7.5.3 焊机的人机交互
2026年01月15日
7.5.3 焊机的人机交互
图7-35所示是焊机的前面板照片,根据人机交互功能,可以将其分为七部分:
1)调节旋钮。调节各个参数值。所需调节的旋钮指示灯亮时,可以调节对应项的参数。
2)参数选择键1。选择板厚、焊脚尺寸、焊接电流、送丝速度等。
3)参数选择键2。选择弧长、熔滴过渡/电弧推力、电弧电压、焊接速度等。
4)焊丝直径选择。选择所用的焊丝直径(0.8~1.6mm)。
5)焊丝材料选择。选择焊接所采用的焊丝及保护气体。
6)焊枪操作模式选择。选择两步、四步、特殊四步及定位焊等焊枪操作模式。
特殊四步:在特殊四步模式下,按下开关为起弧电压与电流;松开开关,为电弧电压与电流,再按下开关转为收弧电压与电流;再松开开关转到回烧去球,停止焊接。(https://www.daowen.com)
定位焊:设定定位焊时间,按下开关提供电弧电压与电流,当定位焊时间到,则自动转到回烧去球,停止工作;再次按下开关,重复上面的工作,主要用于需要精确控制的短焊缝焊接。
7)焊接方式选择。选择焊条电弧焊、氩弧焊、气体保护焊、脉冲MIG/MAG焊。
焊条电弧焊:可设定焊接电流、引弧电流及调节焊机输出特性。
氩弧焊:采用划擦引弧,可调节焊接电流,收弧电流等参数。
气体保护焊:可设定焊接电流与电弧电压;可选择一元化协同控制或非一元化、参数分别调节的操作模式;可以调节电感等。
脉冲MIG/MAG:可设定焊接电流与电弧电压的一元化协同控制,可自动调节脉冲峰值、基值与频率;可以调节电感;可调节脉冲峰值与峰值时间等;通过调节遥控盒上的旋钮可调节电弧长度控制。
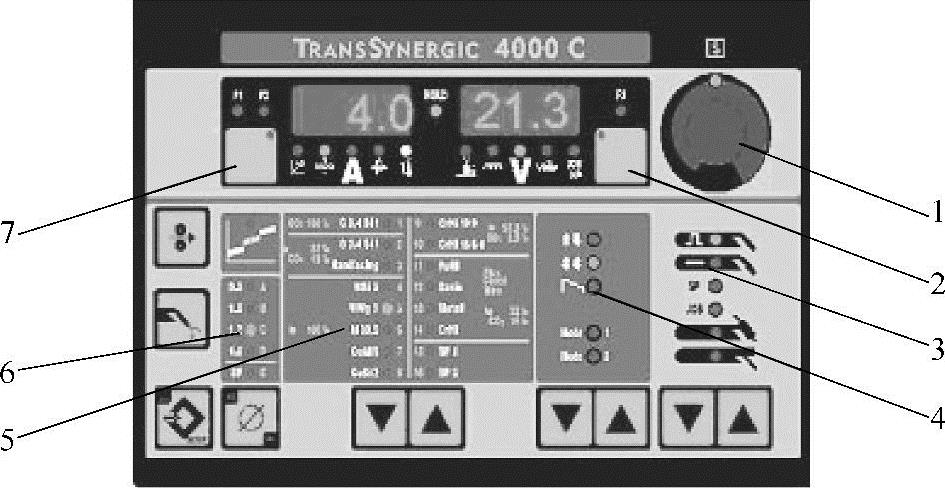
图7-35 TPS5000焊机面板图
1—调节旋钮 2—参数选择键2 3—焊接方式选择 4—焊枪操作模式选择 5—焊丝材料选择 6—焊丝直径选择 7—参数选择键1