三、退浆
棉织物在织造过程中,经纱受到较大的张力和摩擦,常有断经现象发生。为了减少断经,提高织造效率和坯布质量,在织造前,通常需要经纱上浆。经纱上浆率的高低视织物品种不同而异,一般上浆率为4%~8%。纱支细、密度大的织物,经纱上浆率应高些,如府绸类可高达8%~14%;线织物可以不上浆或上浆率在1%以下;针织物一般不上浆。
经纱上浆有利于织造的顺利进行,但却给后续的染整加工带来了一定的困难,它不仅影响织物的润湿、渗透性,阻碍染料、化学药品和纤维的接触,增大染化料的耗用量,增加练漂加工的负担,而且还会造成印染疵病,影响印染产品质量。因此,棉织物在煮练、漂白前一般都要进行退浆处理。将织物上的浆料去除的前处理过程称为退浆。退浆不仅可以去除织物上的浆料,而且还可以去除棉纤维上的部分天然杂质。
(一)常用浆料及其性能
经纱上浆用浆料可分为天然浆料、变性浆料及合成浆料三类。天然浆料主要有各种淀粉(如小麦、玉米、甘薯、马铃薯、木薯等)、海藻类(如海藻酸钠等)及植物类(如槐豆粉等)等;变性浆料有糊精、可溶性淀粉、氧化淀粉、羧甲基纤维素等;合成浆料主要有聚乙烯醇(PVA)、聚丙烯酸酯(PA)等。纯棉织物一般采用淀粉类天然浆料或天然浆料—合成浆料的混合浆。聚乙烯醇(PVA)生物降解不好,不建议使用。
浆料的种类很多,各种浆料的结构、性能又不相同,而且上浆时有的采用单一浆料,有的采用混合浆料。为了能更好地根据浆料的性能选择合适的退浆剂及退浆工艺,现将常用浆料的结构和性能介绍如下。
1.淀粉
淀粉是一种多糖类天然高分子化合物,是由α-葡萄糖通过1,4-苷键连接而成的链状化合物,其分子式为(C6H10O5)n。包括小麦淀粉、玉米淀粉、薯类淀粉等。淀粉按其分子结构不同分为直链淀粉和支链淀粉。直链淀粉的聚合度较低,为200~1000,其结构式如下:

支链淀粉的聚合度较高,在600~6000,其结构较直链淀粉复杂,除1,4-苷键结合成主链以外,还有1,6-苷键形成支链,其结构式如下:
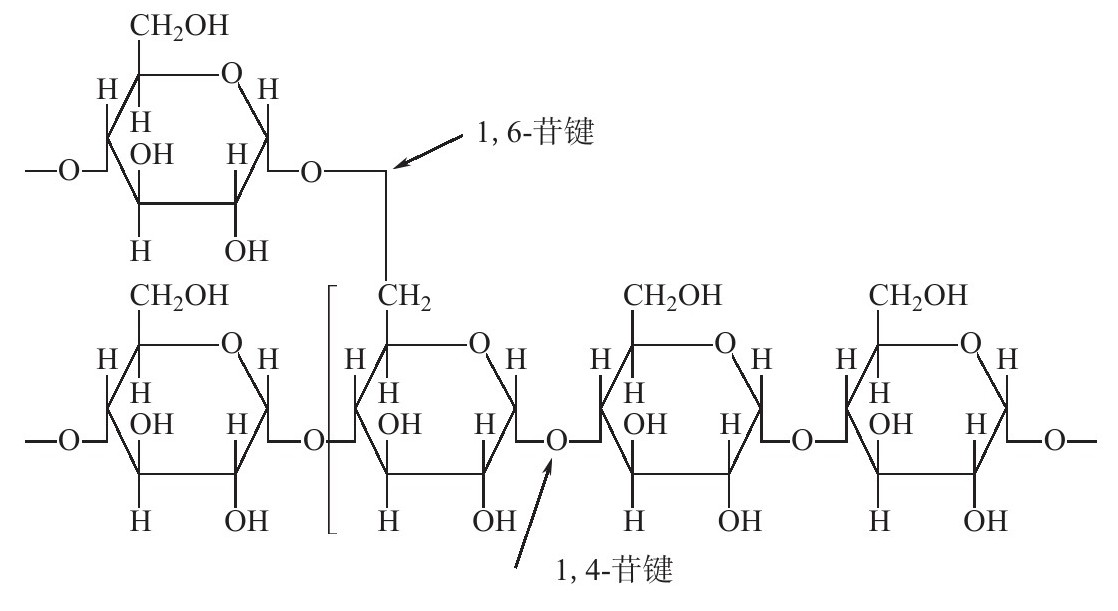
淀粉中直链淀粉和支链淀粉的比例与淀粉的种类有关,大多数淀粉含有75%~85%的支链淀粉和15%~25%的直链淀粉。两者因分子结构不同,其性能也有差异。直链淀粉微溶于水,遇碘呈深蓝色;支链淀粉则难溶于水,遇碘呈紫红色。淀粉在热水中能发生膨化,支链淀粉溶液黏度较大,直链淀粉溶液黏度较小。碱对淀粉的作用随温度而异,在室温及低温下,淀粉在烧碱溶液中可发生剧烈膨化;若在高温及有氧存在时,碱也能使淀粉分子链中的苷键断裂,聚合度降低,黏度下降。淀粉遇酸,苷键发生水解,形成相对分子质量较小、黏度较低和溶解度较高的可溶性淀粉、糊精等中间产物,最后水解成葡萄糖;淀粉遇氧化剂会被氧化分解。淀粉酶对淀粉也有很好的水解作用。因此,淀粉的退浆方法可采用酶退浆、碱退浆、酸退浆及氧化剂退浆等。
2.聚乙烯醇
聚乙烯醇简称PVA(Polyvinyl Alcohol),是一种典型的水溶性合成高分子物。它是用聚醋酸乙烯酯在氢氧化钠的存在下加入甲醇溶液醇解而得到的,所以聚合度和醇解度(被醇解的百分率)是决定PVA主要性能的两个重要指标。聚乙烯醇的结构式为:
市售聚乙烯醇一般为白色或微黄色粉末状或纤维状固体。由于其分子结构中含有很多亲水性的羟基,因而具有一定的水溶性,而且其水溶性随聚合度的增大而下降;黏度随聚合度、浓度的升高而升高,随温度的升高而降低。醇解度对聚乙烯醇的水溶性也有一定的影响,醇解度在98%以上的溶解度较低,醇解度在87%~89%的溶解度较高。聚乙烯醇是一种优良的浆料,可用于多种纤维的上浆,并可作为主体浆料单独使用或作为混合浆料的主要组分。
聚乙烯醇对酸碱的作用比较稳定,不致发生降解,但能被氧化剂氧化而降解,形成黏度较低、相对分子质量较小的产物,经剧烈氧化后的产物是二氧化碳和水。在高温作用下,聚乙烯醇的物理状态或性能发生变化,水溶性降低,如果条件剧烈,甚至可以使羟基之间发生脱水反应,使其溶解度进一步下降。
聚乙烯醇可采用热水退浆、碱退浆和氧化剂退浆。低黏度的PVA用含有表面活性剂的水溶液润湿,然后经堆置或汽蒸,使PVA浆膜膨化和软化,最后用大量热水冲洗,即能达到退浆的目的。热碱液能使PVA浆膜发生膨化,其退浆效果比热水退浆好。但这两种退浆方法都未能使PVA大分子发生降解,因此对黏度高的PVA退浆效果较差。更有效的方法是采用氧化剂退浆,目前生产中常采用的氧化剂有双氧水、过硫酸钠(钾)和亚溴酸钠等。
3.聚丙烯酸类
聚丙烯酸简称PA(Polyacrylic Alcohol),聚丙烯酸类浆料是丙烯酸类单体的均聚物、共聚物或共混物的统称。
生产上常用的聚丙烯酸类浆料是含固量在15%~50%的水分散性乳液或溶液,呈白色或带蓝光的乳白色胶体状。这类浆料在水中具有一定的溶解度,耐酸不耐碱。在一定的温度和碱性条件下,浆料侧基上的酯基、氰基等易发生皂化反应,形成聚丙烯酸钠盐,从而增加了其自身在水中的溶解性能。另外,聚丙烯酸类浆料在氧化剂(如双氧水)的作用下可发生降解。因此,其常用的退浆方法有碱退浆和双氧水退浆。
聚丙烯酸类浆料很少单独使用,一般多与其他浆料混合使用。
4.羧甲基纤维素
羧甲基纤维素CMC(carboxyl methyl cellulose)是一种水溶性阴离子型线形高分子化合物,由纤维素和一氯醋酸在烧碱存在下经醚化反应而得。其结构式如下:

羧甲基纤维素无毒、无味,外观为白色粉状或纤维状,其水溶性主要取决于聚合度和醚化度(取代度)的大小,有的能溶于水,有的仅能溶于碱。低黏度的CMC能溶于水,并形成透明的黏糊状。热碱能使CMC膨化,氧化剂能使CMC降解。因此,CMC可采用热水退浆、碱退浆和氧化剂退浆。
CMC具有良好的混溶性,增稠效果好,所以常与其他浆料混合使用。
(二)常用退浆方法与工艺
棉织物常用的退浆方法主要有碱退浆、酶退浆、氧化剂退浆和酸退浆。在实际生产中,可根据织物品种、浆料组成、退浆要求和设备条件等选用适当的退浆方法。
1.碱退浆
碱退浆是印染厂使用较为广泛的一种退浆方法,其适用性广,可用于各种天然和合成浆料的退浆。但碱退浆的退浆率并不高,在50%~70%,余下的浆料只能在煮练过程进一步去除。
碱退浆主要是通过两个方面来实现的:一方面,不论是天然浆料还是化学浆料,在热碱溶液中都会发生溶胀,从凝胶状态变为溶胶状态,与纤维的黏着变松,在机械力的作用下,从织物上脱落下来;另一方面,某些浆料如羧甲基纤维素、聚乙烯醇等在热碱液中本身溶解度较高,再经水洗便可获得较好的退浆效果。
热碱液除了有退浆作用外,对棉纤维上的天然杂质也有分解和去除作用,因而有减轻煮练负担的效果。由此可见,退浆和煮练虽然是两个目的不同的加工过程,但两者又是相互渗透、密切相关的。用于退浆的碱大多数是煮练或丝光废碱,成本低,又不损伤纤维,因此这种方法被广泛地应用。
值得强调的是,碱退浆仅能使浆料与织物的黏着力降低,并不能使浆料降解,随着退浆和水洗的进行,水洗槽中洗液的黏度会不断提高,因此,退浆后的水洗必须充分,必要时还需更换洗液,以防浆料重新黏附到织物上,降低退浆效果和影响后加工的进行。
碱退浆可采用浸轧法将织物浸轧烧碱溶液,再进行汽蒸或堆置,或采用浸渍法直接将织物浸在烧碱溶液中加温。碱退浆的工艺如下:
(1)工艺流程。
堆置法:平幅轧碱→堆置→热水洗→冷水洗
汽蒸法:平幅轧碱→汽蒸→热水洗→冷水洗
(2)工艺处方。
烧碱 8~15g/L(堆置法浓度稍高)
润湿渗透剂 1~2g/L
(3)工艺条件。
碱液温度 70~80℃
堆置时间 6~12h
汽蒸温度 100~102℃
汽蒸时间 30~60min
热水洗温度 80℃以上
平幅轧碱可在烧毛机的灭火槽中进行。碱退浆时,碱的浓度、温度、汽蒸或堆置时间、水洗情况等都直接影响退浆效果,因此工艺上必须严格控制。
2.生物酶退浆
(1)酶的催化特点。酶是一种高效生物催化剂,通常是由生物体产生的对某些物质具有特殊催化能力的一类蛋白质。它具有一般蛋白质的结构和物理化学性质。酶作为一种生物催化剂,具有以下特点:
①催化专一性强。酶的催化作用具有高度专一性,即酶对作用物有严格的选择性。一种酶只能对一类或一种物质具有催化作用,例如:淀粉酶只能催化淀粉水解成糊精和低聚糖,蛋白酶只能催化蛋白质水解成氨基酸或肽,而对其他物质则没有催化作用。酶的催化专一性应用于生产,可以有选择地使用某一种酶催化某一物质进行反应,而保留另一些物质。淀粉酶用于棉织物退淀粉浆,也正是利用酶的这种专一性,在不损伤棉纤维的前提下去除淀粉浆料。
②催化效率高。酶的催化能力远比无机催化剂高得多。一般工业用酶制剂(大多数含有杂质和填料)的催化反应效率比无机催化剂高105~107倍。因此,酶用量少,作用快,效果显著。③催化条件缓和。由淀粉或纤维素变成葡萄糖,或由蛋白质变成氨基酸往往需要高温、高压、强酸或强碱等条件,经过复杂的反应才能完成。但如果采用酶制剂,则可在常温、常压、缓和的酸碱条件下进行,因为酶具有非凡的催化能力,使这些反应能够高效、快速地进行。如果条件过分剧烈,反而引起酶的变性,导致酶催化功能的丧失。
④环保。酶本身无毒,反应过程中也不产生有毒物质,公害少,对环境保护有利。
(2)酶的种类。酶种类繁多,分类也有多种方法。根据酶的来源不同可分为动物酶、植物酶和微生物酶。按其催化作用的性质分为氧化还原酶、水解酶、裂解酶、转移酶等。对淀粉水解具有催化作用的酶,称为淀粉酶。淀粉酶又可分为两种:α-淀粉酶和β-淀粉酶。
α-淀粉酶可对淀粉分子链中α-苷键具有水解催化作用,它能催化水解任意位置的α-苷键,迅速形成糊精、麦芽糖和葡萄糖等水解产物,从而使淀粉的黏度很快降低。α-淀粉酶具有很强的液化能力,又称“液化酶”。β-淀粉酶只能从淀粉分子链的非还原性末端作用于α-1,4-苷键,逐步水解生成麦芽糖和葡萄糖,而对支链淀粉分支处的α-1,6-苷键不起作用,黏度下降不如前者快,但是形成的葡萄糖累积量大,淀粉液的还原能力上升快,又称为“糖化酶”。在实际生产中,应用于退浆的淀粉酶主要是α-淀粉酶,并以BF-7658淀粉酶和胰酶应用最广。胰酶取自动物的胰腺,BF-7658淀粉酶是从枯草杆菌中分泌出来的细菌酶。
(3)淀粉酶的退浆原理。主要是淀粉大分子中的α-苷键在α-淀粉酶的催化作用下发生水解断裂,生成相对分子质量较小、黏度较低、溶解度较高的一些低分子化合物,然后经水洗而去除,从而达到退浆的目的。淀粉酶用于退浆,就是改变了淀粉水解的反应过程,降低了活化能和增加了反应分子间的碰撞率,从而使淀粉的水解作用迅速进行。
酶的催化能力通常用酶的活力(或转化率)来表示。所谓活力是用1g酶粉或1mL酶液在特定条件(60℃,pH值为6.0,1h)下转化淀粉的克数。如BF-7658淀粉酶的活力为2000,即1g淀粉酶在上述条件下可以转化2000g淀粉,而胰酶的活力为600。
(4)影响淀粉酶催化作用的因素。酶的活力与溶液的温度、pH值、活化剂或抑制剂等条件有很大的关系。
①温度。温度对酶的催化反应产生两个方面的影响。一方面,温度升高,酶催化淀粉水解反应的速度加快。另一方面,酶的稳定性(指酶的活力的保持程度)随着温度的升高而降低。因此,酶退浆时应该综合考虑上述两方面的作用来确定温度。
酶的活力随着温度的改变而改变。低温时,酶的活力很低,随着温度的升高,酶的活力逐渐增加,在某一温度下,酶的活力表现最高,此温度称为酶的最适温度。当温度超过最适温度后,随温度升高,酶的活力迅速下降。酶的活力在1h内丧失一半时的温度,称为酶的临界失效温度。当温度超过临界失效温度,酶的活力丧失极快,所以,每种酶都有其稳定温度范围。所谓稳定温度是指酶在该温度范围内是稳定的,不发生或极少发生失活现象。酶退浆时应选择所用酶的最适温度,以充分发挥酶的功效。细菌淀粉酶的活力与温度的关系如图2-5所示。
从图2-5中可以看出,BF-7658淀粉酶的耐热性较好,在40~85℃活力较高,在20℃时仍有很强的活力,即使到达100℃,活力仍未完全消失。不同的酶具有不同的最佳使用温度,BF-7658淀粉酶的最适温度为80~85℃,胰酶最适温度为40~55℃。对于一些稳定性很好的酶,其酶液温度可达90℃以上。
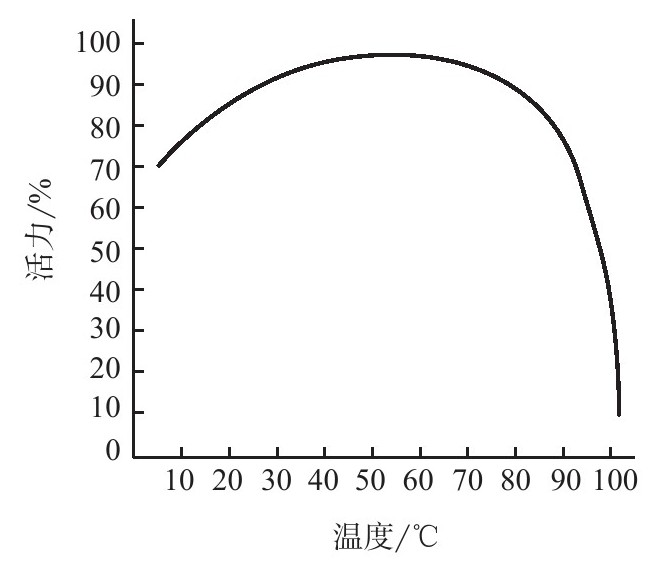
图2-5 淀粉酶的活力与温度的关系
BF-7658淀粉酶的最适温度与作用时间的关系如表2-1所示。
表2-1 BF-7658淀粉酶的最适温度与作用时间的关系

由表2-1可知,BF-7658淀粉酶的最适温度随反应时间的缩短而提高。在实际生产中,往往采用短时间高温的加工工艺,如织物经浸轧BF-7658淀粉酶液后(浸轧温度为55~60℃),采用100℃左右的高温汽蒸,使酶快速发挥作用,并使生产连续化。
②pH值。pH值对酶的活力及稳定性影响很大,不同pH值下测得的酶的活力及稳定性是不同的,如图2-6所示。
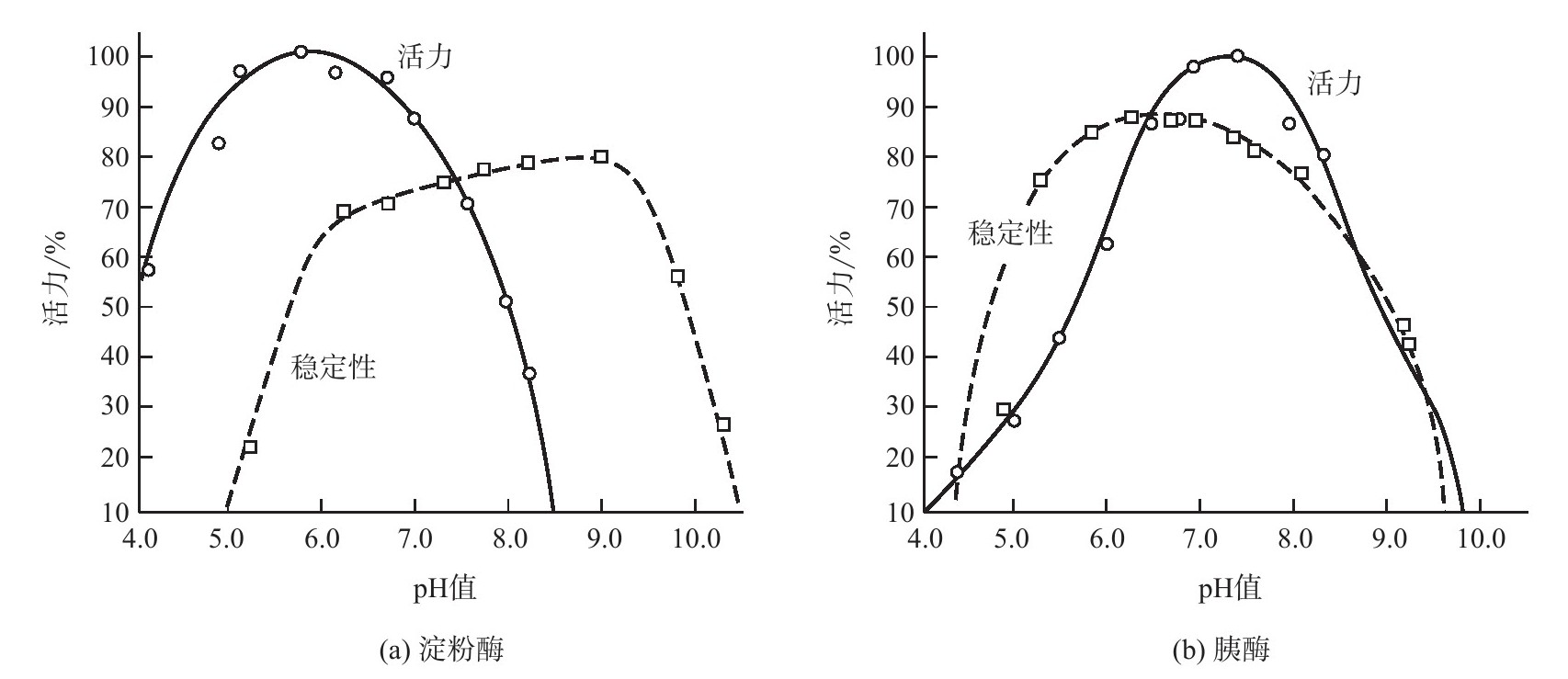
图2-6 酶的活力、稳定性与pH值的关系
由图2-6可以看出,酶的最大活力和最大稳定性所需的pH值是不同的。酶都有一定的酸碱稳定性范围,超出这个范围,酶就会变性失效。因此,在选择时要兼顾酶的活力与稳定性。淀粉酶退浆的pH值以控制在6.0~6.5最为适宜,胰酶的pH值则以6.8~7.0为宜。
③活化剂与抑制剂。淀粉酶对淀粉的消化作用常受到一些药品的影响而变得活泼或迟钝,这种现象叫活化(激化)或抑制(阻化),这种化学药品称为活化剂(激化剂)或抑制剂(阻化剂)。例如:一些金属离子和盐可以活化酶的反应,其中较为常用的有氯化钠和氯化钙。所以为了提高酶的活力,酶退浆时不必用软水或加软水剂。而一些重金属盐类如Fe3+、Cu2+、Hg2+、Ag+、Zn2+等离子的盐类能使酶的活性减弱,所以称为抑制剂。另外,一些离子型表面活性剂也有抑制作用,所以酶退浆液中若要使用表面活性剂,则只能使用非离子型表面活性剂,如渗透剂JFC等。
(5)酶退浆工艺。酶退浆工艺一般都由四个过程组成:预水洗、浸轧或浸渍酶液、保温处理、水洗后处理。
①预水洗。淀粉酶一般不易分解淀粉或硬化淀粉皮膜,为了使酶制剂能在浆膜中较好地渗透,提高淀粉酶对淀粉的水解效率,在酶处理前通常采用热水进行预处理。这一方面可以促使浆膜的溶胀,使酶液较好地渗透到浆膜中去,同时还可以去除织物上的防腐剂、酸性物质等杂质,有利于淀粉酶对淀粉浆的作用。预处理通常在烧毛后进行,并采用较高的洗涤温度(80~95℃)。为提高预水洗的效果,可在洗液中加入适当的非离子表面活性剂。
②浸轧或浸渍酶液。这是织物对酶液的吸收过程,可以通过浸轧、浸渍或喷淋等方法来实现。经预水洗的织物在65~70℃或更高温度条件下浸轧或浸渍酶液,pH值一般控制在微酸性至中性(pH=5.5~7.0)。所用酶制剂的性能不同,浸轧或浸渍的温度和pH值不同。酶的浓度与加工的方法有关,一般连续轧蒸法的酶浓度应高于堆置和轧卷法。织物的带液率控制在100%左右,并加入适量的对酶起活化作用的电解质或金属离子(钠离子、钙离子等)。
③保温处理。淀粉酶分解淀粉需要一定的时间,保温处理使酶在一定的温度和时间条件下对淀粉进行充分的水解,使淀粉浆易于洗除。保温处理的温度和时间是两个重要的工艺参数,随着酶制剂、工艺和设备条件的不同而不同。保温处理可以采用堆置法、汽蒸法、浸渍法(直接进行酶液循环处理)或以其中两者结合的方式进行。
保温堆置法是将织物保持浸渍温度(70~75℃)卷在有盖的布轴上或放在堆布箱中堆置2~4h,或者于较低温度下堆置过夜。为了缩短保温时间,也有采用先堆置较短的时间(如20min),然后汽蒸1~5min的堆置和汽蒸结合的方法。汽蒸法是连续化的加工工艺,适合于高温酶,可在80~85℃浸轧酶液后,进入汽蒸箱于95~100℃汽蒸1~3min,或在100~110℃汽蒸15~120s。浸渍法多采用喷射、溢流或绳状染色机进行。卷染机上退浆,实际上是堆置和浸渍酶液交替进行,总处理时间决定于交替卷绕的次数。
④水洗后处理。只有将浆料或其水解物充分从织物上去除后退浆才算完成,而淀粉浆经淀粉酶水解后,其水解产物仍然黏附在织物上,需要通过水洗才能去除。因此酶处理的最后阶段,要用洗涤剂在较高的温度下进行清洗。对厚重织物,还可以加入烧碱进行碱性洗涤,以提高洗涤效果。
⑤棉织物酶退浆工艺举例。棉织物退浆的方法和工艺较多,在此举两例仅供参考。
a.保温堆置法(轧堆法)。
工艺流程:
浸轧热水→浸轧(或喷淋)酶液→堆置→水洗
工艺处方:
BF-7658淀粉酶(2000) 1~2g/L
食盐 2~5g/L
非离子渗透剂 0~2g/L
工艺条件:
浸轧热水温度 65~70℃
浸轧酶液温度 55~60℃
pH值 6.0~7.0
轧液率 110%~130%
堆置温度 45~55℃
堆置时间 2~4h
b.汽蒸法(轧蒸法)。
工艺流程:

浸轧热水(60℃)→浸轧(或喷淋)酶液(室温,轧液率100%)→堆置→汽蒸→水洗工艺处方:
高温退浆酶 1~2g/L
食盐 2~5g/L
渗透剂 0~3g/L
pH值 6.0~7.0
工艺条件:
堆置时间 20min
汽蒸温度 100~102℃
汽蒸时间 5~10min
酶退浆方法简单,退浆率高(可达90%),退浆速率快,对棉纤维无损伤,且适用于连续化生产,是一种很好的退浆方法,但它对棉纤维的共生物及其他浆料的去除效果差。
3.酸退浆
酸退浆的原理是基于稀硫酸在适当条件下能使淀粉等浆料发生一定程度的水解,转化为水溶性较高的产物,从而易从织物上洗除,达到退浆的目的。同时,酸还能去除部分天然杂质,如灰分、果胶等,但酸对纤维素有一定程度的损伤。在不损伤纤维的前提下,淀粉并未得到充分水解,退浆率不高。所以,酸退浆一般不单独使用,常与碱退浆或酶退浆联合进行,以提高退浆效率。这种联合退浆的方法分别称为碱—酸退浆、酶—酸退浆。退浆工艺是织物先经碱或酶退浆,并充分水洗及脱水后,再经酸退浆处理,具体工艺如下。
工艺流程:
碱退浆(或酶退浆)→水洗→脱水→轧酸→堆置→水洗
工艺条件:
碱退浆或酶退浆:工艺同前
酸退浆:
浓硫酸 3~5g/L
轧酸温度 30℃
堆置时间 30~60min
酸退浆时,必须严格控制工艺条件,如酸的浓度、酸液温度等。堆置时防止风干,否则将严重损伤纤维。
4.氧化剂退浆
氧化剂退浆可用于天然或合成浆料的退浆,退浆迅速,退浆率较高,并兼有部分漂白作用,但氧化剂对纤维素有一定的损伤。因此,退浆的工艺条件须严格控制,以尽量减少纤维的损伤。氧化剂退浆多在碱性条件下进行,可以与煮练或漂白同浴处理,实现退煮漂一步法。
在碱性条件下,氧化剂使浆料氧化、降解,水溶性增大,再经水洗去除而达到退浆的目的。氧化剂退浆适用于PVA及以PVA为主的混合浆。常用的氧化剂有过氧化氢(双氧水)、过硫酸钠,亚溴酸钠等。
过氧化氢不仅对聚乙烯醇(PVA)有着独特的退浆效果,而且对天然浆料如木薯淀粉也有良好的作用。过氧化氢与烧碱组成的溶液使浆料迅速氧化、降解,促使其相对分子质量降低,增大了其水溶性,减小了溶液的黏度,再经水洗,可达到良好的退浆效果。双氧水—烧碱退浆可采用一浴法或二浴法。其退浆工艺如下。
(1)一浴法退浆工艺。
工艺流程:
浸轧退浆液→汽蒸(或堆置)→热水洗→冷水洗
工艺处方:
30%双氧水 4~6g/L
双氧水稳定剂 2~4g/L
烧碱 10~15g/L
润湿渗透剂 2~4g/L
工艺条件:
浸轧温度室温
汽蒸温度 100~102℃
汽蒸时间 20~30min
热水洗温度 80~85℃
(2)二浴法退浆工艺。
工艺流程:
浸轧双氧水→浸轧碱液→热水洗→冷水洗
工艺处方:
双氧水液:
30%双氧水 4~6g/L
双氧水稳定剂 2~4g/L
润湿渗透剂 2~4g/L
碱液:
烧碱 8~10g/L
工艺条件:
双氧水液:
浸轧温度 40~50℃
pH值 6.5
碱液:
浸轧温度 70~80℃
热水洗:
温度 80~85℃
双氧水在碱性条件下,极易分解形成过氧化氢负离子,该负离子具有较强的氧化作用,因而对纤维造成一定的损伤。为了减少纤维的损伤,提高双氧水的退浆效果,双氧水—烧碱退浆液中常加入适量的双氧水稳定剂。退浆完毕必须充分水洗,以防洗下来的浆料又重新黏附到织物表面,形成浆斑,造成印染疵布。
(三)织物上浆料的定性分析
1.织物上浆料的定性分析
为了能合理地选用退浆方法及退浆工艺,确保退浆效果,首先必须正确判定坯布上所含浆料的成分,对坯布上的浆料作相应的定性鉴别。
目前,坯布上常用的浆料有淀粉、聚乙烯醇(PVA)、羧甲基纤维素(CMC)、海藻酸钠等,有的采用单一浆料,有的采用混合浆料。浆料的定性分析是以浆料所具有的颜色反应或沉淀反应为基础的,如淀粉与碘作用可以形成一种蓝紫色的复合物;PVA在硼酸存在下,与碘作用形成一种蓝绿色的络合物;CMC在中性条件下与一些重金属盐作用可形成不溶于水的沉淀物,再经酸化可以重新溶解。
2.退浆效果的评定
退浆效果的主要评定指标是退浆率,退浆率表示织物上浆料去除的程度,其计算公式为:

生产上一般要求退浆率在80%以上,或残留浆对织物重在1%以下,留下的残浆可在煮练工艺中进一步去除。
退浆率的测定方法是由织物上浆料的性质所决定的,在此不做介绍。