6.1.4 Tool Cutter Wear and Its Influencing Factors
Tool wear types are mainly divided into normal wear and abnormal wear.The normal wear is due to the friction between the tool and the rock and soil layer during the shield tunneling process,and the alloy and surfacing area on the tool surface are continuously subjected to friction loss.The abnormal wear is mainly due to the fracture of the alloy tooth or the partial wear of the hob during the cutting process,and the tool cannot be used again.
6.1.4.1 Tool Wear Analysis
Tool normal wear calculation formula:

δ—the amount of tool wear(mm);
L—drilling distance(km);
Kn—the comprehensive wear coefficient of the tool(x 10-3 mm/km)when the tool is placed in the same way as the trajectory;
D—tool outer diameter(m);
N—cutter speed(r/h);
V—advance speed(mm/min).
The relationship between the wear coefficient of the same cutting path layout knife and only one knife is:(https://www.daowen.com)
The formula is used to calculate the tool wear in Nanjing Yangtze River Tunnel(Wei Qi Road)project.In the formula,the tool alloy value is Japanese standard E3 cemented carbide(both toughness and hardness are moderate,which is suitable for sandy gravel stratum).The wear coefficient of scraper in clay silty fine sand stratum is 2.5×10-3 mm/km in slurry shield with the protection of the leading cutter,and 14 x 10-3 mm/km in sandy gravel stratum(the wear coefficient is the empirical data corresponding to the single knife with the same trajectory).At present,the project is in muddy powder.The excavation depth in clay is about 1100 m,and that in gravel is about 200 m.The weighted wear coefficient is calculated as follows:
Table 6.7 Tool wear experience calculated value
Calculate the tool wear at different cutting radii as shown in Table 6.7.
The abnormal wear of the tool is due to the collision and abnormal cutting between the tool and the complex mixed strata such as hard rock or gravel layer with high abrasiveness in the cutting process,which leads to the failure of the alloy block of the tool before its wear resistance is fully played,so that the tool loses its cutting function.The abnormal wear of general tools includes the eccentric wear of hobs and scrapers,the fracture of alloy teeth,and the bearing fracture of hobs.Compared with normal wear,abnormal wear has obvious suddenness and irregularity.
6.1.4.2 Factors Affecting Tool Wear
In most shield projects with complex geological conditions,there are varying degrees of tool wear.In view of the various wear phenomena of the tool,combined with the strata where the tool wear occurs,the reasons for the occurrence are summarized and analyzed,and reasonable tool configuration and selection measures are carried out,so as to reduce the tool wear phenomenon and increase the effective cutting distance of the tool.
The normal wear of the tool is the result of the normal use of the tool.The wear is mainly due to the contact and sliding friction between the blade surface of the tool and the rock and soil body,which makes the blade surface of the tool lose continuously.The main phenomenon is the uniform wear of the alloy block.
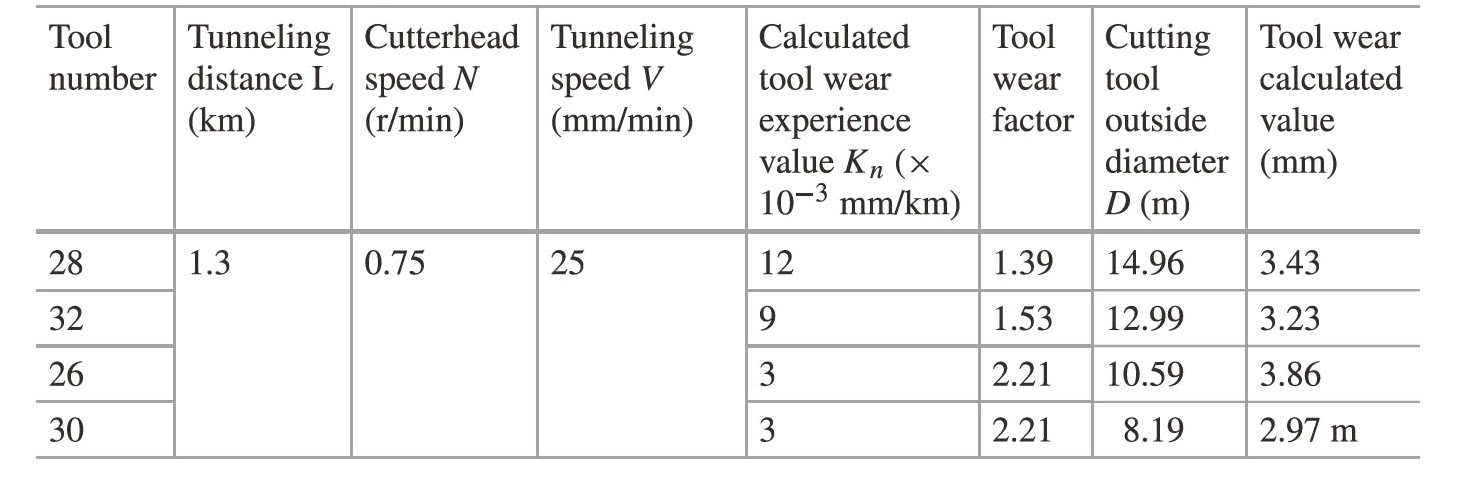
There are many kinds of abnormal wear of cutting tools.The main reasons are improper tool configuration,improper tool selection and low quality of financial embedding.The improper tool configuration means that the selection of tool type is not suitable for the current formation.Such as Guangfo subway,hob cutting soft soil layer and produce eccentric wear.The improper selection of cutting tools is due to the section shape of the cutting tool is not suitable for cutting strata,such as Nanjing Wei Qi Road Yangtze River Tunnel crossing sandy cobble strata,due to the sharp blade of the scraper,resulting in a large number of fracture of the alloy block of the cutting tool.In the following,the causes are analyzed through the abnormal wear form of the tool.The eccentric wear of the hob is due to the insufficient friction force given to the hob in the soft soil layer,so that the hob does not rotate,so only one side of the hob cuts the stratum,resulting in the arc on the cutter ring being flattened and the eccentric wear occurs,as shown in Fig.6.29.After the hob is eccentrically worn,the cutter ring is ground into a plane,resulting in smaller contact area between the palm surface and the hob,thus giving the hob less friction,and the plane is more difficult to rotate than the arc surface,resulting in more serious abnormal wear.In addition,when the shield tunneling in the soft and hard uneven strata,the cutter ring of the hob collides in the rock layer of the soft and hard interface.Because the cutter ring is brittle and hard alloy material,it is prone to alloy cracking,which will seriously lead to the fracture of the bearing due to excessive bearing torque.If the damaged hob is not replaced in time,the adjacent hob will bear more load,resulting in more serious damage.
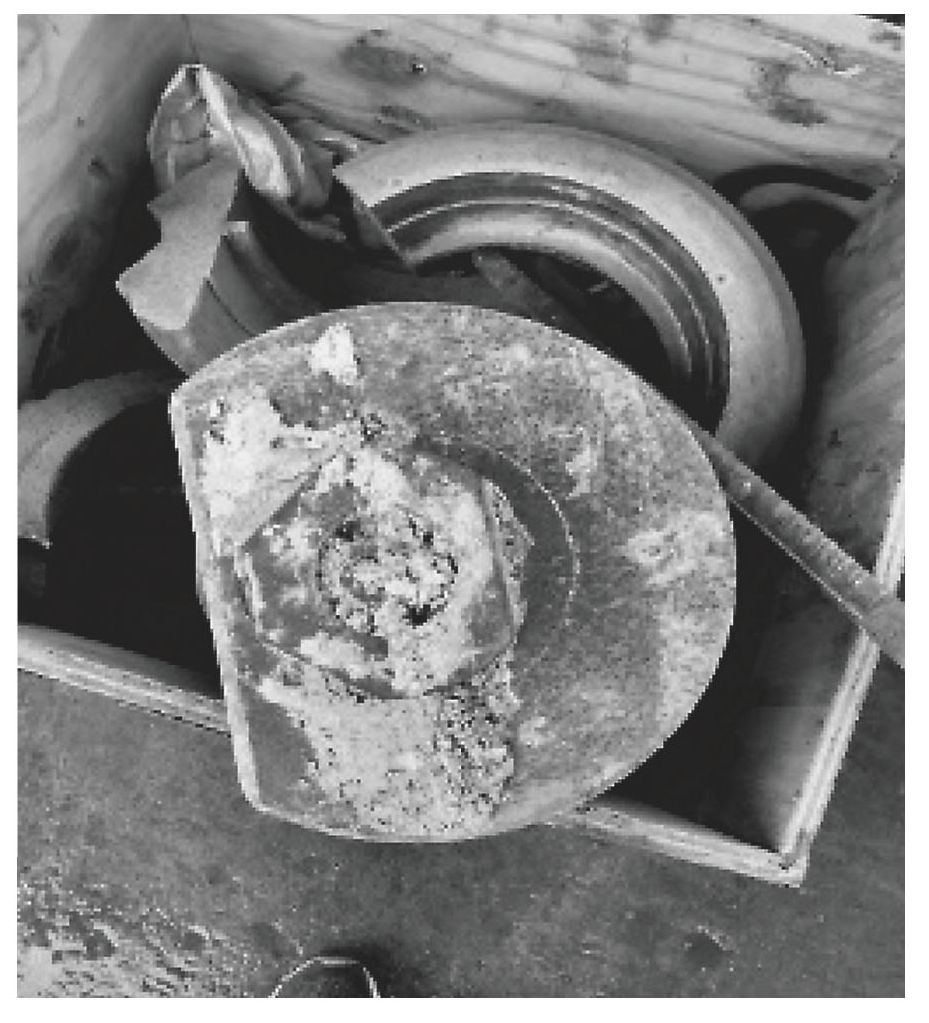
Fig.6.29 Partial grinding of hob and fracture of knife ring
The abnormal wear of scraper mainly occurs in hard rock and uneven soft and hard strata.The scraper collides with the rock in the palm surface,which will lead to tool damage such as the fracture and fracture of alloy teeth,as shown in Fig.6.30.In the tunneling process,alloy teeth also fall off due to excessive wear in the surfacing area.Once the alloy tooth is damaged,the wear resistance of the scraper will be greatly reduced,and the subsequent tunneling will lead to excessive wear or partial wear of the cutter.In extreme cases,due to the failure of large rocks to enter the pressure chamber smoothly and to stop at the scraper,the scraper repeatedly cuts rocks,resulting in excessive wear or partial wear of the blade body.
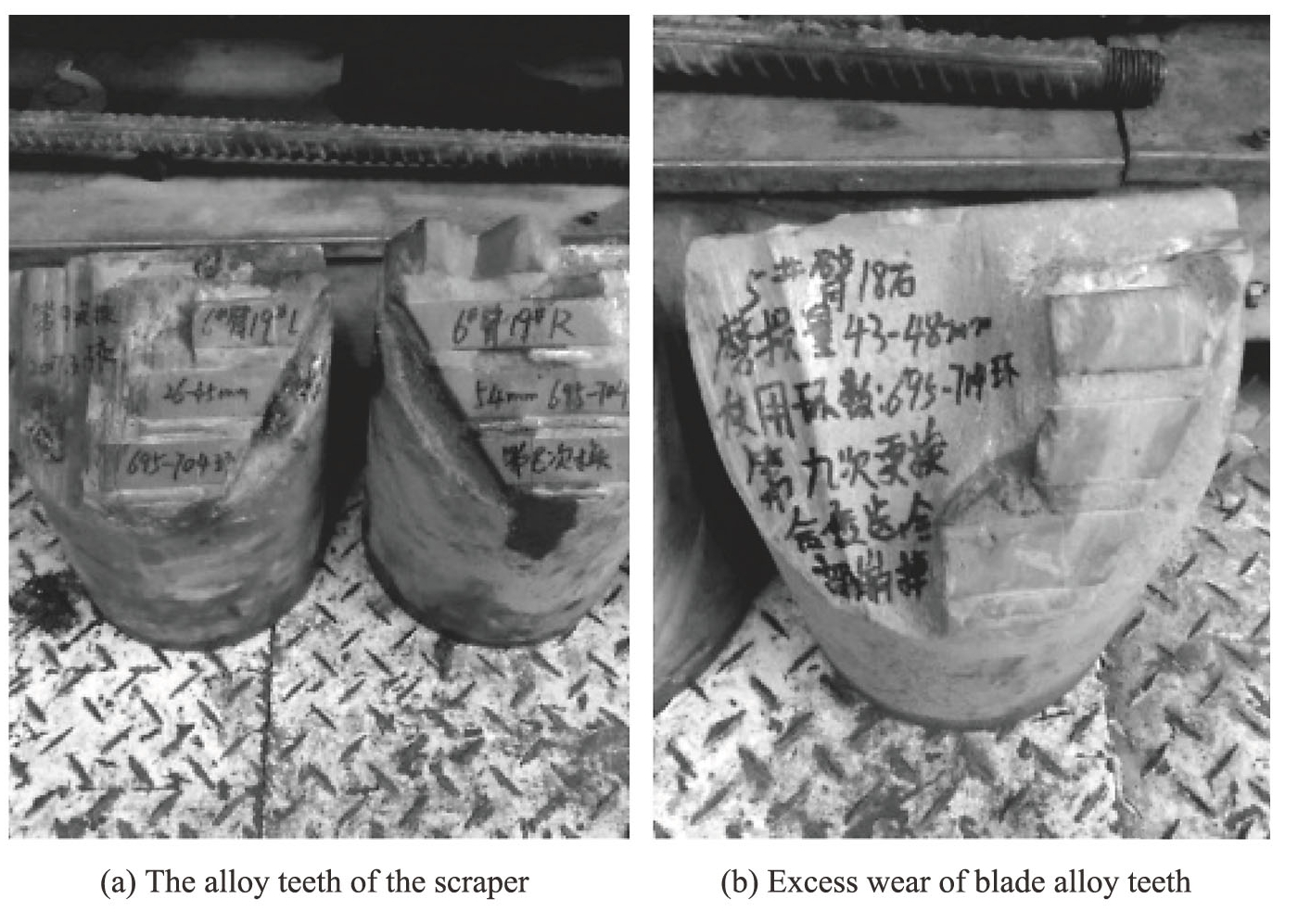
Fig.6.30 Blade's abnormal wear