4.9.3 模具渗氮缺陷分析与对策
一般热作模具钢(回火温度为550~650℃)都可以在淬火、回火后以低于回火温度的温度进行渗氮,一般碳素钢和低合金钢在制作塑料模具时可以在调质后的回火温度下进行渗氮,一些特殊要求的冷作模具钢也可以在渗氮后再进行淬火、回火处理。模具钢由于工艺不正确或操作不当,渗氮时常出现渗氮硬度低、渗层浅、硬度不均匀、表面有氧化色、渗氮层不致密、表面出现网状和针状氮化物等缺陷,因此严重影响模具的使用寿命。
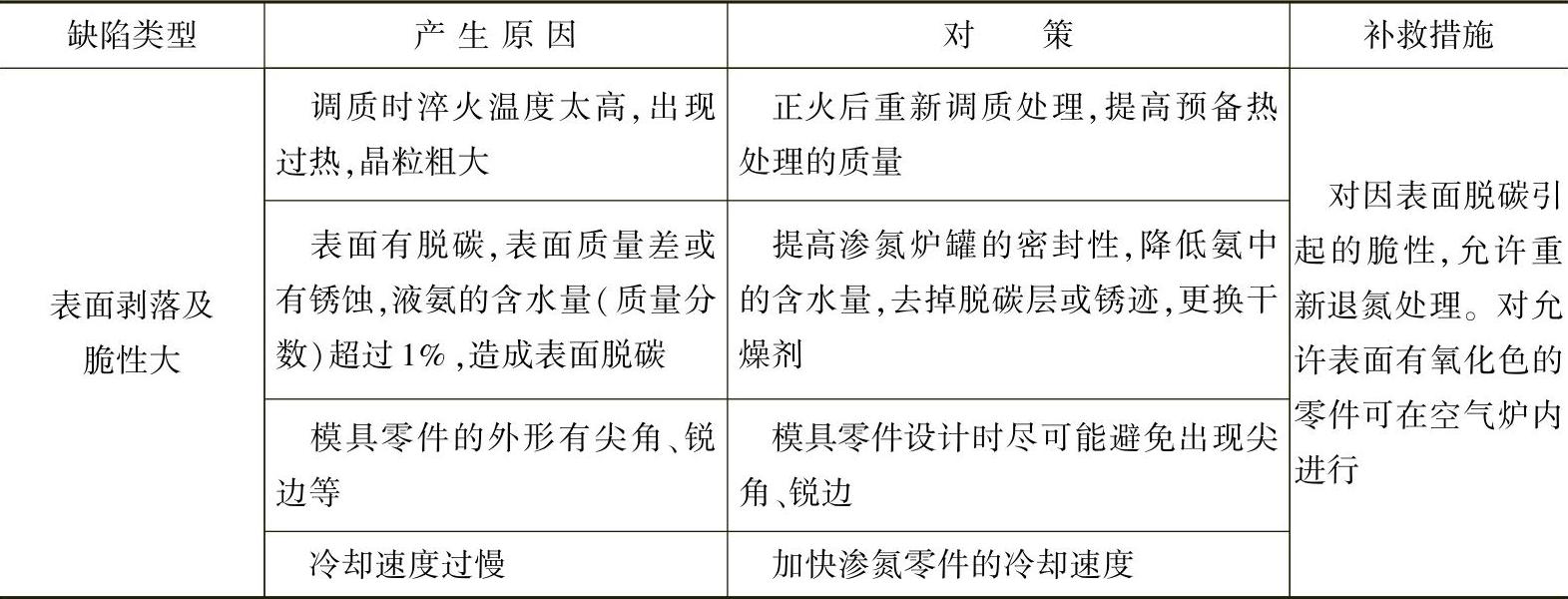
模具渗氮缺陷原因分析与对策见表4-32。
表4-32 模具渗氮缺陷原因分析与对策
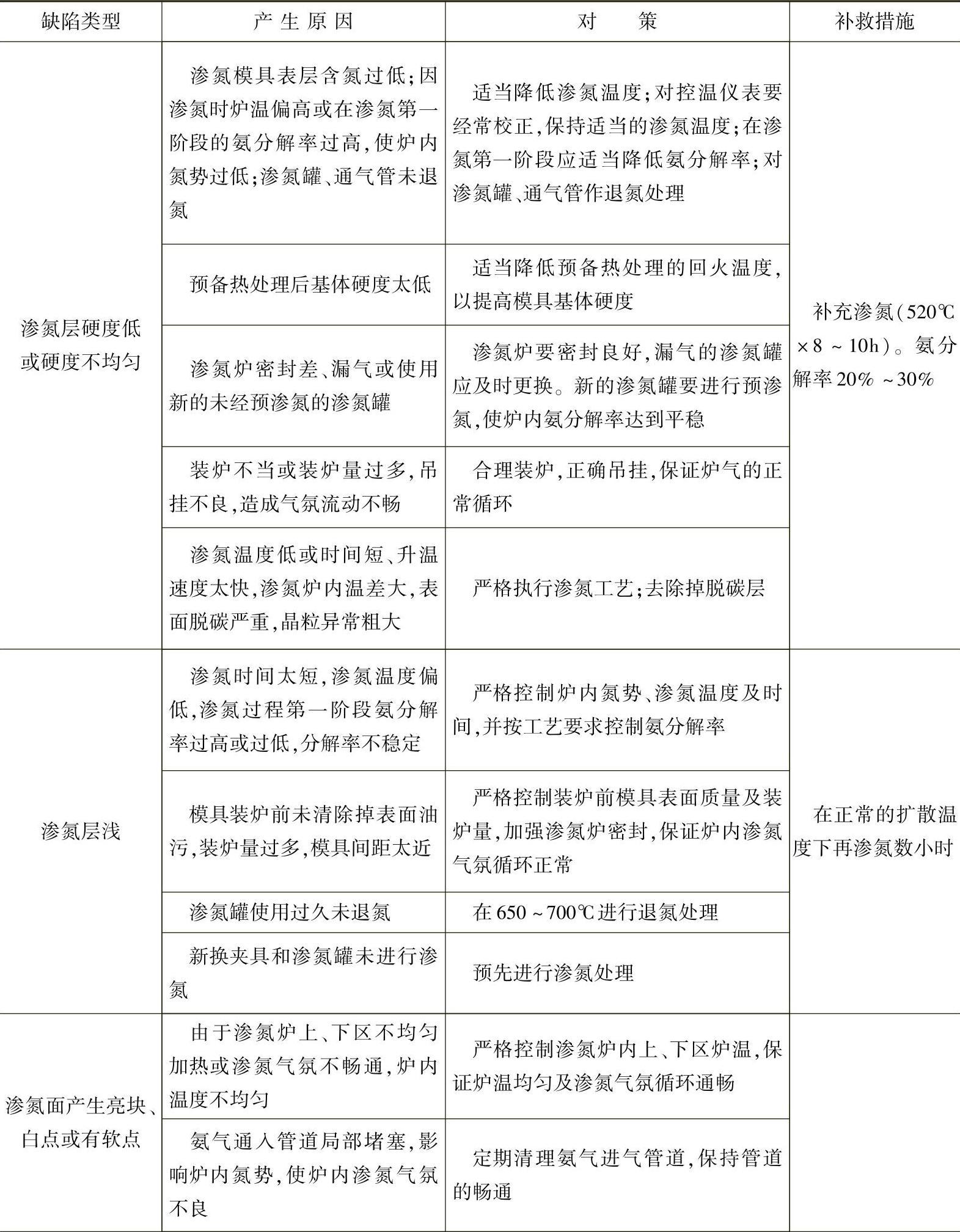
(续)
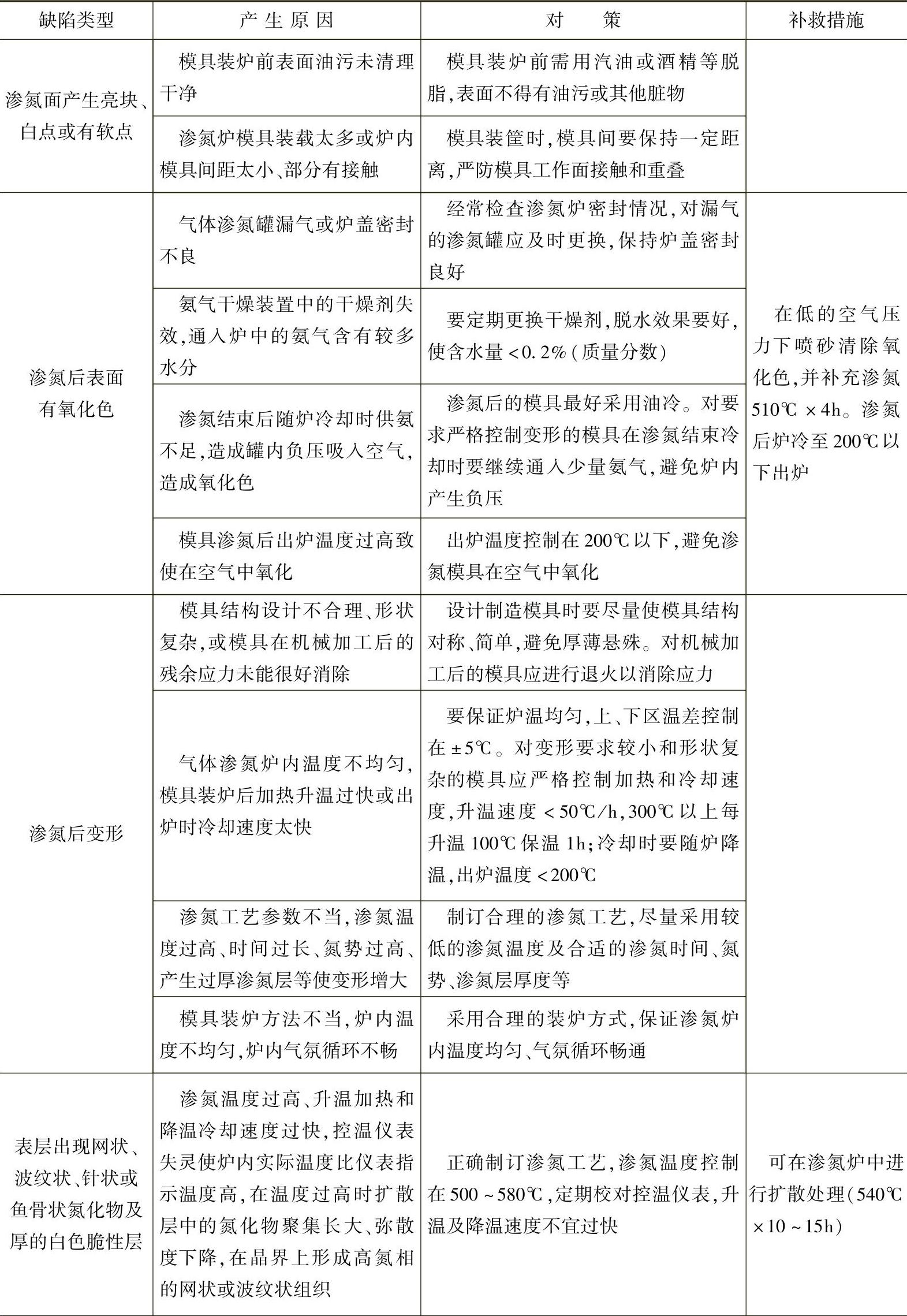
(续)
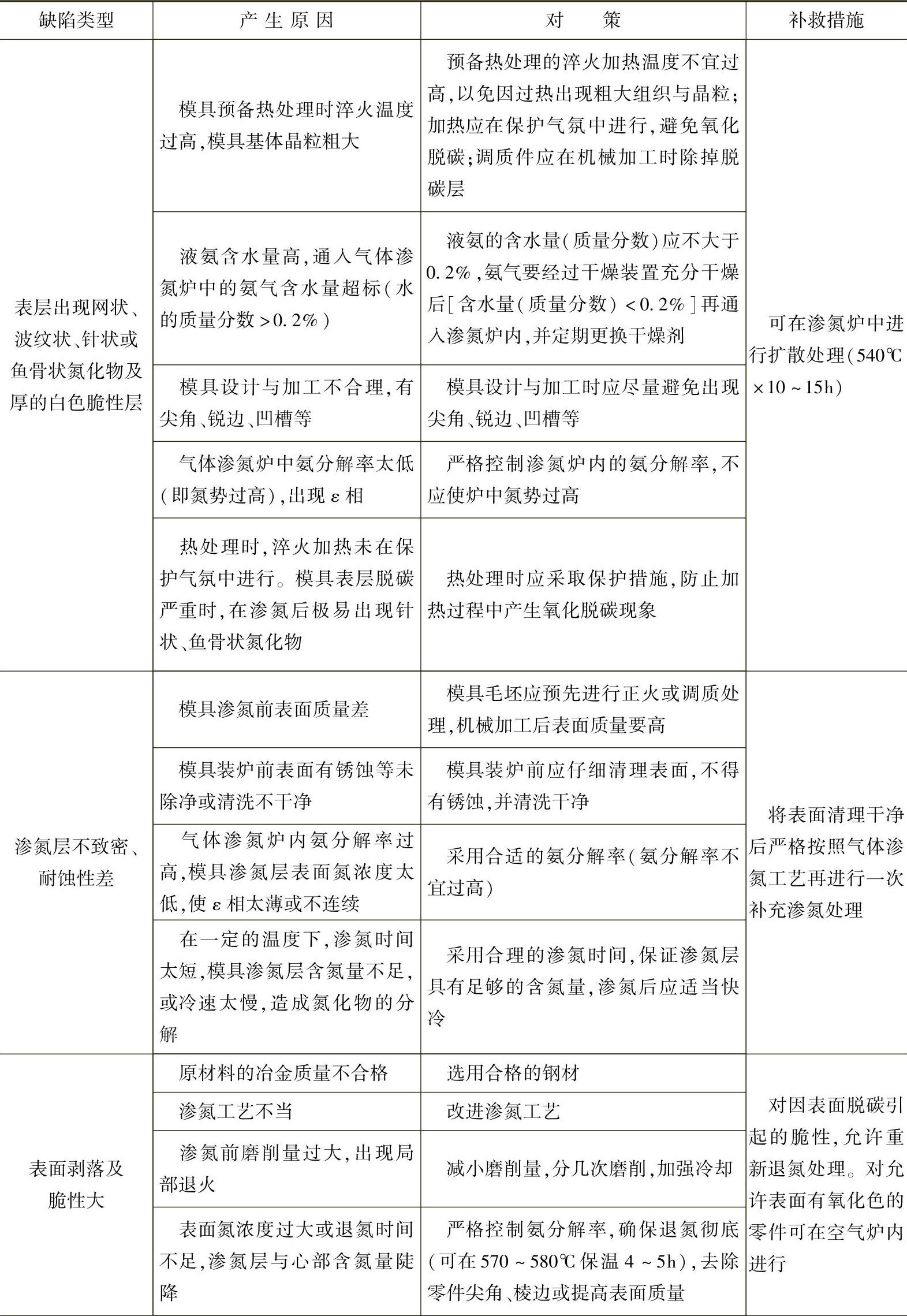
(续)