4.3.1 外特性控制的基本原理
电子控制型弧焊电源是根据电流、电压负反馈控制原理,利用电子电路对电子功率系统(整流器或逆变器)进行闭环控制,来获得不同的外特性曲线形状。图4-8为电子控制型弧焊电源外特性控制的基本原理图。
图4-8中的Uf、If是弧焊电源输出的电压和电流,mUf、nIf(m<1,n<1)是通过传感器及信号处理电路获得的电压、电流反馈信号。将输出电压、电流的反馈信号mUf、nIf送到电子控制系统,与给定电压、电流信号Ugu、Ugi进行比较,获得相应的偏差信号,然后通过放大等信号处理得到控制信号Uk。Uk即是功率半导体器件的控制信号,用来控制晶闸管整流弧焊电源中晶闸管触发脉冲相位,或逆变弧焊电源中半导体电子开关器件的导通时间等。
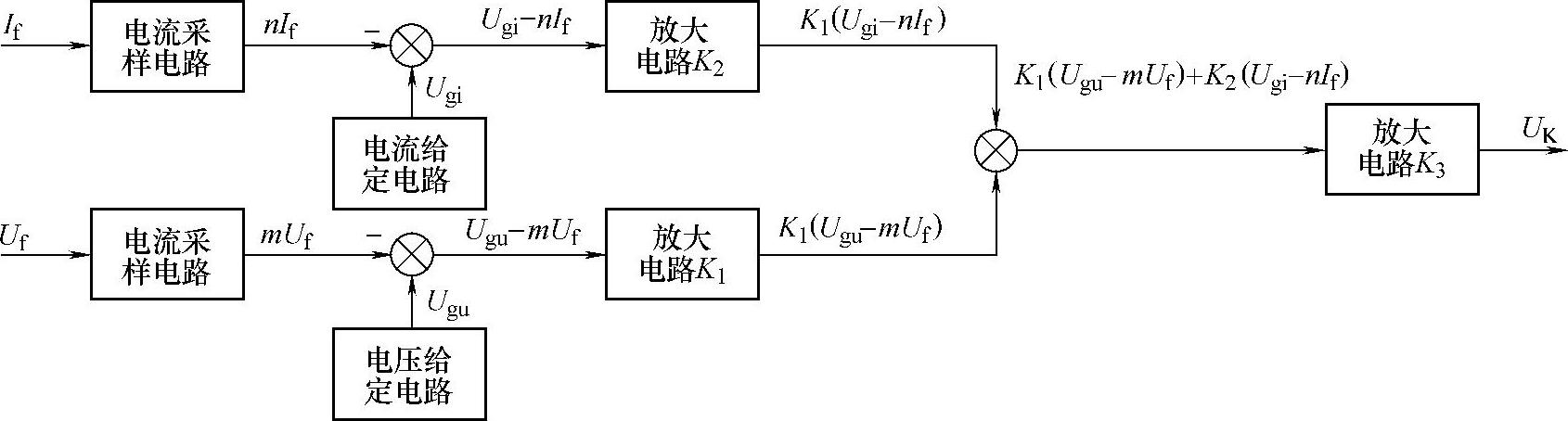
图4-8 电子控制型弧焊电源外特性控制基本原理
根据图4-2,可以得到控制信号Uk的数学表达式:
Uk=K3[K1(Ugu-mUf)+K2(Ugi-nIf)] (4-7)
式中 K1、K2、K3——系统中各个放大环节的放大倍数。
由于控制信号Uk一般只有零点几伏至几伏,而放大倍数K3相对很大,所以有
K1(Ugu-mUf)+K2(Ugi-nIf)≈0 (4-8)
1.只取电压负反馈
如果弧焊电源控制中只取电压负反馈,而且只有给定电压信号Ugu时,即式(4-8)中的Ugi=0,nIf=0时,则有
Ugu-mUf≈0
即
式中 m——电压的分压比。电路系统确定后,m为常数。
由此可见,电源的输出电压Uf取决于给定电压信号Ugu。即当Ugu调定在某恒定数值时,弧焊电源输出电压Uf恒定在与之相对应的数值。也就是说,只取输出电压负反馈,弧焊电源的输出特性为图4-9所示的恒压外特性。
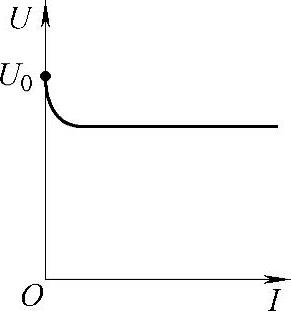
图4-9 恒压外特性
2.只取电流负反馈
如果弧焊电源控制中只取电流负反馈,而且只有给定电流信号Ugi时,即Ugu=0,mUf=0时,根据式(4-8)可得
Ugi-nIf≈0
即
式中 n——电流分流比;电路系统确定后,n为常数。
由此可见,电源的输出电流If取决于给定电流信号Ugi。当Ugi调定在某恒定数值时,弧焊电源输出电流If恒定在与之相对应的数值。换言之,只取电流负反馈,弧焊电源的输出特性应为恒流外特性。
但是,实际电路中,放大倍数K2如果取得太大,系统易产生振荡。所以K2一般不超过20~30,因而只能得到较为陡降的外特性,如图4-10所示,K2取值越大,外特性陡度越高。
3.电流截止负反馈
电流截止负反馈是指,当电源的输出电流小于阈值Ith时,既不采用电流反馈,也不采用电压反馈,弧焊电源输出的特性为弧焊电源中变压器的特性(变压器的自然特性),也就是平缓特性;当电流大于阈值Ith时,采用强电流负反馈,从而可获得恒流或者陡降(见图4-11)的外特性。(https://www.daowen.com)
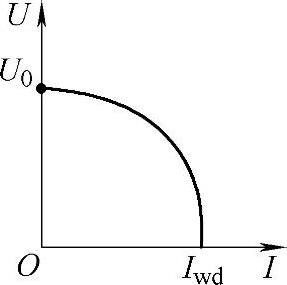
图4-10 陡降外特性
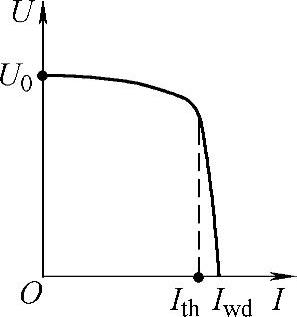
图4-11 恒流外特性
4.复合负反馈
复合反馈是指在弧焊电源外特性控制中既采用电压负反馈,又采用电流负反馈。采用复合反馈可分为若干种情况:
(1)同时采用电压、电流负反馈 在弧焊电源外特性控制中,同时采用电压和电流负反馈。当弧焊电源给定信号Ugu、Ugi一定时,根据式(4-8),可得

式(4-11)表明,弧焊电源的外特性为一斜率为负的直线。
因为,If=0时,Uf为空载电压U0,所以外特性方程为

相应的弧焊电源外特性形状如图4-12所示,改变n/m或K2/K1值,可改变外特性下降的斜率。
(2)分段采用恒压与电流截止负反馈 在弧焊电源外特性控制中,可以分段采用不同的反馈控制,而获得所需要的外特性形状。例如,以一定的电流值作为阈值Ith,当弧焊电源输出电流小于阈值Ith时,采用电压负反馈,弧焊电源输出特性为恒压特性;当电源输出电流大于阈值Ith时,采用电流负反馈,弧焊电源输出特性为恒流特性,则弧焊电源外特性形状如图4-13所示。
此种外特性控制可以用于熔化极气体保护焊的恒压外特性控制中,对电源输出的最大电流进行限制。将允许的最大焊接电流作为阈值电流Ith,正常电流输出情况下,弧焊电源的外特性是恒压特性,当焊接电流达到弧焊电源最大允许输出电流Ith时,转入恒流外特性段,使焊接电流不再增大。
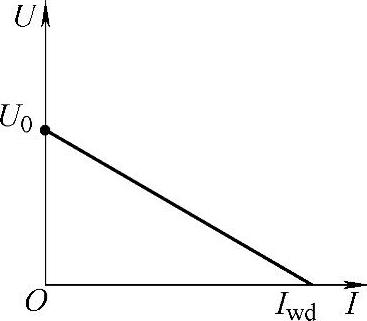
图4-12 斜外特性
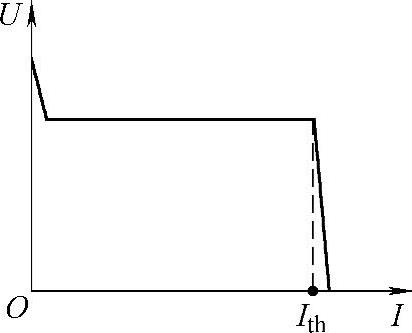
图4-13 平特性与恒流外特性的组合
(3)分段组合反馈 可以分段采用电流截止负反馈和电流与电压的复合负反馈。这种控制常用于焊条电弧焊恒流外拖特性的控制中。例如,在焊条电弧焊时,当弧焊电源输出电压较低时,可以认为是进入短路状态,此时需要较大的焊接电流,因此,可以设定某个输出电压(一般为8~15V)为阈值Uth,当弧焊电源的输出电压大于阈值Uth时,采用电流截止负反馈,弧焊电源的外特性为恒流特性;而电压小于阈值Uth时,同时采用电流负反馈和电压负反馈,弧焊电源的外特性为斜特性;弧焊电源外特性的形状如图4-14a所示。
也可以在电压小于阈值Uth时,采用电压负反馈,电源的输出特性为恒压特性;当电流大于事先确定的阈值电流Ith时,采用强的电流负反馈,获得恒流特性;该阈值电流Ith就是所要控制的最大短路电流值Iwd,其外特性曲线形状如图4-14b所示。
复合反馈控制可以任意进行组合,从而获得所需要的各种形状的外特性曲线,例如,熔化极脉冲电弧焊中常用的恒压特性与恒压特性、恒流特性与恒压特性、恒流特性与恒流特性以及恒压特性与恒流特性的组合等。
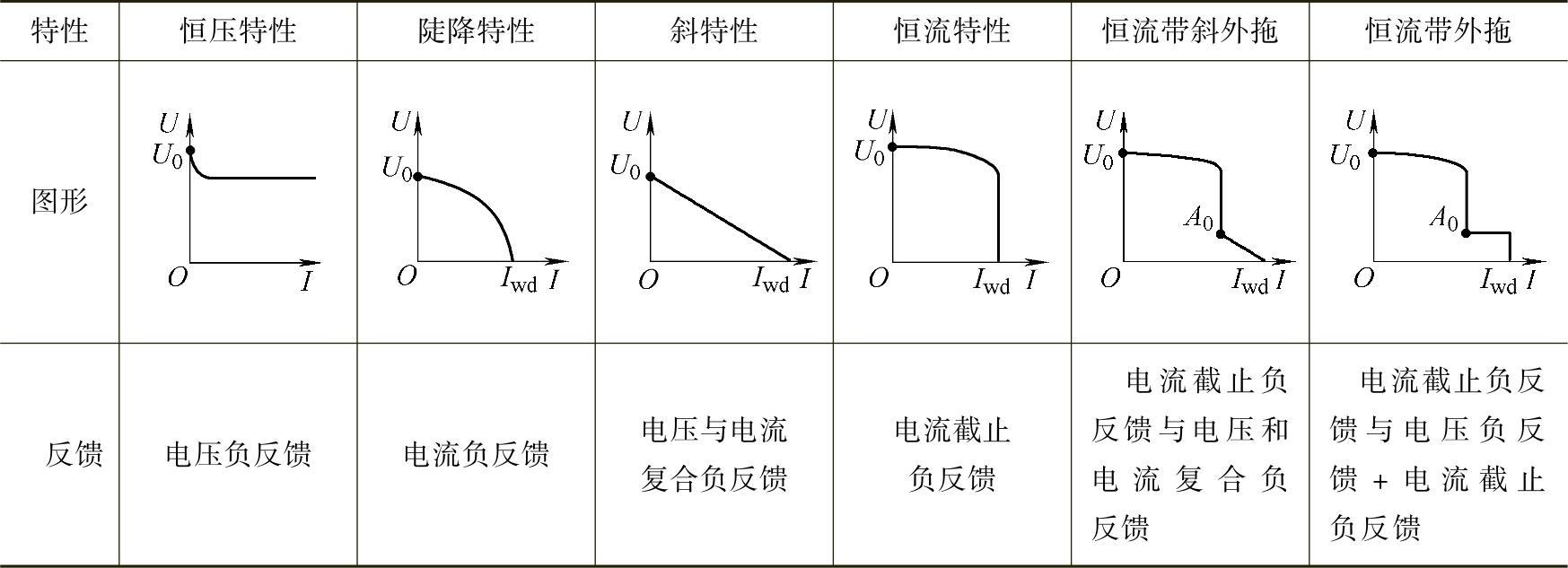
综上所述,在电子控制型弧焊电源中,外特性的形状是依靠电压、电流负反馈及其组合形式来控制的。表4-1列出了常用弧焊电源外特性形状与选用的负反馈控制之间的关系。
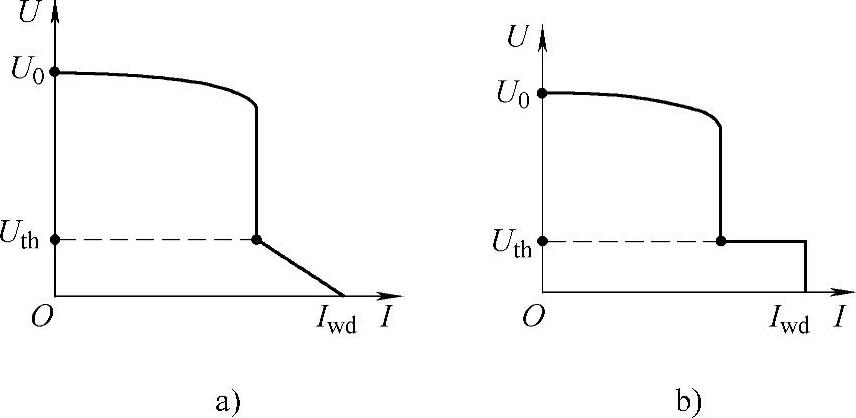
图4-14 恒流带外拖外特性
a)带斜外拖外特性 b)带恒流外拖外特性
表4-1 常用弧焊电源外特性形状与负反馈控制