2.1.3 常见的电弧焊接方法
常见的电弧焊接方法主要包括焊条电弧焊(SMAW)、埋弧焊(SAW)、钨极氩弧焊(GTAW或TIG焊接)、等离子弧焊(PAW)和熔化极气体保护电弧焊(GMAW或者MIG焊接、MAG焊接)等。
1.焊条电弧焊
焊条电弧焊是指用手工操作焊条进行焊接的电弧焊方法。焊条电弧焊是目前生产中应用最基本、最普遍的一种焊接方法。
焊条由焊芯与药皮组成。焊条中被药皮包覆的金属芯称为焊芯。焊芯有两个作用:一是传导焊接电流,产生电弧把电能转换成热能;二是焊芯本身熔化作为填充金属与母材局部熔化的液体金属熔合形成焊缝。药皮是指涂在焊芯表面的涂料层。药皮在焊接过程中分解熔化后形成气体和熔渣,起到机械保护、冶金处理、改善工艺性能的作用,是影响焊接过程与焊缝质量的重要因素。图2-6所示为焊条电弧焊示意图及实际焊接照片。
焊条电弧焊以焊条和工件作为两个电极,焊接时利用电弧的热量和吹力作用使工件局部熔化。同时,在电弧热作用下,焊条末端熔化形成熔滴,工件局部熔化形成一个椭圆形充满液体金属的凹坑,工件熔化的液体金属与熔滴形成熔池,焊接过程中,药皮和非金属夹杂互相熔解,经化学变化形成覆盖于焊缝表面的非金属物质称为熔渣。随着电弧的移动,熔池冷却凝固后形成焊缝。焊缝表面覆盖的一层固态熔渣称为焊渣,可以保护高温焊缝不被氧化。焊条末端到熔池表面的距离称为电弧长度,简称弧长。从工件表面到熔池底部的距离称为熔透深度。
焊条电弧焊分为交流或直流焊条电弧焊,适用于各种金属材料、各种厚度、各种形状结构,可以进行全位置焊接。焊条电弧焊的焊接参数主要有:焊条种类(取决于母材的材料)、焊条直径(取决于焊件厚度、焊缝位置等)、焊接电流、弧长、焊接速度等。焊条电弧焊的焊接电流一般在几十到几百安培,如常用的直径为2.5~4mm的焊条,焊接电流为75~200A。
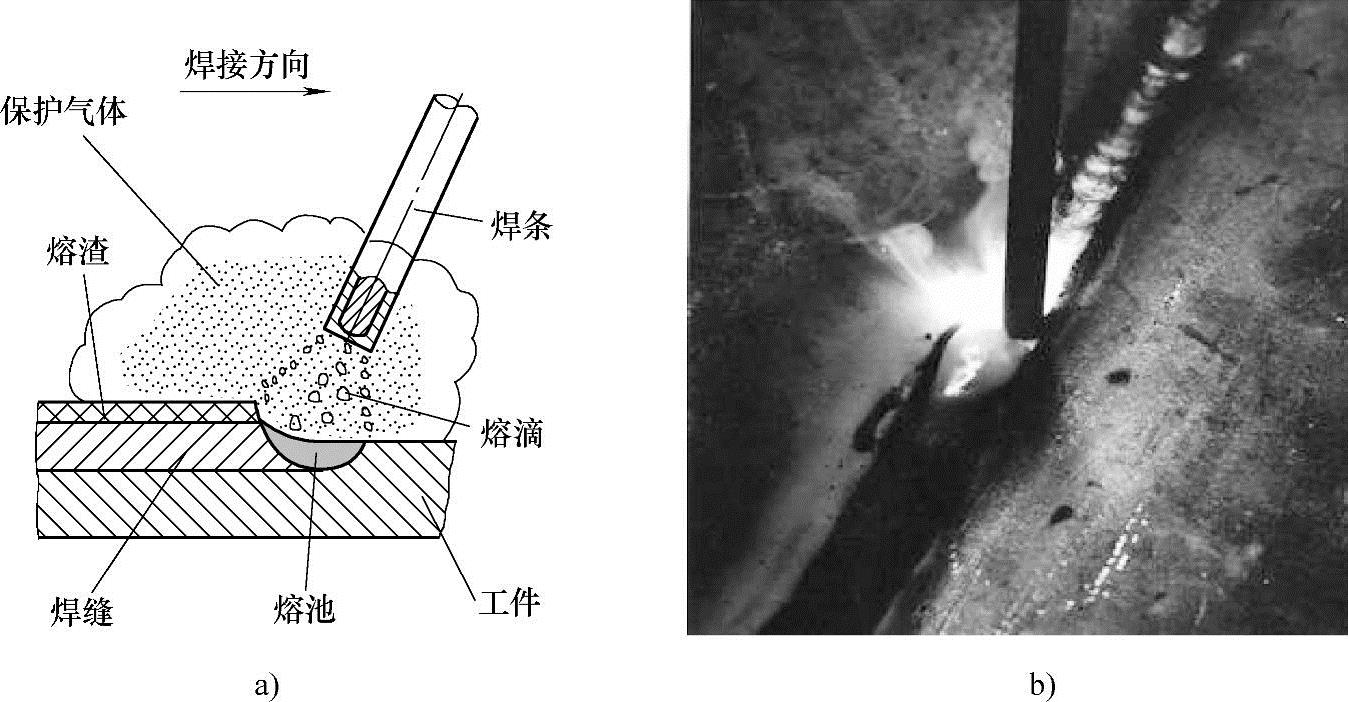
图2-6 焊条电弧焊
a)示意图 b)照片
2.埋弧焊
埋弧焊是电弧在焊剂层下燃烧进行焊接的方法。埋弧焊所用的金属电极是不间断、自动送进的裸焊丝,焊接过程中一般采用焊接小车或其他机械电气装置实现电弧的自动移动。图2-7所示为埋弧焊示意图及实际焊接照片。
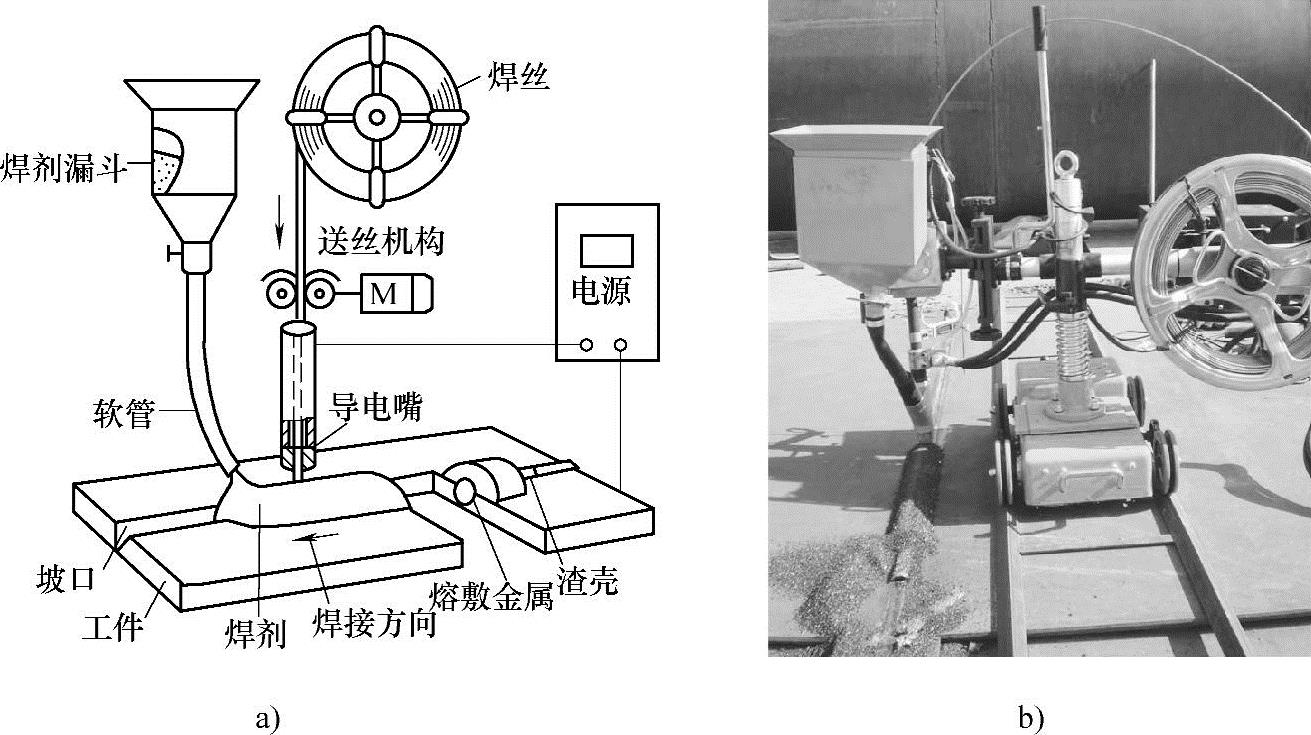
图2-7 埋弧焊
a)示意图 b)照片
埋弧焊的电弧是埋在颗粒状焊剂下面燃烧,电弧热使工件电弧直接作用的部分、焊丝端部和焊剂熔化并产生蒸发,金属和焊剂蒸发的气体在电弧周围形成一个封闭空腔,电弧在这个空腔中燃烧。空腔被由焊剂熔化产生的熔渣所构成的渣膜所包围,这层渣膜不仅很好地隔绝了空气与电弧、熔池的接触,而且使弧光不能辐射出来。被电弧加热熔化的焊丝以熔滴的形式落下,与熔化的工件金属混合形成熔池。密度较小的熔渣浮在熔池之上,熔渣除了对熔池金属的机械隔离保护作用外,焊接过程中还与熔池金属发生冶金反应,从而影响焊缝金属的化学成分。电弧向前移动,熔池金属逐渐冷却后结晶形成焊缝,浮在熔池上部的熔渣冷却后,形成渣壳继续对高温下的焊缝起保护作用,避免其被氧化。
埋弧焊可分为直流埋弧焊、交流埋弧焊、脉冲埋弧焊等。埋弧焊的焊接电流较大,一般为几百安培到上千安培,例如常用直径为3.2~5mm的焊丝,焊接电流为300~1100A。大电流电弧热量加上焊剂和熔渣的隔热作用,埋弧焊的焊接热效率高,焊接熔深大,单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。埋弧焊焊接速度高,以厚度为8~10mm的钢板对接为例,单丝埋弧焊焊接速度可达50~80cm/min,而焊条电弧焊则不超过10~13cm/min。
由于埋弧焊采用颗粒状焊剂,一般仅适用于平焊位置,其他位置的焊接则需采用特殊措施,以保证焊剂能覆盖焊接区,目前横焊位置的埋弧焊已经有了比较广泛的应用。埋弧焊目前主要用于低碳钢及低合金钢中厚板结构、长焊缝的焊接,在造船、锅炉与压力容器、桥梁、海洋结构等制造部门有着广泛的应用,是大型焊接结构生产中最普遍使用的焊接方法之一。
常用的埋弧焊焊接参数主要有焊丝直径、焊接电流、电弧电压、焊接速度等。
3.钨极氩弧焊
钨极氩弧焊是指以钨或钨合金(钍钨、铈钨等)作为电极,用氩气作为保护气体的电弧焊方法,简称TIG焊或GTAW焊。
焊接时,根据焊缝的坡口形式及焊缝金属性能的需要,可以添加或者不添加填充金属。填充金属通常从电弧的前方加入。焊接过程可以用手工操作,现在更多的是采用自动化焊接。图2-8所示是钨极氩弧焊示意图及电弧形态照片,由图可见,TIG焊电弧形态呈钟罩形。
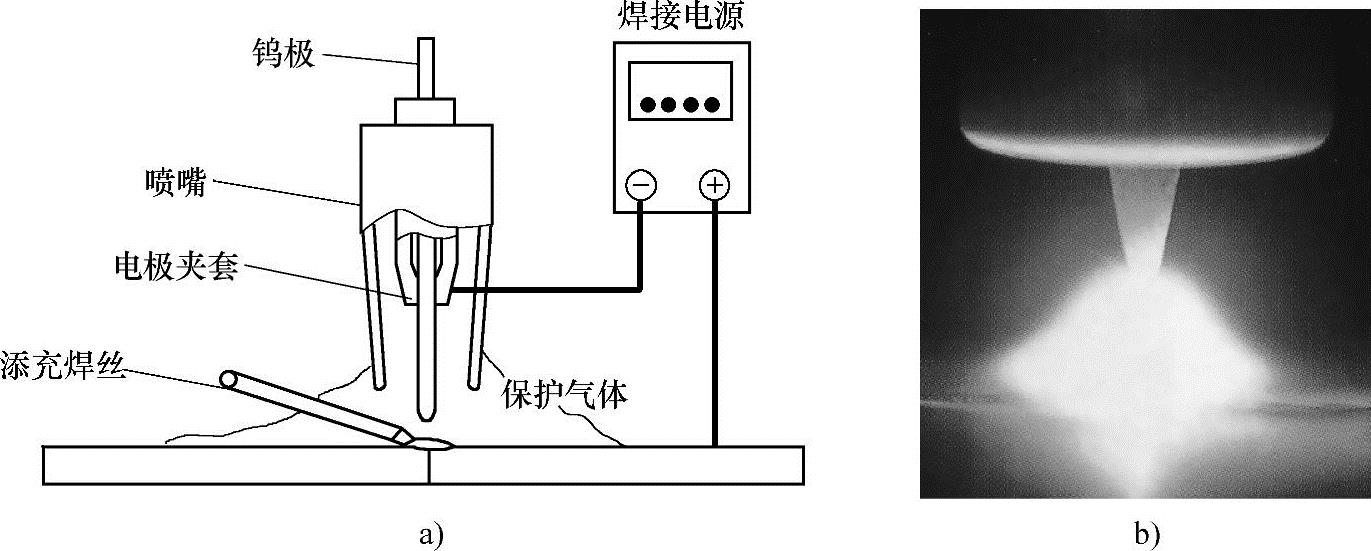
图2-8 TIG焊
a)示意图 b)电弧形态
由于铝镁及其合金材料的特殊性,其焊接需要采用交流钨极氩弧焊,其他金属材料则采用直流钨极氩弧焊。为了控制热输入量,目前脉冲钨极氩弧焊应用越来越广泛。一般的钨极氩弧焊焊接参数主要有电极直径、焊接电流、弧长、氩气流量、焊接速度等。常用的焊接电流范围是10~300A。(https://www.daowen.com)
4.等离子弧焊
等离子弧是一种特殊形式的电弧,该电弧也是钨或钨合金(钍钨、铈钨等)作为电弧的电极,用氩气作为保护气体,但是其钨极不是伸出喷嘴,而是内缩到喷嘴之内,其喷嘴采用水冷,又称为水冷喷嘴。其惰性气体气分为两部分,一部分是由钨极与水冷喷嘴之间喷出的气体,被称为离子气;另一部分是由水冷喷嘴与保护气罩之间喷出的气体,被称为保护气。
由于等离子弧的电极内缩在焊枪喷嘴的内部,借助于等离子弧专用焊枪水冷喷嘴等外部拘束条件使得普通的自由电弧受到压缩,电弧形态呈圆柱形,与钟罩形的TIG焊电弧相比,等离子弧弧柱横截面减小,电弧能量密度大、弧柱温度升高,这种拘束电弧被称为等离子弧。图2-9所示是等离子弧焊接示意图及电弧形态照片。
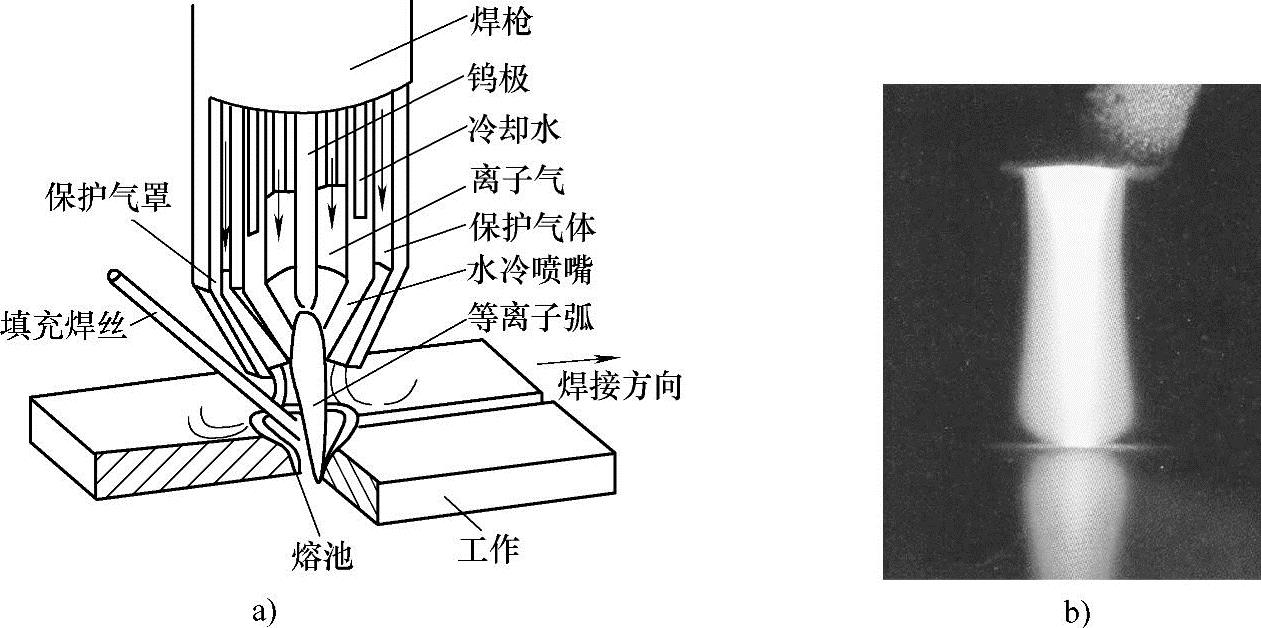
图2-9 等离子弧焊接
a)示意图 b)电弧形态
利用等离子弧作为热源可以进行焊接、切割、喷涂及堆焊等。等离子弧焊接时,根据焊缝的坡口形式及焊缝金属性能的需要,可以添加或者不添加填充金属。一般采用自动焊,也可以用手工操作。
等离子弧焊接的特点:
1)电弧能量密度大、电弧温度高、对工件加热集中,焊接熔透能力强、焊接速度快,焊接板厚大,采用穿透性等离子弧焊接板厚范围:碳素结构钢4~7mm,低合金结构钢2~7mm,不锈钢3~10mm,钛合金2~12mm。
2)焊缝深宽比大,热影响区小,焊接变形小。
3)焊接电流范围宽,焊接电流减小到0.1A,电弧仍能稳定燃烧,被称为微束等离子弧,可以焊接薄板及超薄板(0.2mm以下)。
4)焊接参数比较多,焊接质量对焊接参数敏感,合理的焊接参数范围比较窄,需要有良好的匹配和精确的控制。
等离子弧焊的工艺参数主要有:焊接电流、焊枪喷嘴孔径、钨极的内缩量、离子气种类与流量、保护气种类与流量、焊接速度、喷嘴至工件表面的距离等。微束等离子弧焊的电流范围一般是0.1~30A;常用的等离子弧焊电流范围是30~300A。
随着科学技术的进步,等离子弧焊从直流焊接发展到脉冲等离子弧焊、交流等离子弧焊、变极性等离子弧焊,铝镁及其合金的焊接需要采用交流等离子弧焊接、变极性等离子弧焊接。
5.熔化极气体保护焊
熔化极气体保护焊是指焊丝代替钨极,焊丝本身即是电弧的一极,起导电、燃弧的作用,同时又作为填充材料,在电弧作用下连续熔化填充到焊缝中。电弧周围常用的保护气体可以是惰性气体Ar,也可以是活性气体CO2,或者是Ar+CO2混合气体等。采用Ar作为保护气体的熔化极气体保护焊称为MIG焊;采用CO2作为保护气体的熔化极气体保护焊称为CO2焊。图2-10所示为熔化极气体保护焊示意图与MIG焊电弧形态及熔滴过渡照片。
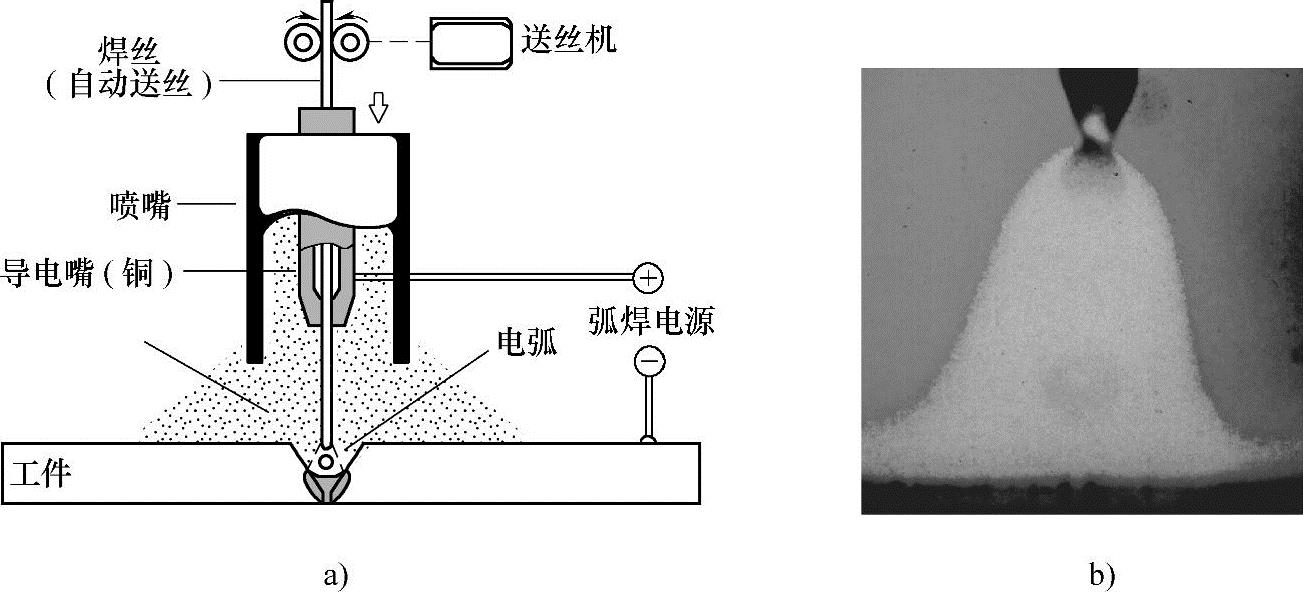
图2-10 熔化极气体保护焊
a)示意图 b)MIG焊电弧形态及熔滴过渡
由于焊丝作为熔化的电极需要利用送丝机连续自动送进,因此其焊接是半自动化焊接或者自动化焊接。
根据焊丝的粗细又分为细丝MIG焊、粗丝MIG焊,细丝CO2焊、粗丝CO2焊等。焊丝直径小于1.6mm的被称为细丝熔化极气体保护焊,一般采用等速送丝;粗丝的熔化极气体保护焊可以采用变速送丝。
熔化极气体保护焊的主要焊接参数有焊丝直径、焊接电流、电弧电压、焊接速度、焊丝伸出长度(焊丝伸出导电嘴的长度)、保护气体及其流量等。常用的熔化极气体保护焊电弧电压为20~30V,焊接电流为50~500A。
MIG焊几乎可以用来焊接所有的金属材料,例如铝、镁、铜、镍及其合金,不锈钢,碳钢,低合金结构钢等。
CO2焊主要用于碳钢、低合金结构钢以及不锈钢等材料的焊接。
熔化极气体保护焊应用比较多的是直流焊接,目前脉冲MIG焊得到了越来越多的应用,交流MIG焊也开始得到应用。