8.6 双丝MIG焊协同控制
2026年01月15日
8.6 双丝
MIG焊协同控制
为了提高焊接效率,更多地采用多丝焊,目前最常用的是双丝MIG/MAG焊,其中,TENDEM双丝MIG/MAG焊技术,在焊接2~3mm薄板时,焊接速度可以达到7m/min;焊接8mm以上厚板时,焊接熔敷率可以达到30kg/h。该工艺方法可以用于碳钢、低合金钢、不锈钢、铝合金等材料的焊接。
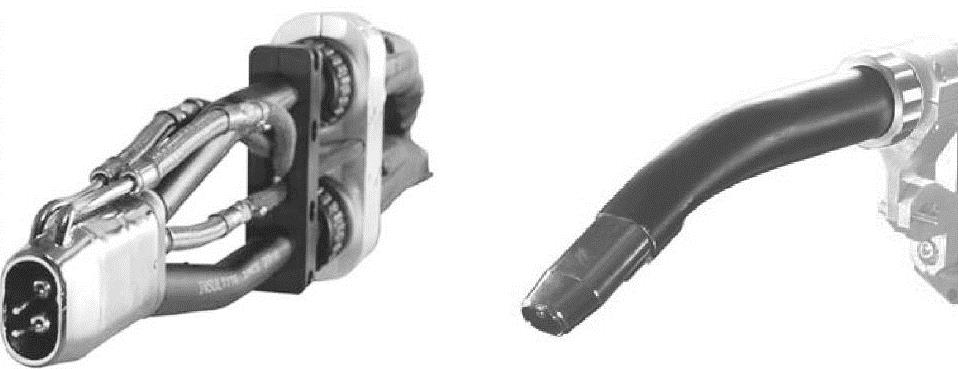
TANDEM双丝焊接系统由两台弧焊电源、两台送丝机、一只双丝焊接专用焊枪(见图8-29)及协同控制器等组成。一般采用自动焊,可以与焊接自动化专机或者焊接机器人相配合使用。两台送丝机分别通过送丝软管将两根焊丝送进焊枪两个独立的导电嘴中,每个焊丝与工件分别形成电弧,但是焊接熔池是同一个。
 (https://www.daowen.com)
(https://www.daowen.com)
图8-29 两种双丝焊专用焊枪
TANDEM双丝焊接系统及双丝焊电流波形如图8-30所示。TANDEM双丝焊接的两台弧焊机设定为主从设定模式,通过协同控制器控制两台焊机输出交替脉冲电流,也就是说,当某一个电弧为脉冲电流时,另一个电弧则为基值电流,相互交替。从而避免双电弧之间的相互干扰,实现稳定的双丝脉冲MIG/MAG焊接。该焊接工艺方法中,充分利用电弧能量,两根焊丝互相预热,可以大大提高熔敷率。焊接中一前一后两个电弧,加长了熔池尺寸,熔池中的气体有充分的时间逸出,形成焊接气孔的倾向降低。由于双丝电弧能量大,可以大大提高焊接速度,从而使工件实际的热输入量减小,焊接变形小。
目前,德国克鲁斯(CLOOS)公司、奥地利福尼斯(Fronius)公司都提供TANDEM双丝焊接系统。
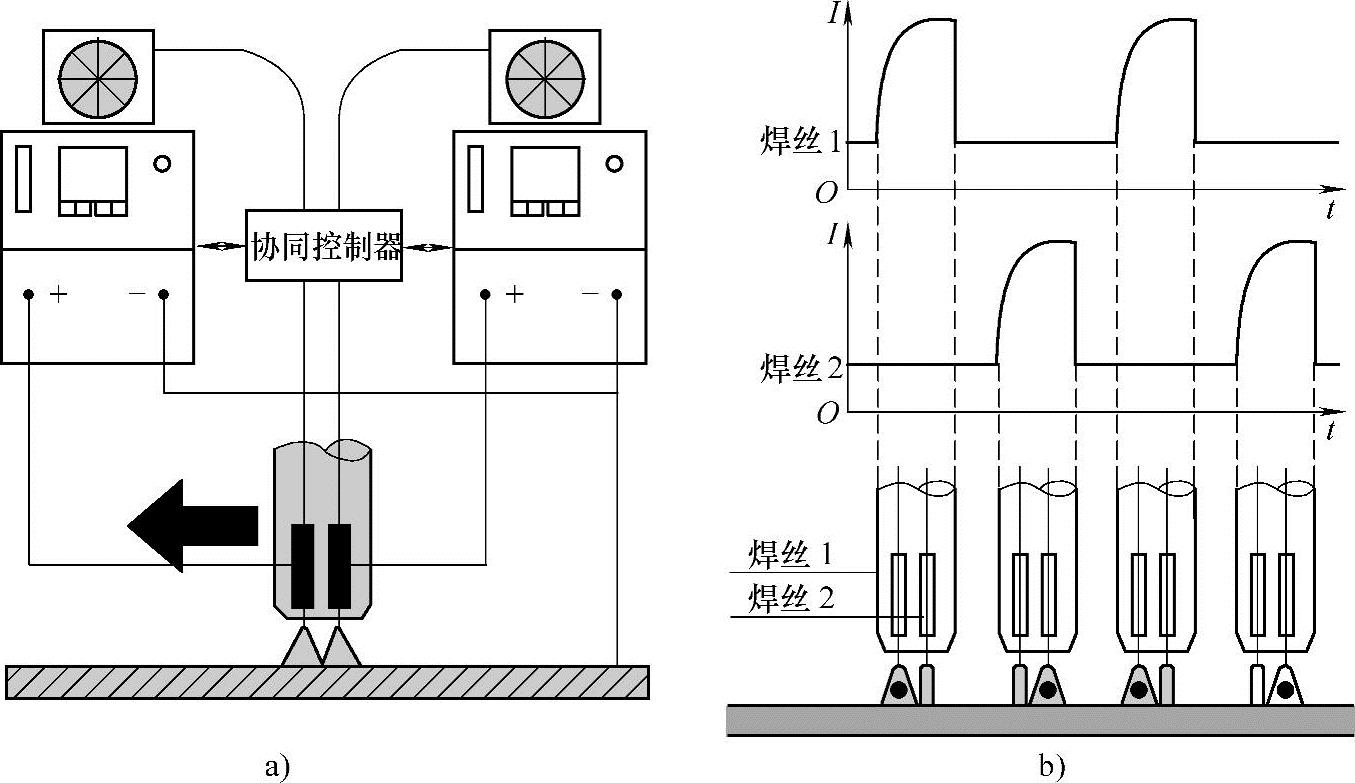
图8-30 TANDEM双丝焊接系统及双丝焊电流波形
a)焊接系统 b)电流波形