3.6.1 高速工具钢退火质量控制
2025年09月19日
3.6.1 高速工具钢退火质量控制
高速工具钢在锻造后或经淬火返修后都需要进行退火处理。高速工具钢的Ac1为820~840℃,退火温度需略高于Ac1。退火的保温时间根据装炉量等情况来定,一般应在3~4h之间。保温后可采用10~20℃/h的速度冷却至550℃以下出炉,也可采用冷至740~760℃时停留4~6h、再冷至550℃以下出炉的等温退火方法。图3-1所示为高速工具钢等温球化退火工艺曲线。为了缩短退火周期,提高退火质量,也可以采用高速工具钢高温退火工艺(见图3-2),即将退火温度由原先的840~860℃提高到880~920℃。普通的退火方法由于加热温度较低,虽然保温时间长,但高速工具钢仍然不能进行充分的再结晶,钢材不能充分软化,如果采用高温退火,则相变可以瞬间完成且相变进行得很充分,显微组织还可进行完全再结晶,因而钢材能够充分软化。
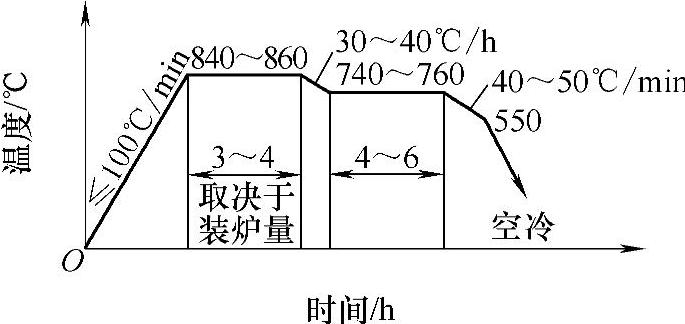
图3-1 高速工具钢等温球化退火工艺曲线
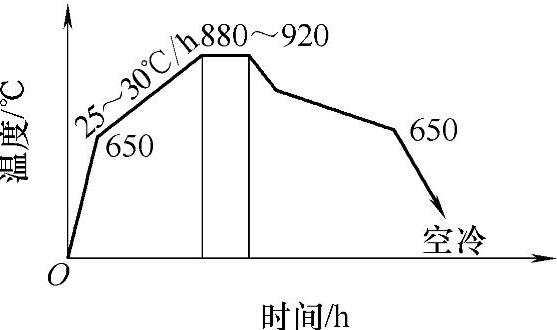
图3-2 高速工具钢高温退火工艺曲线
由图3-2可见,高温退火工艺的冷却阶段的保温时间几乎被取消,因而退火周期大大缩短。高温退火后的高速工具钢的硬度比普通退火的低,切削性能更好,切削效率还可以提高20%。