4.2.1 PID控制原理
在现代弧焊电源中最常用的控制策略是传统的PID控制策略,其原理如图4-2所示。
PID控制是指比例(P)控制、积分(I)控制和微分(D)控制。其控制的数学模型见下式:

式中 Kp——比例增益;
Ti——积分时间常数;
Td——微分时间常数。
式(4-1)表明,系统控制量u(t)是偏差e(t)的比例、积分、微分控制的组合。
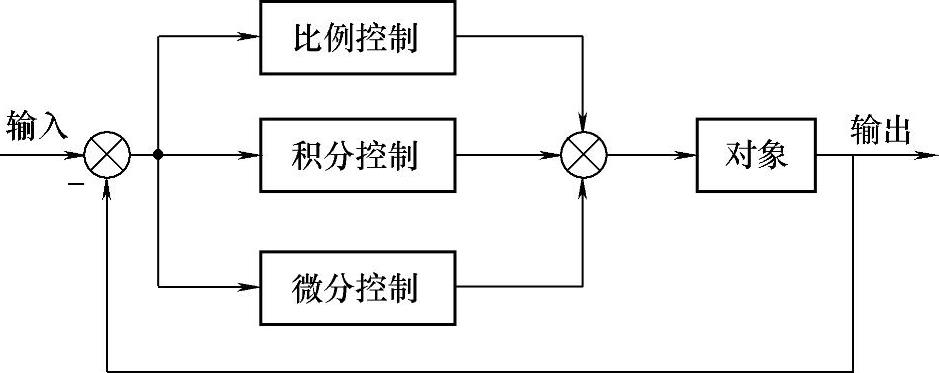
图4-2 PID控制原理
PID控制蕴藏了现代弧焊电源输出电压、电流动态控制过程中过去、现在和将来的主要信息。其中比例(P)控制代表当前的信息,起纠正偏差的作用,使弧焊电源输出电压、电流的动态响应迅速,是对于偏差e的即时反应;微分(D)控制是按偏差变化的趋势进行控制的,有超前控制的作用,代表将来的信息,在电压、电流动态调节过程开始时强迫弧焊电源系统进行动态调节,在动态调节过程结束时减小超调,克服振荡,提高弧焊电源系统的稳定性;积分(I)控制代表过去积累的信息,能消除弧焊电源输出电压、电流的静态偏差,改善弧焊电源输出的静特性。
PID三种控制配合得当,可以使弧焊电源输出电压、电流动态调节过程快速、准确、平稳。(https://www.daowen.com)
PID控制是传统的控制策略,无论在模拟控制或数字控制中都得到了广泛的应用,即模拟PID控制与数字PID控制。在现代弧焊电源中要根据具体情况和要求,来选用PID的控制策略,可以单独采用P控制、I控制、D控制,也可以采用PI、PD以及PID控制。
在PID控制中,Kp、Ti、Td等参数直接影响着弧焊电源系统的动态性能,可以采用理论分析或实验方法来确定PID的参数。采用理论分析方法确定PID的参数往往需要有被控对象的精确数学模型。但是由于弧焊过程非常复杂,其精确的数学模型很难得到,因此弧焊电源中的PID控制参数常常采用理论与实验相结合的方法来获得。
在确定PID控制参数时,应注意以下几点:
1)增大比例增益Kp,往往使整个弧焊电源系统的开环增益增大,有利于加快系统的响应,减小系统的稳态误差;但Kp过大,会使系统有较大的超调,并产生振荡,使系统稳定性变坏。
2)增大积分时间常数Ti,将减小超调,减小振荡,弧焊电源系统输出电压、电流的动态过程平稳性得到改善,但会使系统的快速性变差,并将减慢系统静态误差的消除。
3)增大微分时间常数Td,将减小超调,加快弧焊电源系统的动态响应,提高系统的快速性、稳定性,但减弱系统抑制扰动的能力,使弧焊电源系统的稳态误差增大。
在整定PID参数时,应参考上述参数的特点,先比例、后积分、再微分,其步骤如下:
1)首先加入比例部分,将Kp由小变大,并观察相应的弧焊电源输出电压、电流响应,直至性能指标满足要求为止。
2)如果静态误差不能满足要求,需要加入积分环节。首先取较大的Ti值,并略降低Kp(如为原来值的0.8倍);然后,逐步减小Ti,反复调整Ti和Kp,直至得到满意的弧焊电源输出电压、电流的动态性能,且静态误差得到消除为止。
3)若经反复调整,系统动态过程仍不满意,可加入微分环节。Td从零开始,随后逐步增大。同时反复改变Kp和Ti,反复调整三个参数,最后得到一组合适的参数。
因为比例、积分、微分三个环节的控制作用,相互可以调节,相互可以补偿,不同的PID控制参数组合可以获得相同的弧焊电源输出电压、电流的动态响应特性,所以PID控制的参数并不是唯一的。