2.3.2 Installation of Negative Loop Pipe and Box C...
1)Negative loop pipe assembly
The positioning of the first ring of negative loop pipe is very important when the negative loop pipe is assembled,which plays the role of datum for the assembly of the rear segment.During the lining assembly of the first ring of negative loop pipe piece,the lining of the falling block shall be positioned horizontally at the lower part of the shield shell.The outer arc surface of the lining shall be reserved with the shell with the building gap,and the segment and the shield shell shall be temporarily welded and fixed with the connecting plate,and then the remaining segments shall be assembled.Attention should be paid to the smoothness of the torus and the tightening of all circumferential bolts when assembling.
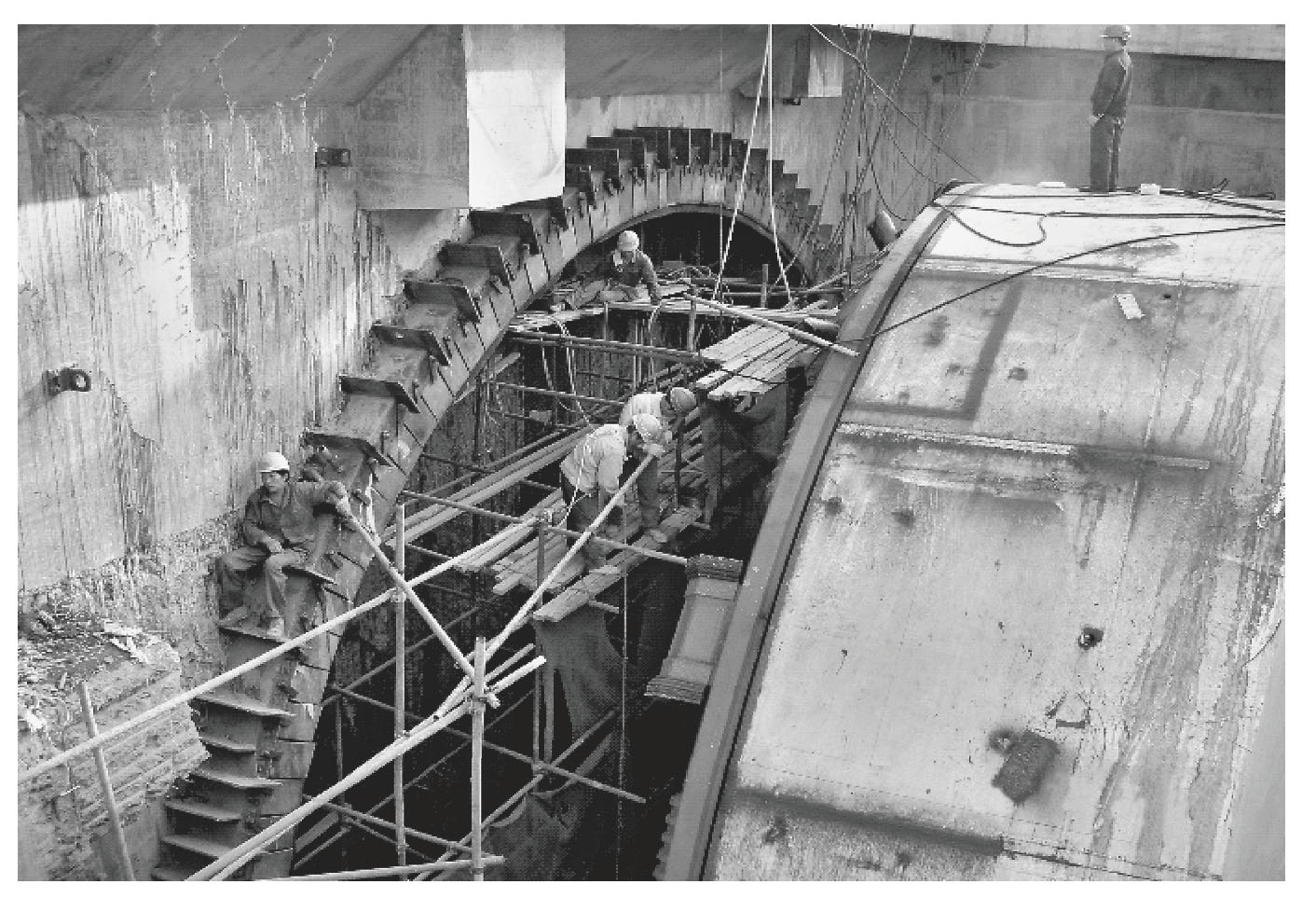
Fig.2.21 Initial door sealing curtain installation
When the Negative loop pipe is assembled,its axis,plane elevation and torus verticality should be accurate and fixed.In order to ensure the smoothness of the torus,the opening Jack should be controlled when the lining is pushed out,the Jack should be selected to open the longitudinal joint of the lining,and the limit gasket should be set in the concrete position of the back seat.
When the shield tail comes out of the inner wall of the working well,the steel plate is immediately welded with the embedded iron of the hole ring.If the leakage phenomenon of the hole is serious,the chemical slurry is injected into the surrounding hole ring by the preset grouting pipe.In order to reduce the propulsion resistance at the beginning of the shield,butter is applied to the residual wall of the shield shell,guideway and continuous wall before the shield advance,and the shield tail grease must also be filled in the shield tail steel brush.
2)Box culvert assembly
The box culvert is initially fixed at the joint end wall,and the rest of the box culvert is connected with the adjacent box culvert through bolt holes.Concrete cast-in-place is used between the box culvert and the end wall of the starting shaft,as shown in Fig.2.22.
The preparations for the culvert assembly of box culverts are as follows:
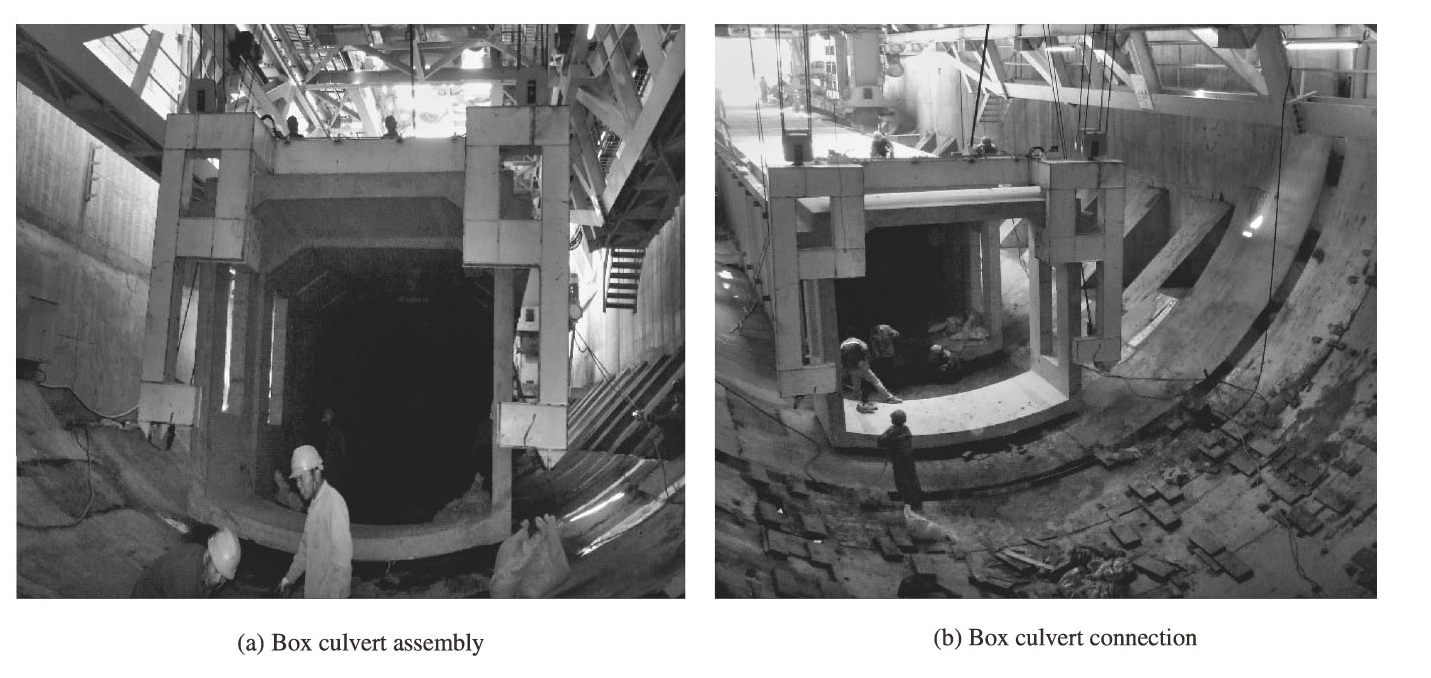
Fig.2.22 Box culvert assembly and connection
(1)driving the transport vehicle to the front end of the assembled box culvert,and after assembling a piece,the vehicle continues to move forward to the front end of the assembled box culvert waiting for the assembly of the second piece.
(2)Shield operator determines that there is enough space between the No.2 trolley and the installed box culvert to install the box culvert(generally,two pieces are installed at one time).
(3)Before installation of box culvert,the shield machine captain and assembler shall determine the type of box culvert to be hoisted on site,inspect the appearance quality of box culvert,and allow assembly only after passing inspection.(https://www.daowen.com)
(4)The box culvert installation group clears the garbage in the position of the pre-packing culvert,and takes the box culvert connector and the installed box culvert connection bolt and gasket to the front end of the installed box culvert.
The specific operation steps of box culvert assembly are as follows:
After preparation,the shield captain gives instructions,and after the box culvert assembler receives the assembly instruction,he organizes the personnel to carry out the box culvert assembly operation;in the course of operation,the shield driver is responsible for supervising the standardization of box culvert operator operation and monitoring the assembly quality,and the quality inspection engineer is responsible for checking the construction quality of box culvert.
(1)Cleaning up sundries.Before assembling the box culvert,the assembly position and the sundries at the bottom of the joint surface with the upper box culvert need to be removed.
(2)Treatment of box culvert.According to the requirements of the assembly scheme,the shield driver arranges the relevant personnel to paste 2-5 mm thick nitrile cork liner on the back face of the box culvert to adjust the direction and slope of the box culvert.
(3)Horizontal hoisting box culvert.The flat car drives to a suitable position and adjusts the height of the flat car so that the box culvert crane can grasp the box culvert;after the height adjustment is completed,the hoist is lowered and moved to the bottom of the box culvert,and after the initial alignment,the hoist is just stuck on the box culvert;when the switch is in place,the operator can clamp the fixture and lift the box culver,when the box culvert touches the limit switch,the box culvert can be shifted.
(4)Front moving box culvert crane.After grasping the box culvert,move the box culvert crane to the assembly position and confirm that there is enough space for the box culvert to be installed under the box culvert;Then the box culvert stops at a certain height horizontally,and the height of the box culvert and the distance between the box culvert and the upper box culvert can be adjusted at the same time,so that the box culvert can be roughly in place.(5)Accurate positioning.Adjust the box culvert to the left and right according to the pre-lofting mark of the measuring engineer so that it is in line with the design azimuth base and close to the block box culvert at the same time.Adjust the box culvert so that it is closely affixed to the end face of the upper block box culvert;by accurately locating the box culvert by measuring the smoothness of the joint of the box culvert,it is required that there should be no error table larger than 5 mm between the box culvert.The gap between one side of the box culvert and the adjacent box culvert can be adjusted by the cushion cork liner,and the gap between the bottom contact surface of the box culvert and the segment can be filled with steel plate plug.
Due to the segment construction error,it is possible to find a large dislocation(height or left and right position)with the upper box culvert in the positioning process.The leaders of the measurement team and the engineering department should be informed to analyze the reasons on the spot and formulate remedial measures.
(6)Install connections.After completion of positioning,install the connecting piece and the box culvert connected by the connector shall be removed and reused after the stress is stabilized.
(7)Restore the crane.The quality inspection engineer shall be notified for acceptance after the assembly is completed.