四、煮练
棉织物经过退浆除去了大部分浆料和少部分天然杂质,但仍残留有少量的浆料和大部分的天然杂质,这些杂质的存在不仅使布面发黄从而影响织物的外观,而且使棉织物的吸湿性降低,润湿渗透性差,有碍后续加工的顺利进行。因此,棉织物在退浆以后,大都需要进行不同程度的煮练,以去除大部分的天然杂质和残留的浆料,从而改进织物的外观,提高织物的吸湿性,以利于印染后加工。
(一)煮练原理
煮练是一个很复杂的过程,在这一过程中常同时伴随有水解、皂化、乳化、复分解、溶解等多种作用的发生,棉纤维中的杂质也正是借助于这些作用而被除去。
1.果胶质的去除
果胶质的主要组成是果胶酸的衍生物,如果胶酸的钙、镁盐及果胶酸甲酯等。它们能与纤维素大分子形成酯键,从而封闭纤维素大分子链上的羟基,使其润湿性受到影响。同时,由于果胶质的存在使纤维变黄,影响纤维的外观及印染后加工的效果。
在烧碱作用下果胶物质一方面发生水解,生成果胶酸并进而转变为果胶酸钠盐;另一方面,部分果胶物质发生分子链的断裂,提高了果胶在水中的溶解度,达到较好的去除效果。
果胶质的含量可用草酸或柠檬酸铵定量测定;也可以用硫酸铜处理棉纤维,使它成为果胶酸铜,再与黄血盐作用,生成玫瑰红色,并作相应的计算得到其含量。另外,可用品红或亚甲基蓝作定性检查。
2.蜡状物质的去除
棉纤维中各种不溶于水但能溶于有机溶剂的杂质统称为蜡状物质。蜡状物质含有多种组分,包括脂肪族高级一元醇、高级一元醇酯、游离脂肪酸等。蜡质一般存在于棉纤维的表层,影响纤维的润湿性,但棉纤维的润湿性并不与其含量完全成正比。这是因为棉纤维的润湿性不仅与蜡状物质的含量有关,还与它在纤维上的分布状态有关。如果它在纤维表面形成的是一层连续的蜡状物质覆盖膜,就不易被润湿。一旦采用某种方法,破坏了这种连续性的覆盖膜,则无论蜡状物质去除与否,纤维都将具有一定的吸水性。
蜡状物质中脂肪酸一类的物质在热稀烧碱溶液中能发生皂化而溶解,再经水洗便可去除。其余的高级一元醇、碳氢化合物等因其化学性质比较稳定,需要借助乳化作用才能将它们去除。常用的乳化剂有洗涤剂、平平加等。另外,脂肪酸皂化后的产物也是煮练时乳化剂的来源之一。
棉织物经煮练后,吸湿性有了很大的提高,这一方面是织物上蜡状物质含量降低的缘故,另一方面与纤维表面蜡状物质覆盖状态遭到破坏有关。
蜡状物质的存在能使织物具有柔软的手感,还有利于起毛等加工,因此在有些织物如绒布等加工中,不需要过多地去除蜡质,只要轻度煮练就可以了。
3.含氮物质的去除
棉纤维中的含氮物质主要以蛋白质的形式存在于纤维最内部的胞腔中。在热的烧碱作用下,蛋白质分子中的酰胺键发生水解断裂,产生可溶性的氨基酸钠盐而被去除。
4.灰分的去除
灰分的主要组成是无机盐,其中包括硅酸、碳酸、盐酸、硫酸和磷酸的钾、钠、钙、镁和锰盐以及氧化铁等。灰分的含量和组成随纤维的成熟度而异,成熟棉纤维的灰分含量占1%~2%。无机盐的存在对纤维的吸湿性、白度和手感都有一定的影响,应该去除。灰分中水溶性无机盐在煮练的水洗过程中即可去除,而不溶性的无机盐则需经酸洗和水洗去除。
5.色素的去除
棉纤维中的有色天然物质统称为色素。煮练对色素的去除作用很小,大部分要在漂白过程中除去。
6.棉籽壳的去除
棉籽壳主要由木质素、单宁、纤维素、多糖类物质及少量蛋白质、油脂和矿物质组成,其中以木质素为主要成分。在煮练过程中,棉籽壳中的纤维素几乎不发生任何变化,而其他一些组分如油脂、单宁、蛋白质和一些多糖则可与烧碱发生作用,从而提高其在水中的溶解度,达到去除的目的。至于木质素,一方面,由于分子结构中酚羟基的存在,在煮练过程中可与碱液作用,使其相对分子质量下降,从而增大在烧碱中的溶解度而被去除;另一方面,在高温烧碱液长时间的作用下,棉籽壳发生溶胀变得松软,与织物的附着力降低,同时,由于部分成分已被解体,再经一定的机械作用便可从织物上脱落。此外,煮练液中加入亚硫酸氢钠,也能使木质素转变成易溶于水的木质素磺酸钠盐而被去除。一般来说,棉籽壳在煮练过程中是比较难以去尽的,但在以后的漂白过程中可进一步去除。
(二)煮练用剂
烧碱是棉织物煮练的主要用剂,此外,为了提高煮练效果,在煮练液中往往还要加入表面活性剂、硅酸钠、亚硫酸氢钠、磷酸三钠等助练剂。
1.烧碱
棉布的煮练大都采用烧碱作为主练剂。烧碱在高温下可去除果胶质、含氮物质、蜡状物质中的脂肪酸、棉籽壳中的某些成分及部分无机盐等。烧碱的用量应视织物的品种、含杂情况、质量要求、所用设备等综合考虑。
2.表面活性剂
为了提高织物的润湿性,以利于碱液的渗透,煮练液中常加入一些表面活性剂。煮练用表面活性剂,除要求有良好的润湿、净洗、乳化等作用外,还必须具有耐硬水、耐碱、耐高温的性能,并且与烧碱有协同效应。表面活性剂的选择以阴离子型表面活性剂与非离子型表面活性剂的复配物为好,它们具有协同效应,更能发挥助练效果。表面活性剂的用量不必很多,通常略高于它们的临界胶束浓度即可。
3.硅酸钠
50%左右含量的液体硅酸钠,俗称水玻璃或泡花碱,分子式为Na2SiO3。它能吸附煮练液中的铁质,防止织物产生锈渍和锈斑。同时,它还能吸附棉纤维中天然杂质的分解物,防止这些分解产物重新沉积在织物上,从而提高了织物的润湿渗透性和白度。但硅酸钠的用量一定要严格控制,不宜过多,并且煮练后必须充分水洗,否则会形成“硅垢”,不仅会影响织物的手感,而且会在设备的管道及其他部位结垢。目前,许多企业在煮练过程中不再使用硅酸钠,而用非硅型螯合分散剂代替。
4.亚硫酸钠
亚硫酸钠(或亚硫酸氢钠)具有还原作用。一方面,它能防止棉纤维在高温煮练时被空气氧化而形成氧化纤维素,导致织物的损伤;另一方面,它还能使木质素变成可溶性的木质素磺酸钠而溶于烧碱溶液中。特别是对低级棉织物的煮练,效果尤为显著。
此外,亚硫酸钠在高温条件下,略有漂白作用,对提高棉布的白度有利。
煮练漂白一浴法时,如用双氧水,不可加还原性的亚硫酸钠。
5.磷酸三钠
磷酸三钠主要用于软化水,以去除煮练液中的钙、镁离子,提高煮练效果,并节省助剂用量。由于磷酸三钠溶于水后,增加了溶液的碱度,因此,可减少烧碱的消耗。
使用过程中要考虑磷对环境的影响,可用非硅非磷型螯合分散剂代替磷酸三钠软化水。
(三)煮练设备与工艺
棉布煮练设备按加工时织物的不同状态,可分为绳状煮练和平幅煮练两种。按煮练方式的不同又可分为连续式煮练和间歇式煮练两种。
1.煮布锅煮练
煮布锅是一种使用较早的间歇式生产设备,织物以绳状形式进行加工。这种设备煮练匀透,除杂效果好,特别是对一些结构紧密的织物如府绸类织物,效果更为明显。煮布锅煮练品种适应性广,灵活性大,但由于它是间歇式的生产,生产率较低,劳动强度高,所以适用于小批量生产,目前已很少使用。
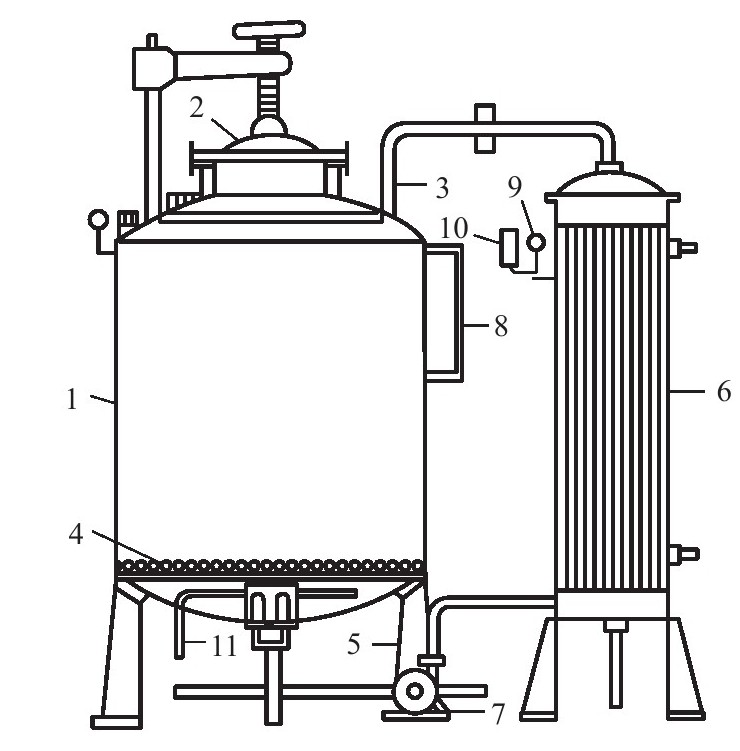
图2-7 立式煮布锅
1—锅身2—锅盖3—练液淋洒管4—假底5—锅身支柱6—加热器7—循环泵8—液面玻璃管9—蒸汽压力表10—安全阀11—直接蒸汽加热管
煮布锅有立式和卧式两种,目前使用较多的是立式煮布锅。它是由圆筒形锅身、加热器、循环泵等组成,其结构如图2-7所示。
锅身是煮布锅的主体,用以堆放织物,以便进行煮练。锅身容积常以容布的重量计,如2t、3t等。锅内上部装有淋洒管,离锅底不远处装有假底(由许多小孔的铁板组成)。假底上堆有卵石,煮练织物就堆放在卵石上,这样既可避免织物堵塞假底的小孔,又便于煮练液的循环。
假底下面装有直接蒸汽加热管,供煮练开始时加热练液用。锅身上部装有压力表、安全阀、排气管、液位指示管,下部装有排液管。加热器上下端分别与锅身上下相通,加热器内有数十根钢管,管内通煮练液,管外通蒸汽加热,经加热后的煮练液由锅内上部的淋洒管喷入锅内,煮练液通过织物层后由锅身下部的循环泵抽出,经过加热器加热后,再经淋洒管喷入锅内。煮练液如此上下不断循环,以达到均匀除杂的目的。
煮布锅煮练,织物先经轧碱,然后通过自动堆布器将织物均匀地堆入锅内。堆布完毕,加上压布板或采用其他方式将布压住,以防加入煮练液后布匹浮起和煮练液循环时将织物搞乱。然后将煮练液放入锅内,盖上锅盖,拧紧密闭。通入蒸汽加热,待锅内空气通过排气管排尽后,关闭排气阀,即可开始煮练。煮布锅煮练工艺如下。
工艺流程:
轧碱→进锅→煮练→水洗
工艺处方及条件:
轧碱:
烧碱 薄织物4~6g/L;厚织物8~10g/L
轧碱温度 40~50℃
轧液率 110%~130%
煮练(owf):
烧碱 薄织物2.5%~3.3%;厚织物3%~4%
表面活性剂 0.5%~1%
亚硫酸氢钠 0~0.5%
水玻璃(36%) 0.5%~0.8%
磷酸三钠 0~1g/L
浴比 1:(3~4)
压力 0.177~0.206MPa(1.8~2.1kgf/cm2)
温度 125~130℃
时间 薄织物3~5h;厚织物4~6h
owf是指对织物重量的百分比,即对织物重。
浴比是指加工物的质量(kg)与加工液的体积(L)之比。
2.连续汽蒸煮练
连续汽蒸煮练可分为常压和高压两种,其中常压连续汽蒸煮练又可分为绳状和平幅两种。
(1)常压绳状连续汽蒸煮练。
①煮练设备。常压绳状连续汽蒸煮练设备可分为紧式和松式(低张力)两类。紧式绳状汽蒸设备即传统绳状浸轧汽蒸联合机,它是由多台绳状浸轧机和汽蒸容布器组成的。松式绳状汽蒸设备由浸渍槽、汽蒸容布器及松式水洗槽组成,其特点是浸渍槽、水洗槽均为松式,车速快,织物与水流成逆向运动,洗涤效率高。
绳状轧碱装置:紧式绳状连续汽蒸煮练设备的轧碱装置为传统的绳状浸轧机,它主要由浸渍槽、导布辊、轧液辊等组成,如图2-8所示。紧式绳状汽蒸煮练设备的浸渍槽与水洗槽相同,均是在紧式状态下浸轧、水洗,织物所受张力较大;松式绳状连续汽蒸煮练设备的轧碱装置由低张力绳洗机和绳状浸渍槽组成,其特点是张力小,浸得透,带液多。
绳状汽蒸容布器:常见的绳状汽蒸容布器为“J”形箱,俗称伞柄箱,其结构如图2-9所示。
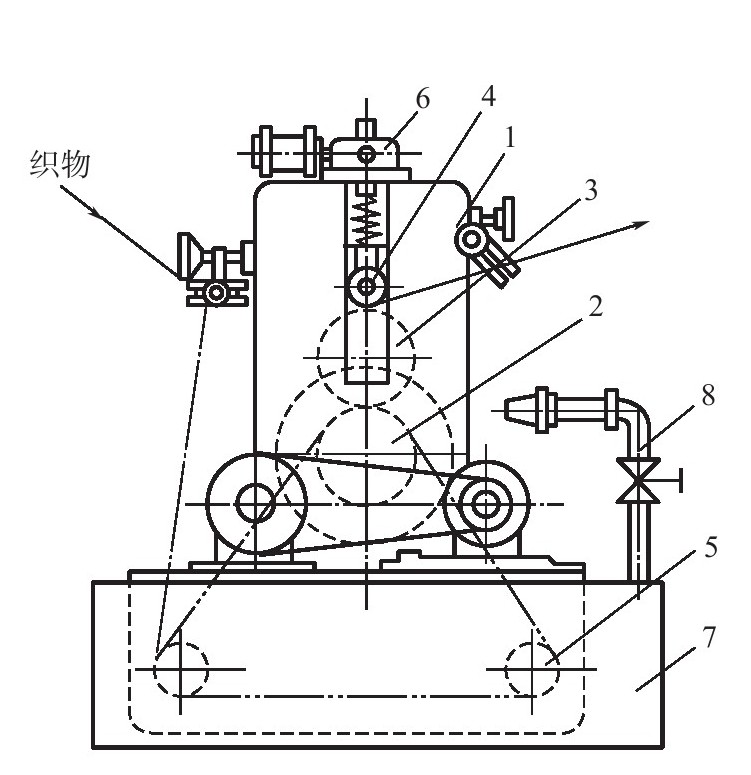
图2-8 绳状浸轧机
1—机架2—主动导辊3—被动导辊4—小轧液辊5—轧槽导辊6—加压装置7—轧槽8—喷水管
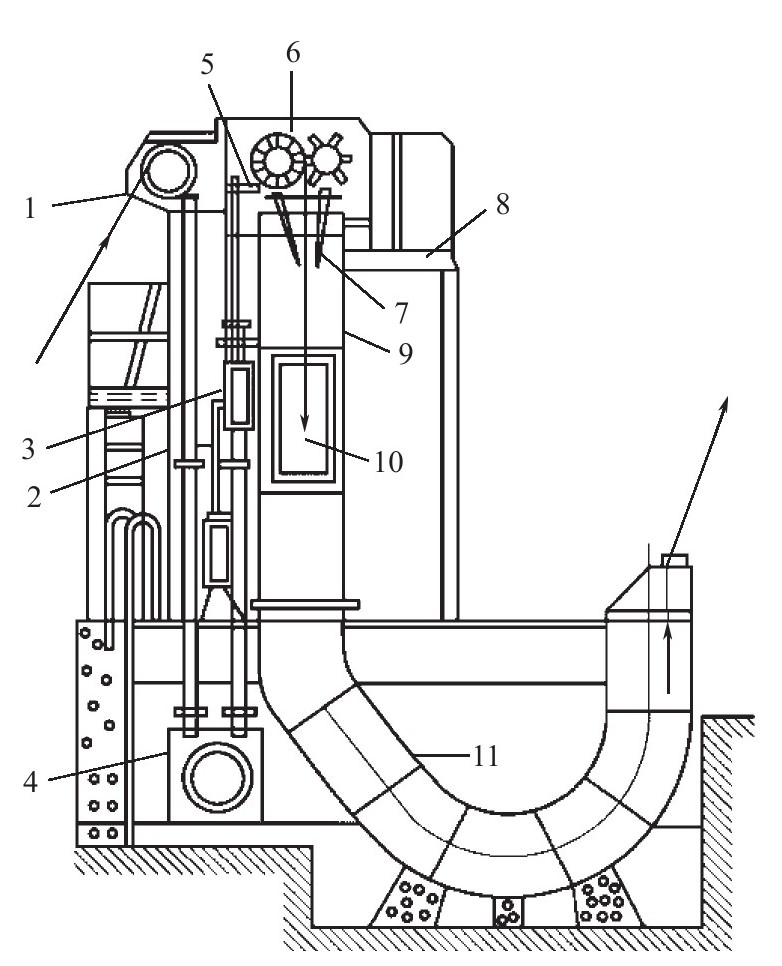
图2-9 绳状汽蒸容布器
1—导布磁圈2—加热管3—热分配器4—大槽轮箱5—往复摆动装置6—导布辊7—摆布斗8—工作台9—J形直箱10—玻璃观察窗11—J形弯箱
J形箱的箱体是由直箱和弯箱两部分组成的。J形箱内衬表面光滑的不锈钢板,以防止织物被擦伤,外包石棉网保温。箱体上的导布辊牵引织物入箱,并通过摆布斗使织物按纵向均匀地堆放在箱内。箱外有一往复摆动的导布磁圈,使织物横向均匀堆放。堆放时应注意堆置高度,避免由于堆置过高而影响导布装置的正常运转,同时还要防止织物翻倒缠结而难以拉出。
绳状汽蒸容布器的加热方式有两种。一种是容布器中直接通入饱和蒸汽,称为内加热式;另一种是在容布器前的管形(或U形)加热器中通入饱和蒸汽,通过加热管上的小孔将饱和蒸汽分散喷射到织物上,通常称为外加热式。织物经加热后,温度迅速提高,并带有饱和蒸汽,进入伞柄式容布器进行汽蒸。
②煮练工艺。棉织物经退浆和充分水洗后,即可进入绳状连续汽蒸煮练联合机进行加工。其煮练工艺如下。
工艺流程:
轧碱→汽蒸→(轧碱→汽蒸)→水洗
工艺处方:
紧式绳状煮练:
烧碱 薄织物20~30g/L;厚织物30~40g/L
渗透 精练剂薄织物3~5g/L;厚织物4~18g/L
亚硫酸氢钠 0~5g/L
磷酸三钠 0~2g/L
松式绳状煮练:
烧碱 薄织物16~20g/L;厚织物20~24g/L
渗透精练剂 薄织物3~5g/L;厚织物5~10g/L
亚硫酸氢钠 0~5g/L
磷酸三钠 0~2g/L
工艺条件:
碱液温度 70~80℃
汽蒸温度 100~102℃
汽蒸时间 紧式60~90min;松式90~120min
车速 紧式80~180m/min;松式120~250m/min
紧式绳状汽蒸煮练一般需两次轧碱汽蒸,才能有效地去除杂质;松式绳状汽蒸煮练除坯布质量较差及厚重织物需经两次轧碱汽蒸外,一般织物经一次轧碱汽蒸即可达到煮练要求。第二次轧碱的浓度略低于第一次,约为第一次碱液浓度的70%左右。
汽蒸时应直接使用饱和蒸汽,若使用过热蒸汽加热,则过热蒸汽应经给湿成饱和蒸汽后再使用,否则过热蒸汽直接喷向织物,易造成局部蒸干,致使织物产生斑渍,甚至脆损。织物经轧碱汽蒸后,必须及时地充分水洗,以将膨化分解的杂质及剩余的烧碱一同洗除,确保煮练效果。绳状连续汽蒸煮练时,因织物以绳状堆积于J形箱内,并沿其内壁滑动,极易产生擦伤和折痕,所以不适宜如卡其类等厚密织物。
(2)常压平幅连续汽蒸煮练。常压平幅连续汽蒸煮练是目前使用最广泛的工艺。对于紧密厚重的棉织物(如卡其)来说,如果采用绳状加工,不但煮练不容易匀透,而且在加工过程中极易造成擦伤、折痕等疵病,染色时造成染疵,所以这类棉织物往往采用平幅煮练。
常压平幅连续汽蒸煮练的设备类型较多,但一般都由浸轧装置、汽蒸箱和平幅水洗装置三大部分组成。由于平幅连续汽蒸煮练设备同样也适用于退浆和漂白,所以又被称为平幅连续汽蒸练漂机。
浸轧装置主要由浸渍槽和轧车两大部分组成。织物先在浸渍槽内浸渍加工液,然后再经轧车均匀轧压,以控制织物上的带液率。
汽蒸箱又称大型容布箱,织物经浸轧煮练液后即进入这些容布箱中,在一定温度下堆置一定时间,以使煮练液中的化学试剂与织物上的杂质充分反应,达到煮练的目的,同时也保证了生产的连续化。汽蒸箱有J形箱式、履带式、辊床式、R形箱式、全导辊式、叠卷式、翻板式等多种形式。
下面就一些生产中常用的平幅汽蒸煮练机分别做一一介绍。
①J形箱式。J形箱式平幅连续汽蒸练漂机由浸轧装置、汽蒸容布箱及水洗部分组成,如图2-10所示。J形平幅汽蒸箱的结构和运转情况与绳状连续汽蒸煮练设备相似。其区别在于汽蒸箱中织物是以平幅状态堆积的,织物加热是由饱和蒸汽通过进布处的多孔加热板分散喷射到平幅织物上。由于J形箱中堆积的布层较厚,所以织物横向容易产生压折痕和擦伤,因此对染色要求较高的品种不宜采用这种设备进行加工。
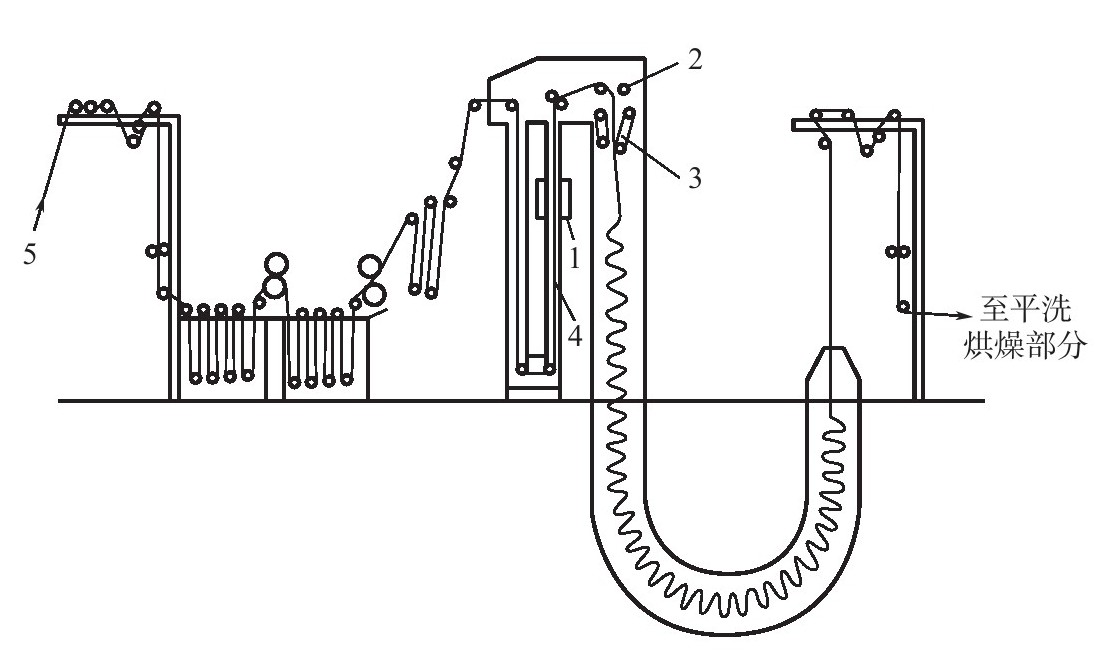
图2-10 J形箱式平幅连续汽蒸练漂机
1—蒸汽加热器2—导布辊3—摆布器4—饱和蒸汽5—织物
②履带式。履带式平幅连续汽蒸练漂机由浸轧槽、履带式汽蒸箱及平洗槽等组成。其汽蒸箱(L-Box)结构简单,操作方便,品种适应性强,织物不易擦伤。由于堆积布层较薄,织物受到的压力较小,因此,横向折皱程度较J形箱轻,汽蒸效果较好,但加工厚密织物时产生的横向折皱,有时会影响其染色产品的质量。履带式平幅连续汽蒸练漂机是目前应用较为广泛的练漂设备,但占地面积较大。
履带式汽蒸箱按层数分为单层和多层两种,分别如图2-11和图2-12所示。织物经平幅浸轧碱液后便进入汽蒸箱,先经短时间的回形穿布预热汽蒸,然后由摆布装置有规律而疏松地堆置在多孔的不锈钢履带上,织物随履带缓缓向前运行,与此同时,继续加热汽蒸。当织物由履带输送到出布口处,被出布辊牵引出箱。
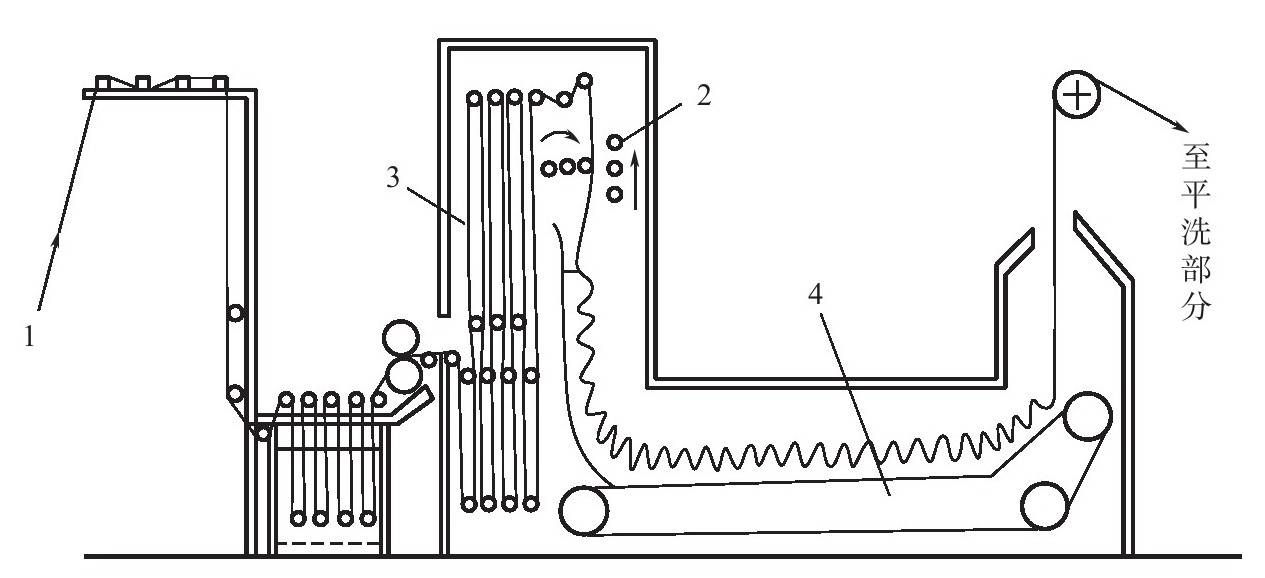
图2-11 单层履带式汽蒸箱
1—织物2—摆布器3—加热区4—履带
履带式汽蒸箱根据载运织物的履带结构不同可分为平板式、导辊式、导辊—履带式三种。平板式履带是由一条条具有多孔或多条缝隙的不锈钢薄板组成的,履带围绕在箱底的一排辊筒上,随辊筒的转动而缓慢向前移动,履带上的织物也随之向前运行。导辊式履带则是由多只主动的不锈钢导辊排列而成,导辊不能位移,只能借助各辊的缓慢回转而使堆置在辊上的织物缓缓运行。
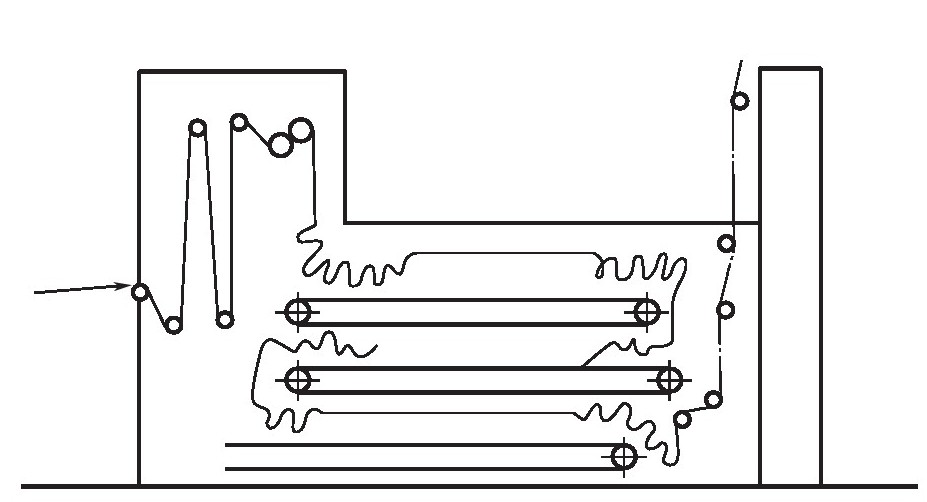
图2-12 多层平板履带式汽蒸箱
导辊—履带式汽蒸箱(图2-13)箱体上方有若干对上下导布辊,下方有松式履带,箱底还可储液。织物可单用导布辊紧式加工或单用履带松式加工,也可导布辊和履带松紧结合使用,所以该设备使用较灵活。
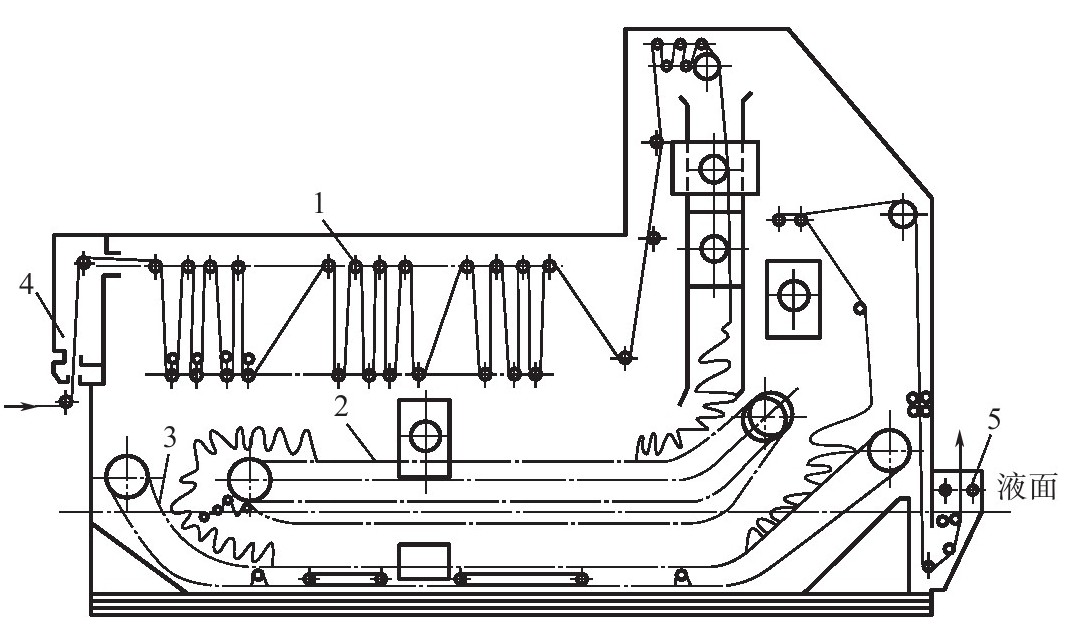
图2-13 导辊—履带式汽蒸箱
1—导辊汽蒸区2—上层履带3—下层履带4—进布汽封口5—出布液封口
③辊床式。辊床式汽蒸箱(图2-14)与平板式履带汽蒸箱的结构很相似,主要区别是将堆置织物的不锈钢履带换成了多只不锈钢导辊。导辊慢速回转,带动堆置于辊床上的织物缓缓前移,直至由出布辊牵引出机。由于辊床式汽蒸箱各辊筒不断缓慢回转,有助于改变织物与辊面的接触,因此可避免平板履带上织物与板面接触处常出现的汽蒸不匀和局部风干现象。与履带式汽蒸箱相比,辊床式汽蒸箱导辊较多,安装维修不便,密封要求较高。但操作方便,易于控制,汽蒸均匀,在前处理加工中被广泛使用。
④R形箱式。R形箱式连续汽蒸练漂机由浸渍槽、R形汽蒸箱、平洗槽等组成,R形汽蒸箱是该机的主要组成部分,其结构如图2-15所示。
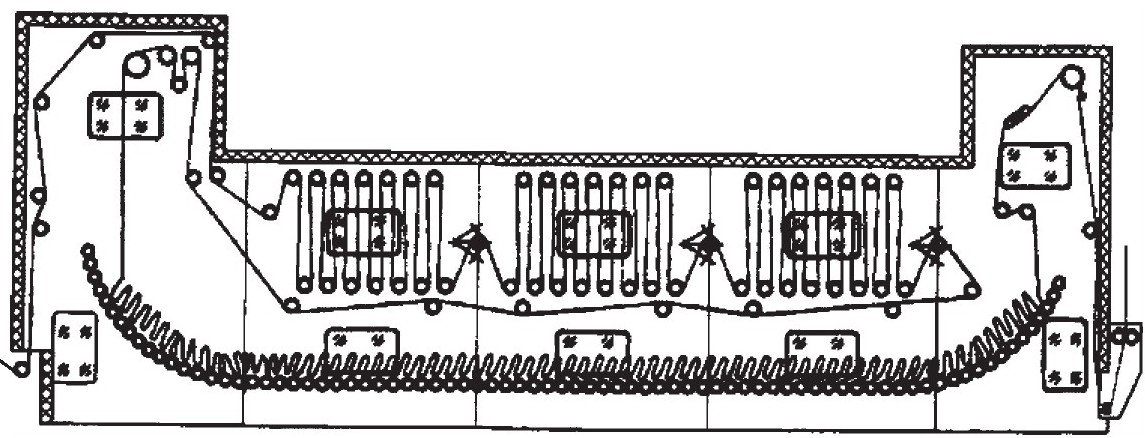
图2-14 辊床式汽蒸箱
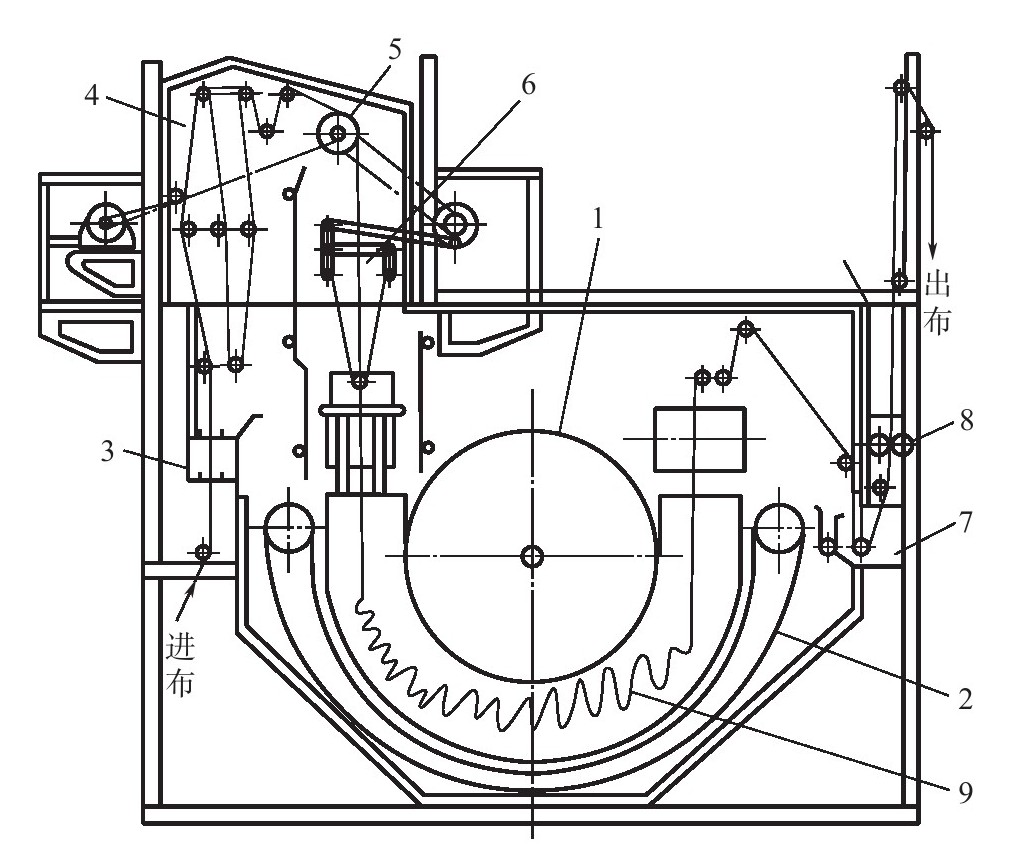
图2-15 R形汽蒸箱
1—中心圆孔辊2—半圆网状履带3—汽封口4—汽蒸区5—多角辊6—落布斗7—水封出口8—轧液辊9—织物
R形箱式汽蒸练漂机是一种较新型的煮练汽蒸设备,主要由半圆形网状输送带和中心大圆孔辊组成。织物浸轧煮练液后,经R形箱内的预热区预热,由摆布装置均匀地堆在箱内圆形履带上,经缓慢转动后,织物逐渐转到R形箱底部,浸在煮练液中煮练。这种加工采用将液体煮沸的方式,既能使作用充分,又可保持一定的温湿度。它同时具有煮布锅煮练较透及连续汽蒸煮练效率高的优点,使被加工织物达到良好的煮练效果。但在连续加工的过程中,织物上的杂质不断溶于蒸箱内煮练液中,使煮练效果逐渐降低,且煮练时产生的压折痕较履带式稍重。
⑤全导辊式汽蒸箱。这是专为棉/氨纶弹性织物设计的前处理设备,其导辊式汽蒸箱如图2-16所示。汽蒸时,织物完全悬挂在上下导辊上,不用堆置。
常压平幅连续汽蒸煮练工艺举例如下。
工艺流程:
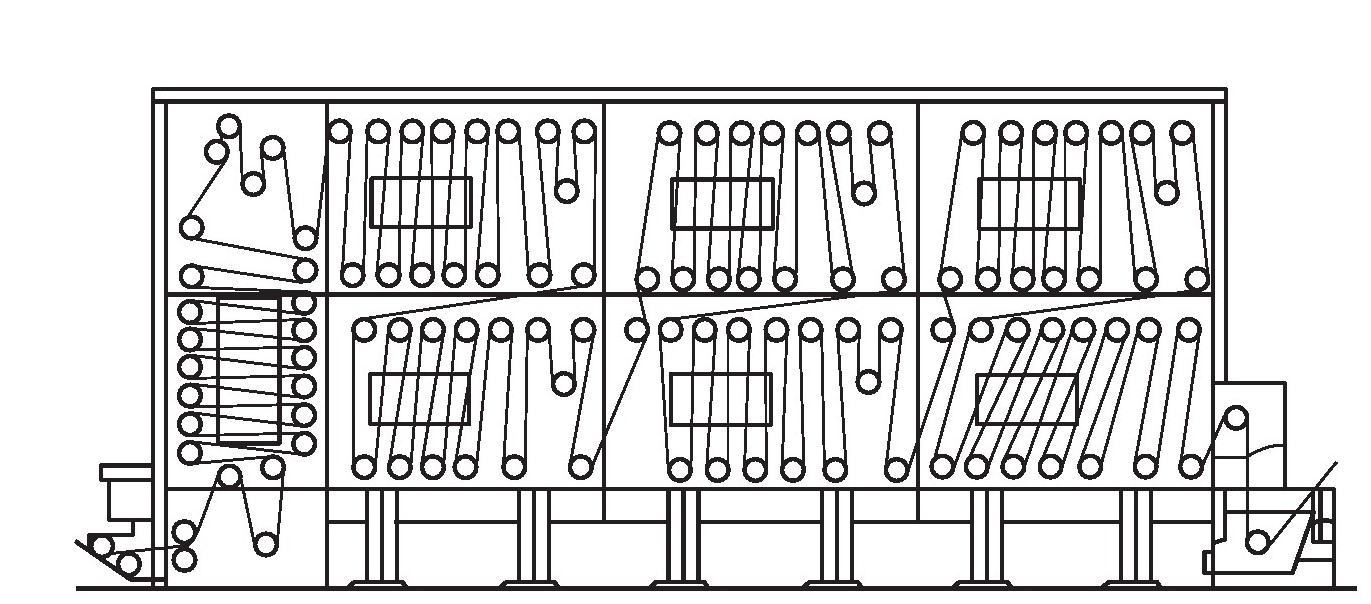
图2-16 全导辊式汽蒸箱
轧碱→汽蒸(→轧碱→汽蒸)→水洗
工艺处方:
烧碱 薄织物40~45g/L;厚织物45~60g/L
渗透精练剂 薄织物3~5g/L;厚织物6~8g/L
亚硫酸氢钠 0~5g/L
磷酸三钠 0~1g/L
工艺条件:
浸轧温度 85~90℃
轧液率 85%~90%
汽蒸温度 100~102℃
汽蒸时间 薄织物45~60min;厚织物60~90min
轧碱宜多浸多轧,以增加碱液的渗透,最后一道轧车压力要小,以增加织物带液量,有利于提高煮练效果。煮练后的织物一定要充分水洗,以去除各种杂质,保证煮练质量。
(3)高温高压平幅连续汽蒸煮练。高温高压平幅连续汽蒸煮练设备与常压设备一样主要由浸轧装置、汽蒸箱、平洗槽等组成,如图2-17所示。不同之处在于汽蒸箱的结构和要求,它除了要求汽蒸箱箱体能耐高温、高压外,还要求汽蒸箱具有耐磨的封口和较高的密封程度,以确保汽蒸箱的压力和温度。
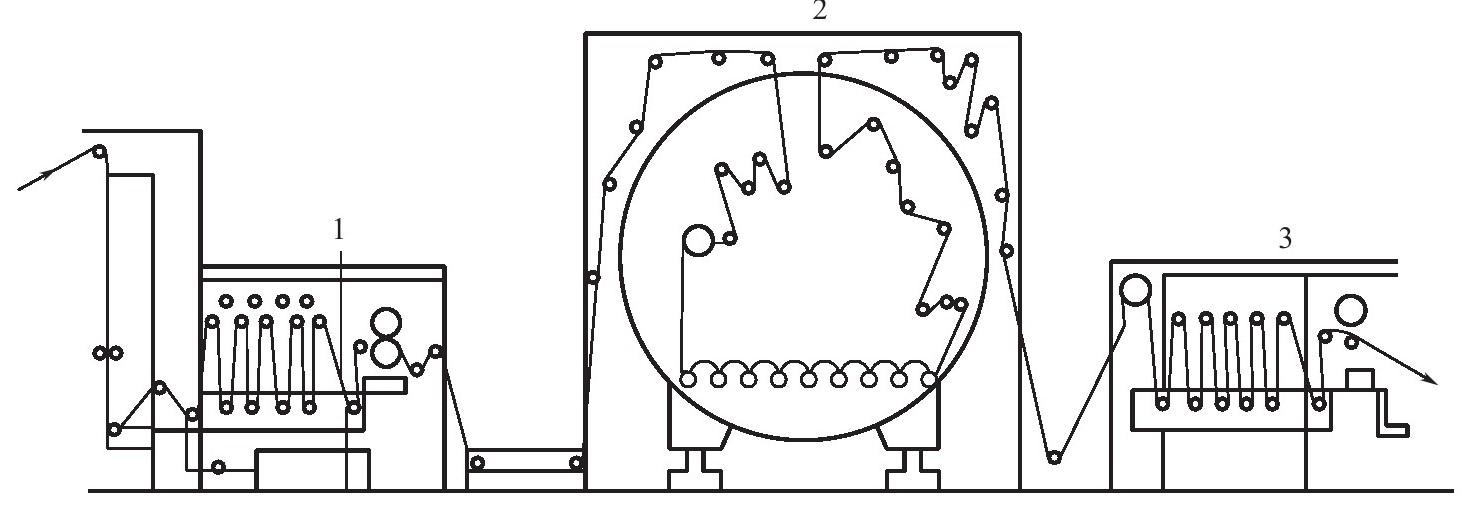
图2-17 高温高压平幅连续汽蒸练漂机
1—浸渍槽2—高温高压汽蒸箱3—平洗槽
高温高压平幅连续汽蒸煮练工艺如下。工艺流程:
轧碱→汽蒸→水洗
工艺处方:
烧碱 薄织物25~30g/L;厚织物35~45g/L
渗透精练剂 薄织物4~6g/L;厚织物6~8g/L
亚硫酸氢钠 0~5g/L
磷酸三钠 0~1g/L
工艺条件:
浸轧温度 85~90℃
轧液率 85%~90%
汽蒸温度 薄织物120~130℃;厚织物130~138℃
汽蒸时间 薄织物2~3min;厚织物3~5min
高温高压平幅连续汽蒸煮练加工速度快,生产周期短,品种适应性广,产量高,质量好,劳动强度低。但由于加工时间短,棉籽壳仅呈膨化状态,去除效果较差。
3.半连续式煮练
(1)轧卷式汽蒸煮练。轧卷式汽蒸练漂机是一种半连续性的平幅汽蒸设备,由浸轧装置、汽蒸箱和可移动的布卷汽蒸箱(车)组成,如图2-18所示。
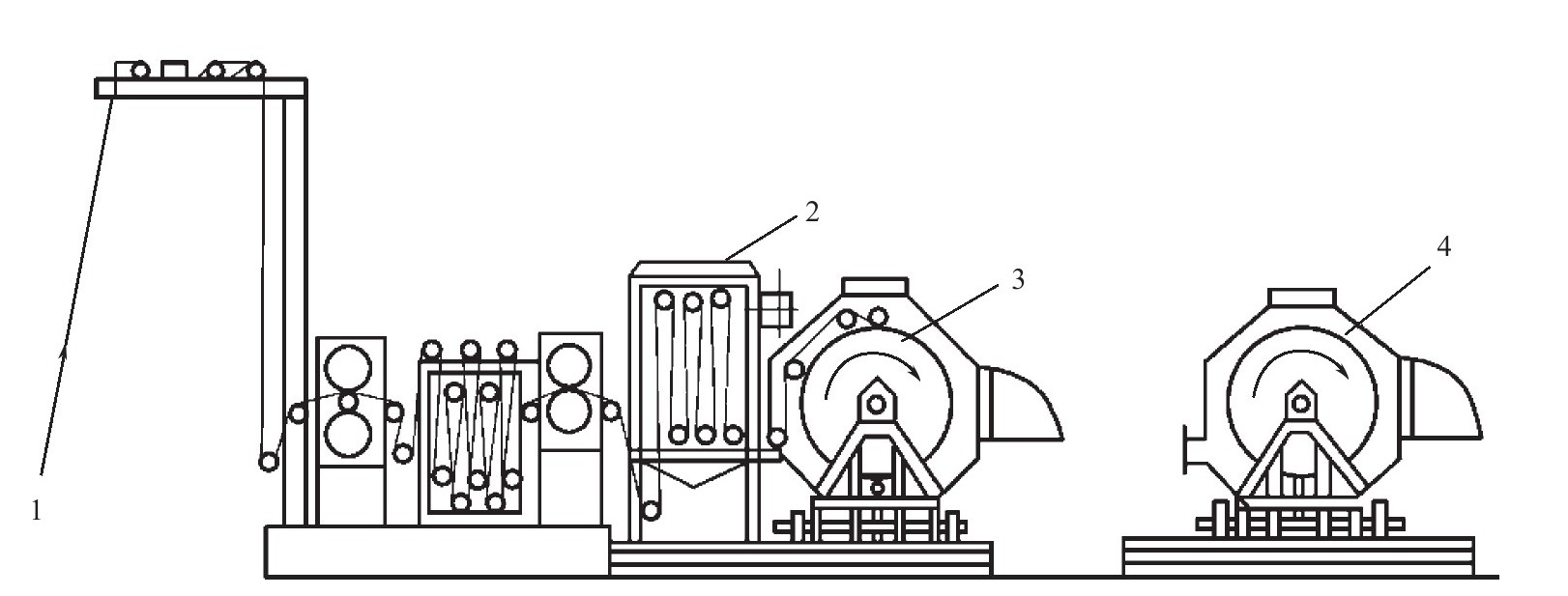
图2-18 轧卷式汽蒸练漂机
1—织物2—汽蒸箱3—布卷4—可移动的布卷汽蒸箱
织物经平幅浸轧煮练液后,进入汽蒸箱加热汽蒸,接着进入与汽蒸箱相连的可移动布卷汽蒸箱,织物在卷绕成布卷的同时继续汽蒸。待布卷绕至一定直径时,暂停运转,扯断织物缝头,将可移动布卷汽蒸箱移开,并使该布卷继续在汽蒸箱内回转汽蒸至规定时间,然后送到平洗机退卷、水洗。
轧卷式汽蒸练漂机结构简单,灵活性强,能适应多品种、小批量生产,织物平整无折痕,但生产不连续,操作较麻烦,有时布卷内外层会产生练漂不匀。
轧卷式汽蒸煮练工艺举例如下。
工艺流程:
轧碱→(紧式湿蒸)→汽蒸(→轧碱→汽蒸)→水洗
工艺处方:
烧碱 薄织物30~40g/L;厚织物40~50g/L
渗透精练剂 薄织物2~4g/L;厚织物4~6g/L
亚硫酸氢钠 0~5g/L
磷酸三钠 0~1g/L
工艺条件:
浸轧温度 85~90℃
轧液率 85%~90%
汽蒸温度 100~102℃
汽蒸时间 薄织物90~120min;厚织物120~150min
轧卷式汽蒸煮练在轧碱后增加一只蒸箱(最好能蒸2~4min),使各助剂在织物内匀透,有利于提高煮练质量。薄织物轧碱汽蒸一次即可;厚织物为保证煮练质量,一般应轧碱汽蒸两次。轧卷汽蒸时,布卷应以7~8m/min的速度转动,速度过快,煮练液会离心泳移。
(2)冷轧堆煮练。冷轧堆煮练是在室温下的煮练过程,具有设备简单、占地面积小、节约能源等优点,适用于小批量、多品种的生产。冷轧堆煮练工艺的设备如图2-19所示。织物经平幅浸轧煮练液后立即打卷,并用塑料薄膜包好,在缓慢转动下堆放一定的时间(12~24h),然后送至平洗机水洗。冷轧堆工艺适应性强,可用于退浆、煮练和漂白一步法的短流程工艺,或退浆后织物的煮练和漂白一步法加工以及退浆和煮练后织物的漂白加工。冷轧堆的前处理工艺将汽蒸堆置改为室温堆置,极大地节省能耗,但室温堆置时,工作液中化学药品的浓度比汽蒸法要高。
图2-19 冷轧堆煮练工艺设备示意图
4.几种常用煮练设备与工艺的比较
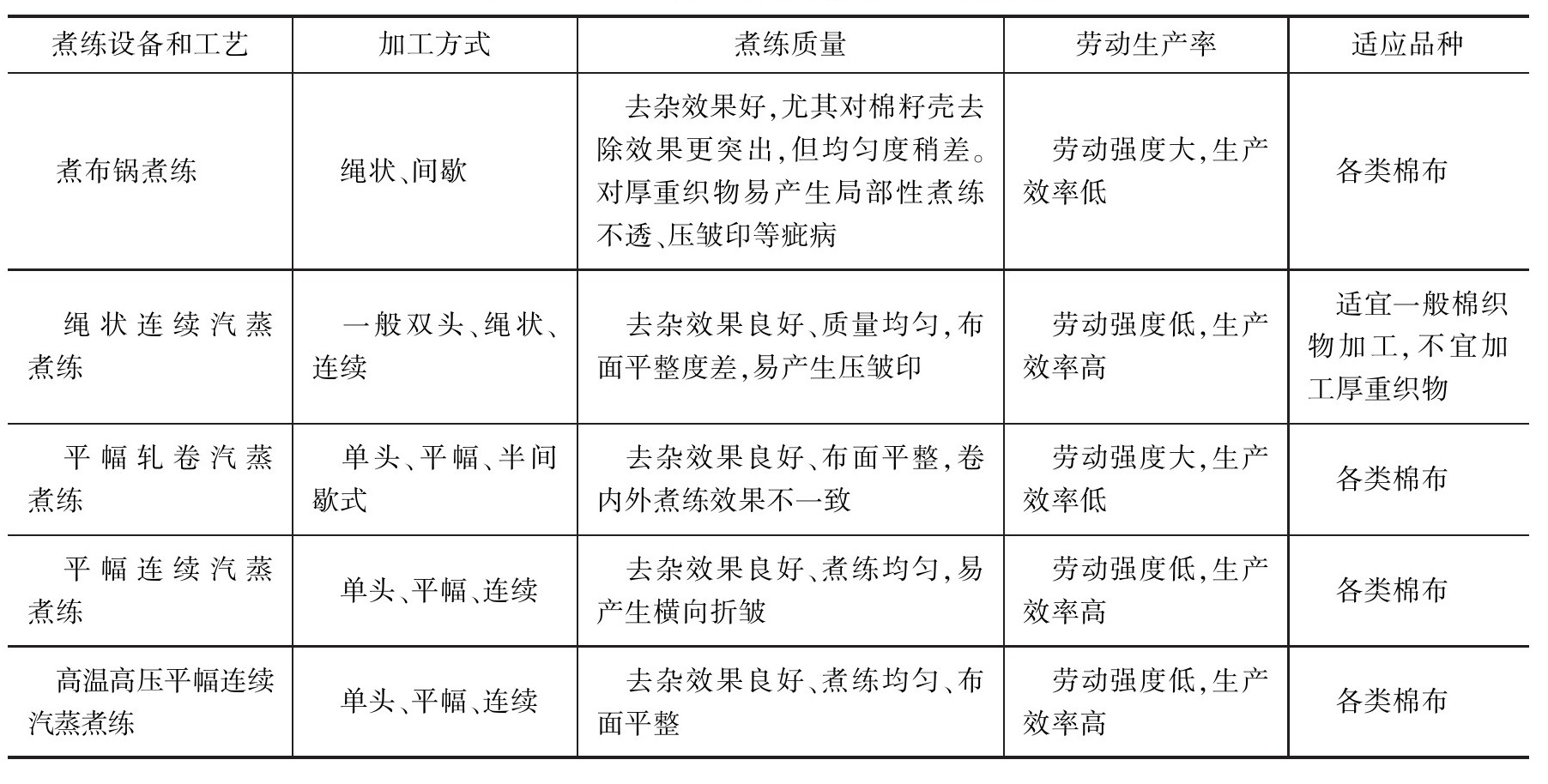
不同的煮练设备和工艺,各有其优点和适应性,但总的趋势是向连续化、自动化、高速、高效发展。现将几种常用煮练设备和工艺比较列于表2-2中。
表2-2 几种常用煮练设备和工艺的比较
(四)煮练工艺分析
影响煮练效果的因素很多,包括纤维材料的来源与含杂情况、煮练液的组成、工艺条件的控制及煮练设备的选择等,其中纤维及设备的性能、煮练液的组成在前面的内容中都进行了讨论,在此重点分析影响煮练效果的主要工艺因素。
1.烧碱溶液的浓度
烧碱是棉织物煮练过程中的主要用剂,其用量的多少将直接影响煮练的效果。在用烧碱溶液进行煮练的过程中,一方面棉纤维本身能吸附一定量的碱,例如,在浓度为1%的烧碱溶液中,100g棉纤维本身能吸附1~2g的烧碱;另一方面棉纤维中的杂质也要消耗一定量的碱,例如,每100g棉纤维上的杂质共耗碱1.5~1.7g。一般棉布煮练时,烧碱的用量为布重的2.5%~3.7%。但为了获得比较满意的煮练效果,防止与烧碱作用后的杂质重新黏附到织物上,在煮练废液中烧碱的含量应为3~4g/L,故烧碱的实际用量相当于布重的3%~4%。
在实际生产中,烧碱的用量应视纤维的含杂情况、煮练方式及对产品的质量要求等方面综合考虑。一般而言,用煮布锅煮练时,当浴比为1:(3~4)时,烧碱溶液的浓度为10~15g/L;在采用常压连续汽蒸煮练时,由于温度较低、时间较短,因此应提高烧碱溶液的浓度,一般为25~50g/L。
2.煮练温度
温度是影响煮练过程中化学反应的重要因素之一。提高煮练温度,可大大加快烧碱与天然杂质的反应速率,有利于杂质的去除。表2-3中列举了不同煮练温度对棉纱杂质的去除情况的影响。
表2-3 不同煮练温度下棉纱中杂质的去除情况

注烧碱浓度为1%,煮练时间为6h。
由表2-3可知,煮练温度在100~140℃时,棉纱失重变化不大,但蜡质的含量却随温度的升高而比较显著地下降。这说明在100℃左右煮练时,棉纤维中的大部分杂质都可以去除,而且提高煮练温度对蜡质的去除是有利的。实际生产中,一般煮布锅煮练的温度为130~135℃;常压连续汽蒸煮练的温度为100~102℃;高温高压煮练的温度为130~140℃。
3.煮练时间
煮练时间与煮练温度有密切的关系。温度高,时间可短;温度低,时间可长。如时间过短,煮练不充分,匀透性较差;时间过长,则会影响织物的强力,造成热能浪费,成本增加。一般来说,煮布锅煮练的时间为3~5h;常压连续汽蒸煮练的时间为1~1.5h;高温高压煮练的时间为3~5min。
(五)煮练效果的评定
棉布的煮练效果包括织物的外观和内在质量。外观主要是白度和练疵,白度可通过白度仪测定,练疵则通过人工检测。
内在质量主要指织物的吸湿性和纤维的损伤。煮练后棉布的吸湿性常用毛细管效应(简称毛效)来衡量,即将棉布的一端垂直浸在水中,测量30min内水在织物中上升的高度。煮练对毛效的要求随品种不同而异,一般棉机织物煮练后要求其毛效达到8~10cm/30min。
织物在煮练去杂的同时会受到化学品的侵蚀而导致纤维的损伤,织物受损的程度可用煮练前后织物的强力变化来衡量,也可用铜氨流度来表示。