用木制或塑料楔子向下压住挺杆。如果凸轮轴和挺杆之间能放入0.20mm的塞尺,则说明液压挺杆已损坏需要更换。
5.检查摇臂总成
1)在分解摇臂总成前,直观检查摇臂与摇臂轴的配合情况,如图2-26所示,用手沿轴向和径向推拉摇臂,若有间隙感,则说明因摇臂和轴的磨损而导致配合间隙过大,需予以更换。
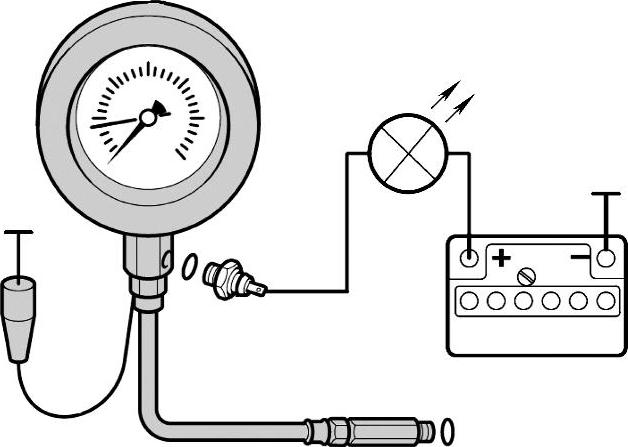
图2-25 机油压力表
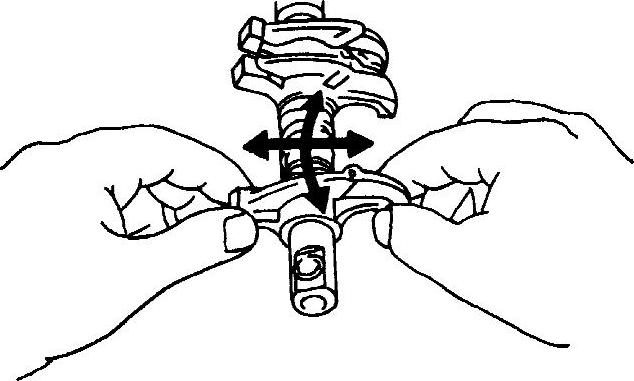
图2-26 检查摇臂和摇臂轴的配合
2)进行外观检查,如摇臂及摇臂轴工作表面有无划伤、麻点、异常的磨损。若有轻微的伤痕,可修磨后再用;若有较严重的损伤或磨损过度,则予以更换。
3)检查摇臂与摇臂轴润滑油孔有无堵塞,若有,予以清洁和疏通。
4)通过测量摇臂轴的直径和摇臂轴孔的内径检查摇臂与摇臂轴的配合间隙,若间隙超过0.15mm,则更换摇臂和摇臂轴。
5)检查摇臂上间隙调整螺钉的螺纹是否完好,若有损伤,予以更换。
6.检查正时链轮链条及其附属元件
正时链轮链条及其附属元件的结构如图2-27所示,包括链条导杆、正时链条、链条张紧器等。检查正时链条导杆是否开裂或磨损,如果链条导杆表面磨损深度超过0.12mm,则更换正时链条导杆,同时需要更换正时链条张紧器;检查正时链条张紧器是否出现划痕或自由移动,杆部是否磨损;检查正时链条和执行器是否磨损;检查凸轮轴执行器表面是否有移动的迹象;检查凸轮轴执行器齿和链条是否有过度磨损剥落的迹象或正时链条链节是否卡死;检查机油喷嘴是否堵塞。
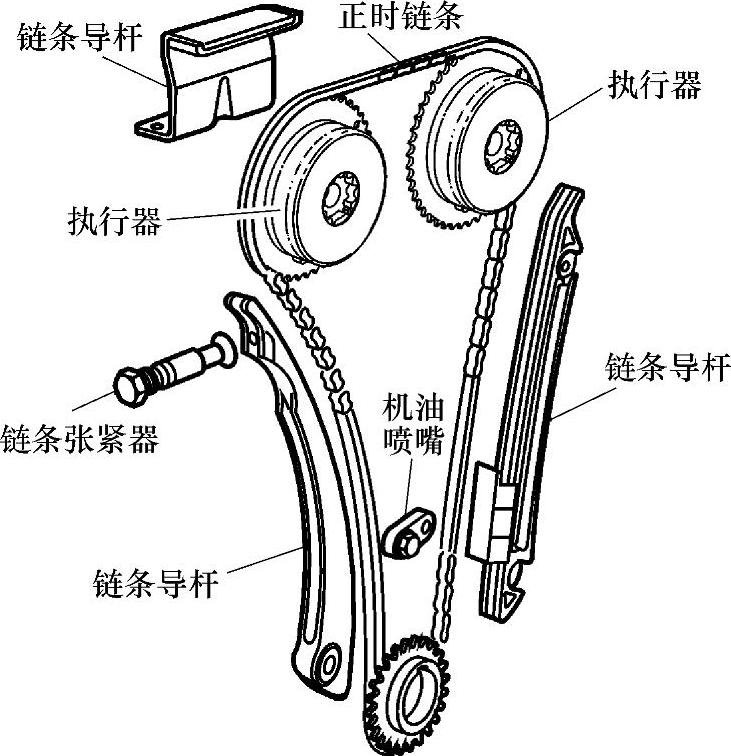
图2-27 链轮链条及其附属元件
(三)安装气门传动组
1.安装液压挺柱
1)用机油枪在液压挺柱顶部滴上2~3滴机油,并将机油均匀涂抹在液压挺柱表面上。
2)根据拆卸时做好的记号,按顺序将液压挺柱安装到位。
提示:安装液压挺柱时,必须旋转装入。
2.安装主凸轮轴(排气凸轮轴)
提示:安装进、排气凸轮轴时,安装位置要对准,方向不要搞错。
1)用干净的碎布清洁气缸盖上的凸轮轴轴承座。
2)用机油枪在气缸盖的凸轮轴轴承座上涂上一层机油。
3)双手将主凸轮轴平稳地放置在凸轮轴轴座上。
4)转动排气凸轮轴使其定位销处在垂直中心线偏右的位置。
5)用机油枪在轴承盖螺栓的螺纹和螺栓头下部涂一薄层机油。
6)安装轴承盖,使箭头的“→”方向必须朝向带轮一侧。
7)用套筒拧紧主凸轮轴轴承盖螺栓,按照中间往两边的顺序分2~3次将5道轴承盖螺栓均匀地拧紧。
8)用套筒、预调式扭力扳手将轴承盖螺栓均匀拧紧,按照从中间到两边的顺序,并加上规定的力矩。
3.安装副凸轮轴(进气凸轮轴)
1)用活动扳手固定主凸轮轴,将定位销置于气缸盖上平面稍微偏上的位置。
2)用机油枪在气缸盖的凸轮轴轴承座上涂上一层机油,并用手涂抹均匀。
3)双手安装进气凸轮轴。
4)对准进气凸轮轴和排气凸轮轴安装标记。
5)在轴承盖螺栓的螺纹和螺栓头下部涂一薄层机油,将4个轴承盖安装在各自的位置上。
6)检查轴承盖上的安装标记,使箭头的“→”方向必须朝向带轮这一侧。
7)将机油均匀地涂抹在轴承盖螺栓上,按从中间往两边的顺序拧紧进气凸轮轴轴承盖螺栓,并用预调式扭力扳手加上规定的力矩。
8)拆卸进气凸轮轴上的维修螺栓。
9)安装1号轴承盖,并加上规定力矩。
(四)可变气门正时系统的检修
1.检查凸轮轴正时齿轮总成
1)检查凸轮轴正时齿轮的锁止情况。
2)清理和除去1号凸轮轴轴承盖进气侧上的VVT-i机油孔的油脂后,如图2-28所示,用胶带或其他元件将机油孔完全密封,以防止空气泄漏。
3)如图2-29所示,在密封机油孔的胶带上刺一个孔。向孔内施加大约150kPa(排气凸轮正时齿轮为200kPa)的空气压力,以松开锁销。
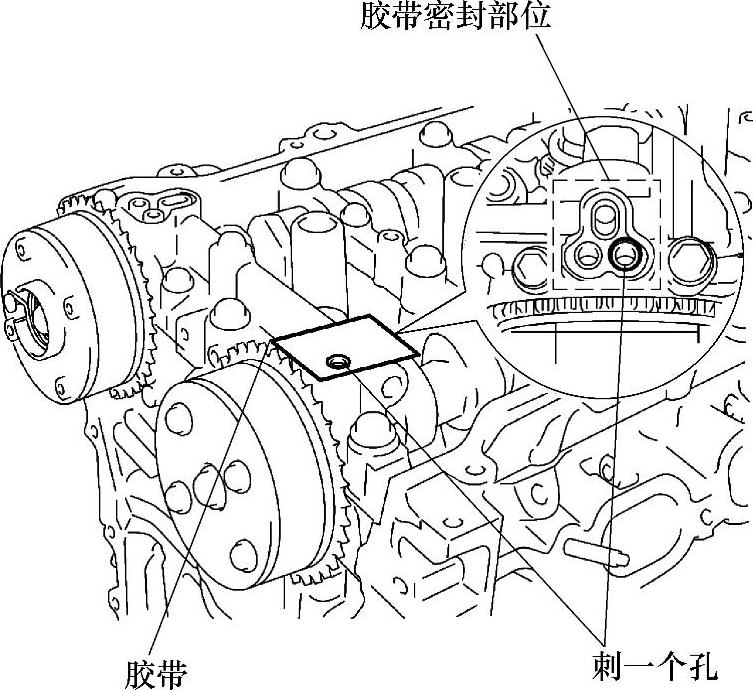
图2-28 密封机油孔
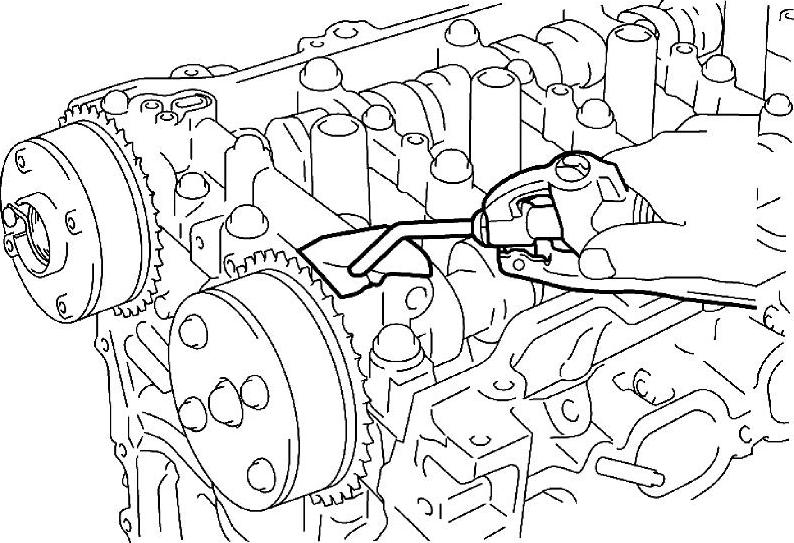
图2-29 施加压力
提示:确保空气无泄漏;施加空气压力时用抹布盖住,防止机油飞溅。
4)用力将凸轮轴正时齿轮总成逆时针转动。
5)在可移动范围(26.5°~28.5°)内转动凸轮轴正时齿轮2或3次,但不要将其转动最大延迟位置。确保凸轮轴齿轮总成转动顺畅。
2.拆卸进、排气凸轮轴正时齿轮总成
固定进气凸轮轴的六角部分的同时,拆下凸轮螺栓,然后按图2-30中箭头的方向拆下进气凸轮轴正时齿轮总成。按同样的方法拆卸排气凸轮轴正时齿轮总成。
提示:拆下凸轮轴正时齿轮前,确保锁销已松开;不要拆下另外4个螺栓;将凸轮轴正时齿轮总成从凸轮轴上拆下时,要使其保持水平。
3.安装凸轮轴正时齿轮总成
1)检查并确认直销已安装在进气凸轮轴上,如图2-31所示,使直销和键槽不对准,将凸轮轴正时齿轮和凸轮轴放置在一起。
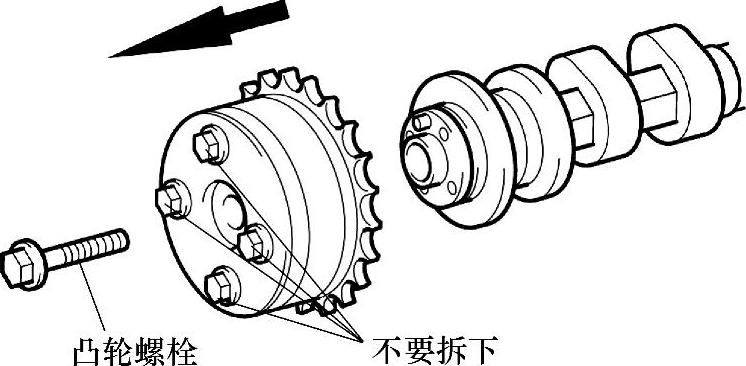
图2-30 拆卸凸轮轴正时齿轮总成
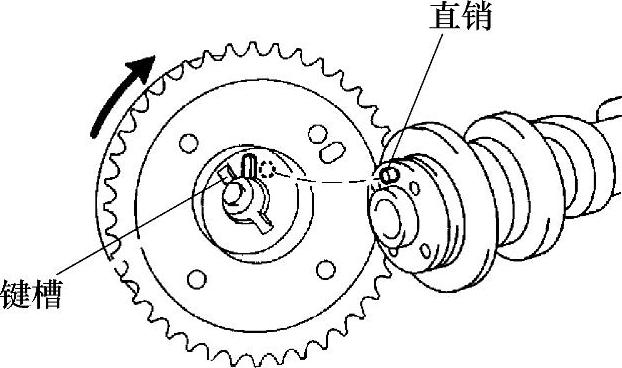
图2-31 检查直销
提示:不要用力推入凸轮轴正时齿轮总成;否则可能导致凸轮轴锁销端部损坏凸轮轴正时齿轮总成的安装表面。
2)将进气凸轮轴正时齿轮轻轻推向进气凸轮轴的同时,按图2-32所示方向旋转进气凸轮轴正时齿轮,将齿轮销进一步推入键槽中。
提示:不要使进气凸轮轴正时齿轮顺时针转动。
3)如图2-33所示,测量正时齿轮和凸轮轴法兰间的间隙,应符合规定值0.1~0.4mm。
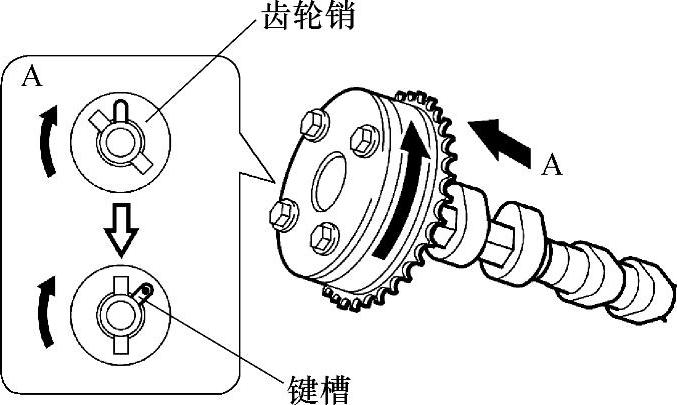
图2-32 旋转进气凸轮轴正时齿轮
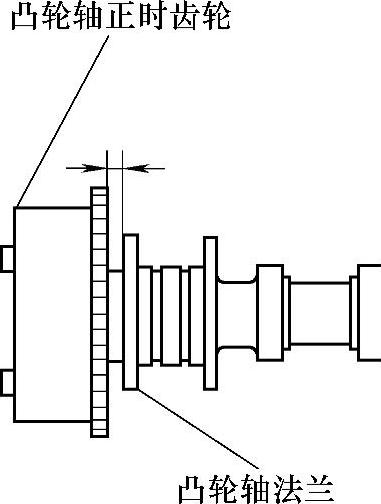
图2-33 测量正时齿轮和凸轮轴法兰间的间隙
4)紧固凸缘螺栓。检查并确认进气凸轮轴正时齿轮可以顺时针转动,并锁止在最大延迟位置。
提示:按同样的方法安装排气凸轮轴正时齿轮。
5)检查凸轮轴正时机油阀。
如图2-34所示,在温度为20℃时,检查凸轮轴正时机油阀的电阻应为6.9~7.9Ω,凸轮轴正时机油阀电路如图2-35所示,检查两条接线是否断路或短路等,将蓄电池正电压施加到端子1,负电压施加到端子2,检查阀2应能迅速移动,否则更换此阀。
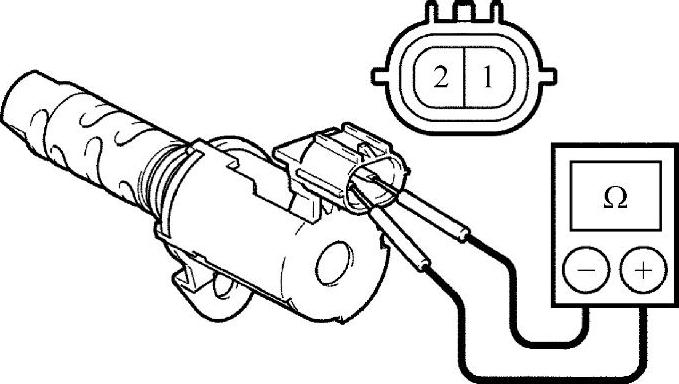
图2-34 检查凸轮轴正时机油阀的电阻
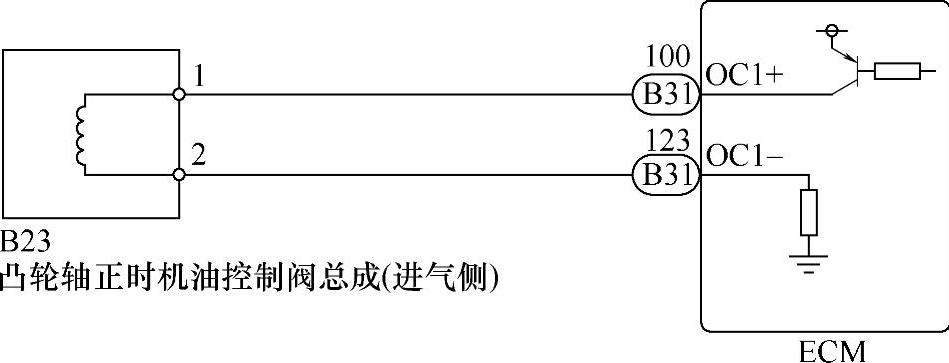
图2-35 凸轮轴正时机油阀电路
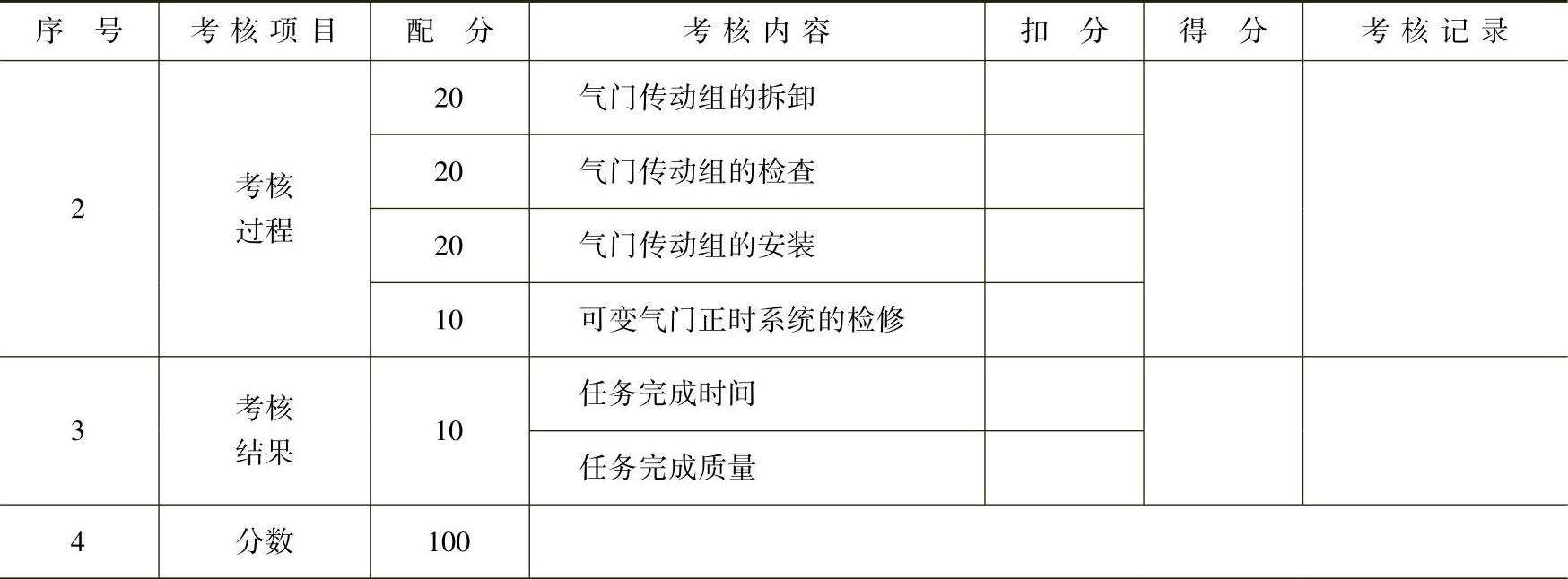
考核评价

(续)
思考题
1.简述气门传动机构的作用及其组成。
2.凸轮轴的哪些部位需要检测,凸轮轴什么部位的磨损是最严重的?
3.气门传动机构包括哪些元件,这些元件最常见的损伤是什么?