2.3.1 低淬透性冷作模具钢
低淬透性冷作模具钢中,使用最多的是碳素工具钢和轴承钢GCr15。表2-8所示为典型钢种的化学成分和相对性能。
表2-8 典型钢种的化学成分和相对性能
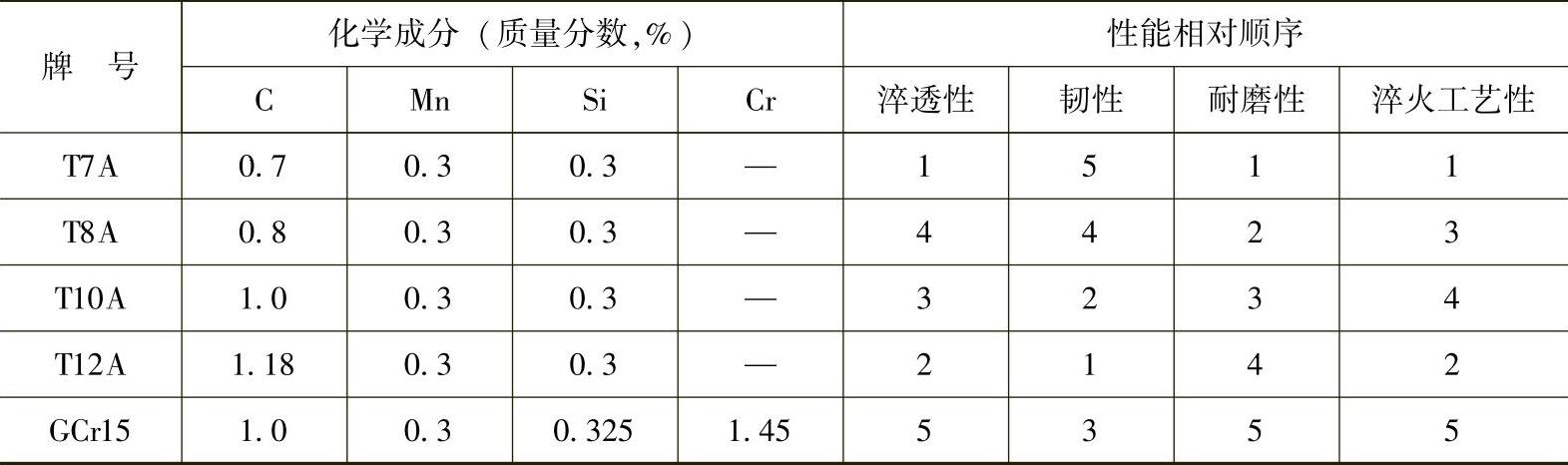
注:性能相对顺序1→5,表示性能由低→高。
1.碳素工具钢
(1)力学性能 同一种碳素工具钢材料,它的力学性能主要取决于淬火、回火工艺。
1)淬火温度的影响。提高淬火温度,淬火马氏体变粗,钢的韧性下降,如图2-1所示。但是适当的提高钢的淬火温度,可提高碳素钢的淬透性,提高模具的硬化层深度,提高模具的承载能力,如图2-2所示。因此,对于直径较小容易淬透的小型模具,可采用较低的淬火温度(760~850℃)。应当指出,对于形状较复杂的碳素工具钢冷作模具,较高的淬火温度会导致模具残余应力较大,从而产生出现裂纹的倾向。
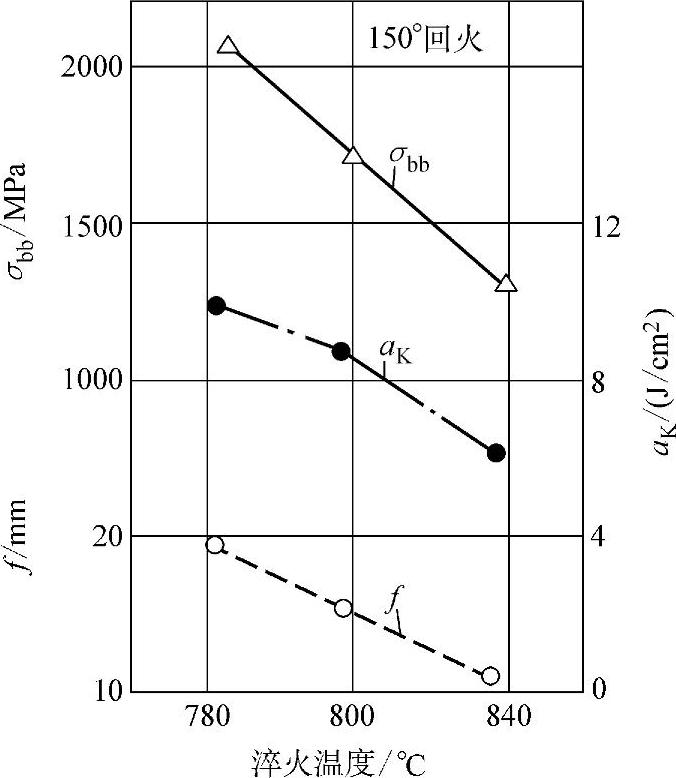
图2-1 T10A钢的淬火温度对强韧性的影响
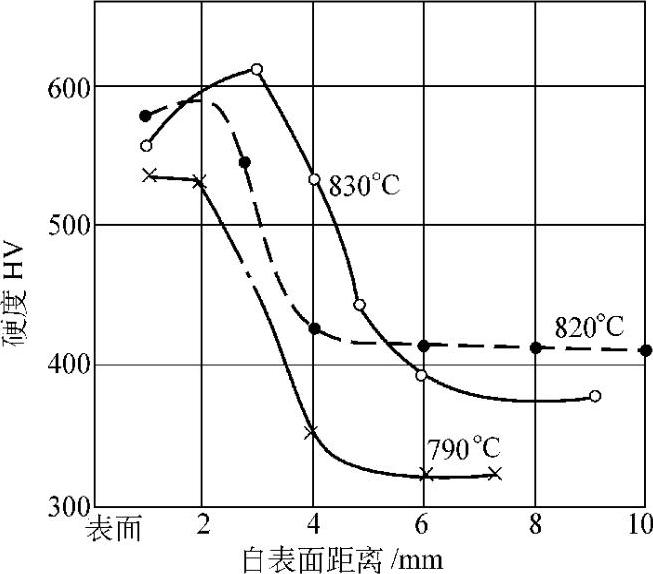
图2-2 淬火温度对T8钢(ϕ31mm)淬硬层深度的影响
在正常淬火情况下,碳素工具钢的耐磨性随着含碳量的增大而提高,这是残余碳化物增多之故。
2)回火温度的影响。碳素工具钢的力学性能与回火温度的关系如图2-3所示。硬度随回火温度的升高而下降,但在低温区(150~200℃)回火,硬度下降不多,当回火温度超过200℃,硬度才明显下降。当回火温度在220~250℃之间抗弯强度达到最大值。但是碳素钢的扭转冲击实验表明,在200~250℃回火时,会发生回火脆性,导致韧性下降。因此,韧性要求较高的碳素工具钢模具应避免在此高温下回火。而承受弯曲机抗压载荷的碳素工具钢仍可采用220~280℃回火,以获得高抗弯强度,提高模具的使用寿命。
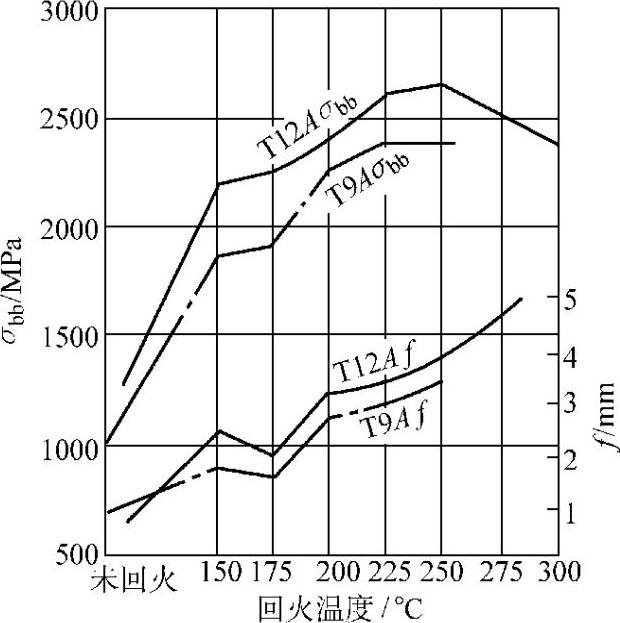
图2-3 碳素工具钢力学性能与回火温度的关系(正常淬火)
(2)工艺性能
1)锻造性能。碳素工具钢的变形抗力小,锻造温度范围宽,锻造工艺性良好。如图2-3所示。对于T10A钢、T12A钢锻造时,必须严格控制终锻温度,若终锻温度过高,冷却速度过缓,容易出现网状二次渗碳体,从而增加模具淬火开裂、磨削裂纹及使用时出现脆性的倾向。一般锻后采用空冷的方法抑制网状碳化物的析出,采用合适的锻造比(>4)也有利于细化碳化物。
2)预处理工艺性。为了消除锻坯的锻造应力,细化组织,降低硬度,便于切削加工以及为淬火做好组织准备,必须进行预备热处理。预备热处理一般采用等温球化退火,退火工艺为:加热温度750~770℃,等温温度680~700℃。退火后组织应为4~6级的球状珠光体,硬度小于197HBW。
当钢坯锻造后出现晶粒粗大或网状碳化物时,应首先进行正火后等温球化处理。正火工艺见表2-9。
表2-9 碳素工具钢的正火工艺
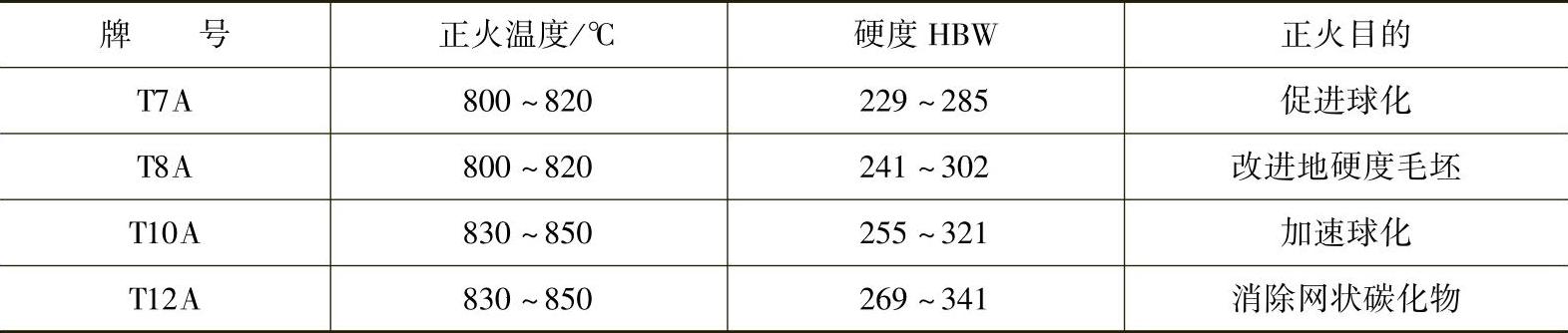
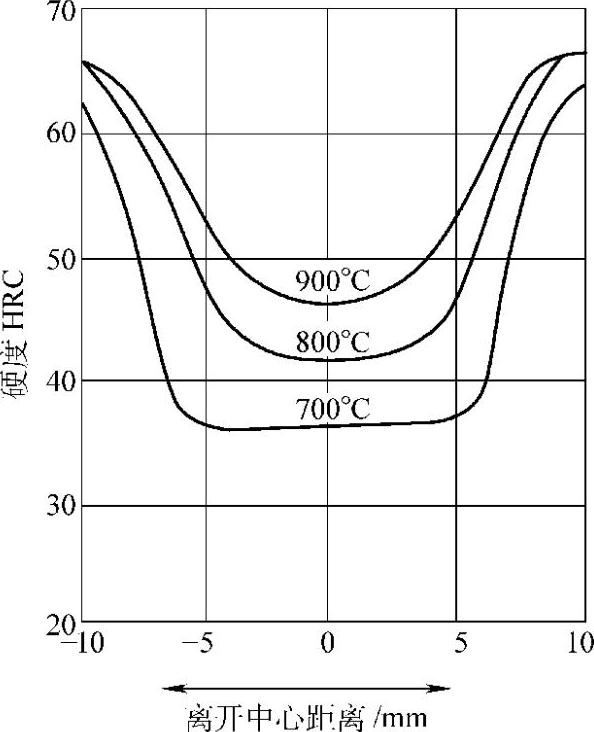
图2-4 T10A钢淬火硬度沿截面分布情况(https://www.daowen.com)
3)淬透性。碳素工具钢的淬透性较低,根据一般性的经验,截面小于4~5mm油冷可淬透;5~15mm必须水冷才可淬透,超过20mm,水冷液不能淬透。图2-4所示为T10A钢淬火后截面的硬度分布情况。由图可见,T10A钢的韧性较差,应用此类钢制作型腔模具时,型腔可采用喷水冷却。
4)淬火变形。由于碳素工具钢淬透性差,大部分碳素结构钢制模具必须使用各种盐水和碱水溶液等强淬火冷却介质,因而易产生淬火变形。淬火后模具变形量的大小和模具尺寸、热处理工艺、钢的含碳量有很大关系。在常规热处理工艺条件下,T7A钢制模具的变形倾向一般表现为胀大,而T8A、T10A、T12A钢制模具,除截面很小的薄板等水淬后出现胀大变形之外,大部分中小截面(10~50mm)的模具,淬火变形主要表现为尺寸收缩,含碳量高的T12A钢制模具收缩量最大。
掌握碳素工具钢淬火变形规律,可以采用适当的方法,使很多在使用过程中因正常磨损而尺寸超差的零件返工修复。例如,用T10A、T12A钢制的冷拔模具、拉深模具,在工作中磨损超差后,可先经高温回火,然后重新按常规淬火,可自动进行缩孔恢复。
(3)应用范围 碳素工具钢在退火状态下硬度较低,有较好的可加工性能。通过热处理淬火回火工序可以获得较高的硬度,具有一定的耐磨性。但该类钢淬透性较差,淬火变形大,耐磨性不高。因此,碳素工具钢适宜制作尺寸较小、形状简单、负荷较轻、生产批量不大的冷作模具,其中,T10A钢是性能较好、应用最广的代表性钢种,常用来制作小型切边模、落料模以及小型拉深模具。
2.GCr15钢
虽然GCr15钢是专用轴承钢之一,但也常用来制造冷作模具,如落料模、冷挤压模和冷成形模等。该钢具有过共析成分,并加入少量的铬以提高淬透性和耐回火性。通过适当的热处理可以获得高硬度、高强度和良好的耐磨性,并且淬火变形小。
(1)钢的力学性能 GCr15钢的正常淬火加热温度为830~860℃,多采用油冷淬火,最佳淬火加热温度为840℃,淬火后硬度可达63~65HRC。在高于860℃淬火时,由于残留奥氏体量的增加和奥氏体晶粒的粗化,其淬火硬度趋于降低,钢的强度和塑韧性也明显下降。因此,830~860℃是合适的淬火温度范围。在实际生产中,根据模具有效截面尺寸和淬火介质的不同,淬火温度一般稍有差别。如尺寸较大或用硝盐分级淬火的模具,宜选用较高的淬火温度(840~860℃),以便提高淬透性,获得足够的淬硬层深度和较高的硬度;尺寸较小或用油冷却的模具,一般选用较低的淬火温度(830~850℃);相同规格的模具,在箱式炉中加热温度应比盐浴炉中稍高。
GCr15钢的正常淬火组织有隐晶马氏体、均匀分布的球状碳化物、以及少量的残留奥氏体组织[碳化物数量(体积分数)约占7%~8%,残留奥氏体<8%,马氏体中碳元素的质量分数为0.5%~0.6%]。
图2-5和图2-6分别表示GCr15钢的硬度和冲击韧度与回火温度的关系。由图可知,随着回火温度升高,回火后的硬度逐渐下降。由于其耐回火性高于碳素工具钢,因而在200~220℃回火后,GCr15钢仍能保持硬度约为60HRC。GCr15钢在160~200℃回火后,主要因为淬火应力降低,马氏体过饱和度减少,而使其冲击韧度明显提高。当回火温度超过200℃后,则将进入第一类回火脆性区。所以,GCr15钢的回火温度一般为160~180℃。另外,GCr15钢在正常淬火低温回火状态,还具有较高的抗压强度。
(2)工艺性能 GCr15钢的可锻性较好,锻造温度范围宽,网状碳化物析出倾向性小。锻造工艺一般为:加热温度1050~1100℃,始锻温度1020~1080℃,终锻温度850℃,锻后空冷。锻后组织为细片状珠光体,允许有细小网状碳化物出现。这样的组织可以不经正火直接进行球化退火。
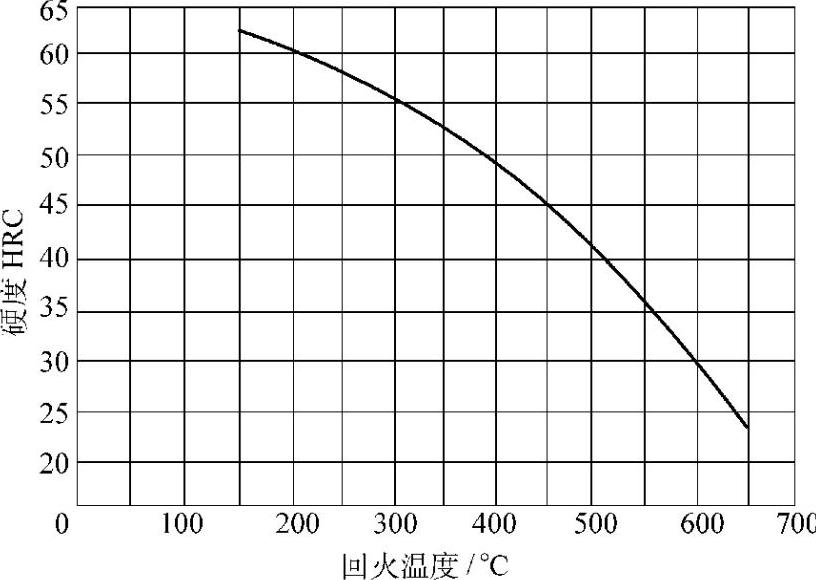
图2-5 GCr15钢回火温度与硬度的关系(840~850℃油淬)
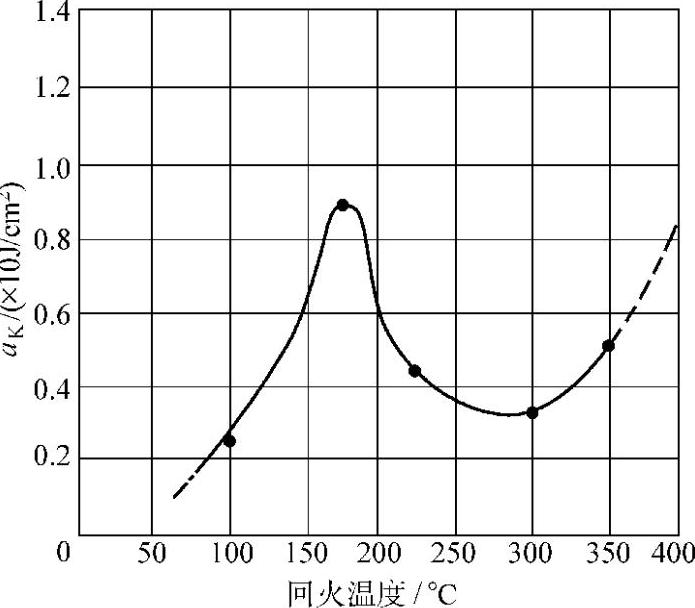
图2-6 GCr15钢回火温度与冲击韧度的关系
如果锻造工艺不当,如终锻温度过高,锻后冷速过慢,则碳化物将沿奥氏体晶界明显析出,结果将形成粗大网状碳化物;又如终锻温度过低,沿晶界析出的碳化物将和奥氏体晶粒一起顺着变形方向被拉长,使碳化物呈条状。这两类碳化物均不能通过球化退火工序加以改变,必须在球化退火之前,通过正火方法进行消除,这样才能保证球化退火质量并赋予模具良好的热处理性能。
GCr15钢正火加热温度一般为900~920℃,冷却速度≥40~50℃/min。小型模坯可在静止空气中冷却;较大模坯可采用吹风或喷雾冷却;直径>200mm的大型模坯可在热油中冷却至表面温度为200℃时取出空冷。后一种冷却方式形成的内应力较大,容易开裂,应立即进行球化退火或补加一道去应力退火工序。
GCr15钢的球化退火工艺为:加热温度770~790℃,保温2~4h,等温温度690~720℃,等温时间4~6h。退火后组织为细小、均匀的球状珠光体,硬度为217~255HBW。具有良好的可加工性能。
GCr15钢淬透性较好(油淬临界淬透直径为25mm),油淬情况下获得的淬硬层深度与碳素工具钢水淬的相近。在球化退火组织符合要求的条件下,淬火温度范围宽,过热倾向小,残留奥氏体少,淬火变形小,容易获得稳定的热处理质量。
GCr15钢在正常淬火、低温回火状态下还具有较高的抗压强度,用它制造冷挤压凸模具有较长的使用寿命。
3.低淬透性冷作模具钢的热处理工艺
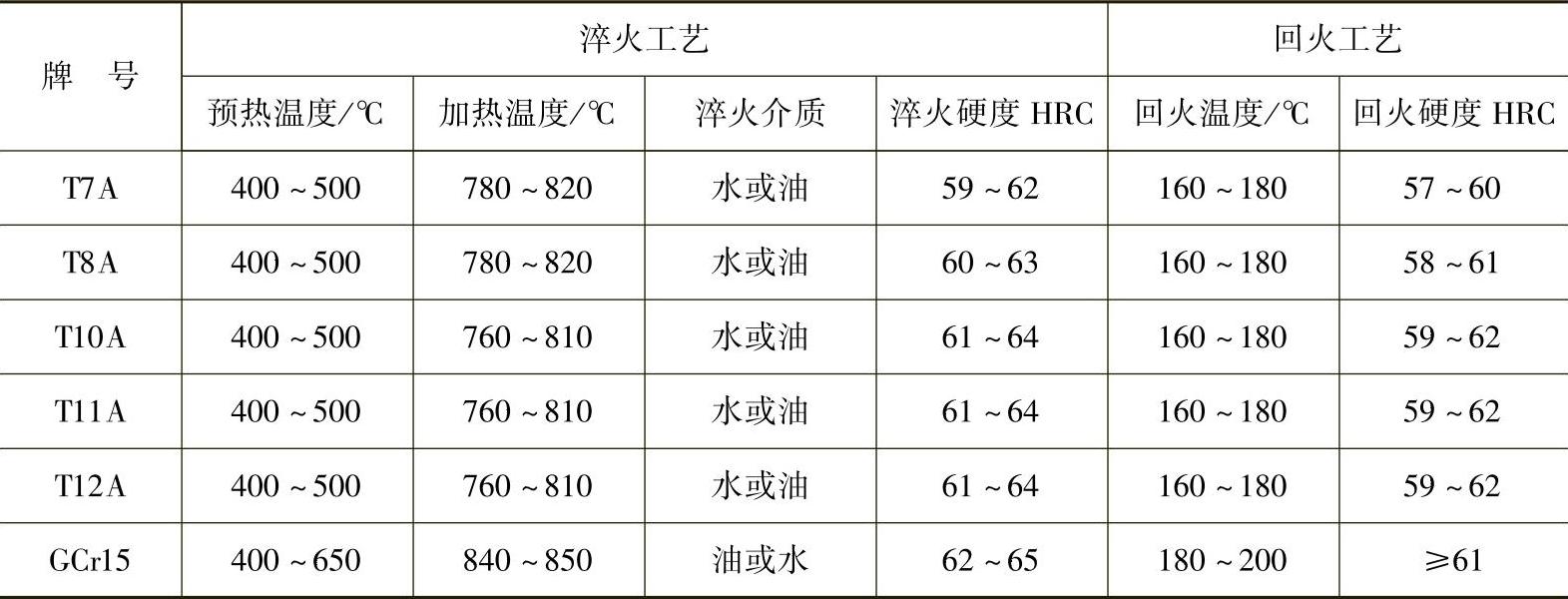
常用低淬透性冷作模具钢的常规热处理工艺可参照表2-10。
表2-10 常用低淬透性冷作模具钢的热处理工艺