化学热处理可有效地提高模具表面的耐磨性、耐蚀性、抗咬合和抗氧化等性能。根据渗入元素的不同,模具的化学热处理可分为:渗非金属(如渗碳、碳氮共渗、渗氮、氮碳共渗、渗硼、硼氮共渗、硼氮碳共渗、渗硫、硫氮共渗、硫氮碳共渗、渗硅等)、渗金属(如渗铬、渗铝、渗钒、渗锌或多元金属共渗)等,以及高能束表面合金化等化学热处理。
1.模具的渗碳技术
模具经渗碳、淬火和低温回火后可以获得很高的表面硬度、耐磨性、接触疲劳强度和弯曲疲劳强度,而心部仍保持良好的韧性。因此,渗碳工艺主要应用于同时承受严重磨损和较大冲击载荷的模具。对于冷作模具、热作模具和塑料模具,渗碳都可起到提高模具寿命的作用。模具常用气体渗碳和离子渗碳。
中、高碳的低合金模具钢和高合金钢均可以进行渗碳或碳氮共渗。如W6Mo5Cr4V2和6Cr4W3Mo2VNb(65Nb)钢制模具渗碳后,使用寿命均有显著提高。
(1)模具气体渗碳技术 它是采用液体或气体碳氢化合物作为渗碳剂进行渗碳的工艺方法,其中滴注式气体渗碳应用最广。气体渗碳多用于承受大冲击载荷、高强度和使用硬度为58~62HRC的中、小型模具。
(2)模具离子渗碳技术 将模具装入真空炉后开始抽真空,当炉内真空度为13~1.3Pa时,向炉内充入甲烷气体,内部压力为1300~2600Pa,在阳极和阴极间激发辉光放电并进行渗碳,此时的电压为500~800V。离子渗碳比真空渗碳、常压渗碳等具有更深的渗碳层和更高的表面硬度。
(3)模具的CD渗碳技术(碳化物弥散渗碳法) 将含有大量强碳化物成形元素(如Cr、Ti、Mo、V)的模具钢,在渗碳气氛中加热,在碳原子自表面向内部扩散的同时,渗层中沉积出大量的弥散合金碳化物,呈细小均匀分布,经过淬火、回火后模具表面可获得很高的硬度、耐磨性和抗咬合性能。
实例 4Cr5MoSiV1(H13)钢制模具的CD渗碳法。采用930℃×6h气体渗碳,渗碳剂为乙酸乙酯或丙酮,碳势控制在w(C)为0.8%~0.9%,渗碳层w(C)为1.8%;1000℃加热后油淬,200℃回火。淬火回火后表面硬度为62~63HRC,心部硬度为53HRC,冲击韧度为49J/cm2,金相组织为在回火马氏体基体上弥散分布着微细碳化物(Cr、Fe)7C3。
CD渗碳法适合H13钢制热冲头,综合性能优于Cr12MoV钢冲头。制作冲压薄板冲头,使用寿命比Cr12MoV钢的提高5.7倍;冲压6.35mm低碳铬钢钢板时,原CrWMn钢制冲头寿命为2000~3000次,而CD渗碳法处理H13钢冲头寿命提高到9500~27000次。
(4)渗碳技术的应用 渗碳主要用于承受冲击载荷很大,要求高强度和良好的抗裂性能的小型模具及冷成形的塑料模具等。模具渗碳技术的应用实例见表12-13。
表12-13 模具渗碳技术的应用实例

2.模具的碳氮共渗技术
与单一渗碳相比,碳氮共渗有许多优点,主要表现在提高了模具的表面硬度、耐磨性和疲劳强度,而且由于碳氮共渗温度较渗碳温度低,共渗后一般可直接淬火,并减少了模具的畸变。模具常用中温气体碳氮共渗。
碳氮共渗渗层深度可达0.6~0.7mm。由于增加了碳、氮含量,提高了渗层强度,增加了基体材料的抗压强度,降低了摩擦因数,同时能保持心部的韧性和导热性,使模具具有良好的综合性能。模具碳氮共渗技术的应用实例见表12-14。
表12-14 模具碳氮共渗技术的应用实例

3.模具的渗氮技术
与渗碳相比,模具渗氮后可获得比渗碳更高的疲劳强度、耐磨性、热硬性、抗咬合性,更低的缺口敏感性,以及良好的耐蚀性。此外,渗氮温度低(500~570℃),渗氮后不需要热处理,模具畸变很小。模具常用的渗氮钢有38CrMoAlA、Cr12、Cr12MoV、3Cr2W8V、5CrNiMo、4Cr5MoSiV等。模具渗氮前通常进行调质处理。渗氮适用于精度要求较高的模具。由于渗氮层很薄,因此渗氮只适合于轻载荷的模具。模具常用气体渗氮、离子渗氮等。
采用500~650℃高温回火的合金钢模具,均可在低于回火温度的范围或在回火的同时进行表面渗氮或氮碳共渗。
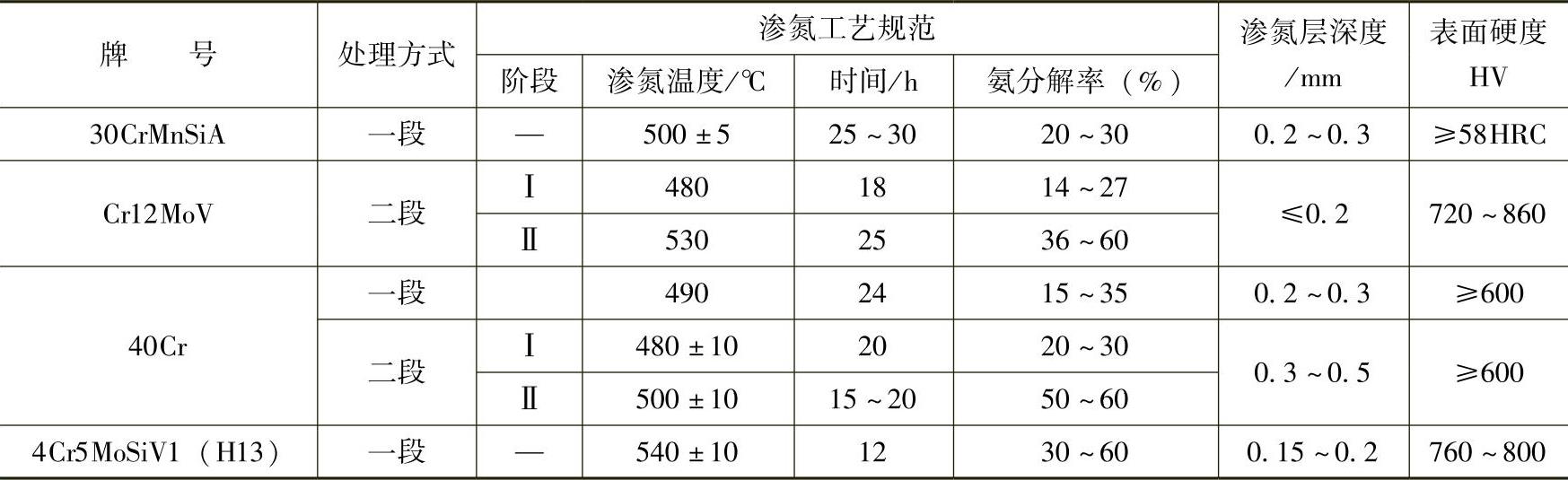
(1)模具气体渗氮技术 气体渗氮是在气体介质中进行渗氮的化学热处理。模具经气体渗氮处理后,表面硬度可达950~1200HV。渗氮可使模具具有很高的热硬性和高的疲劳强度,提高模具的抗咬合能力,降低模具的表面粗糙度。模具常用气体等温渗氮(一段渗氮)、气体二段渗氮等。几种常见模具钢的气体渗氮工艺规范见表12-15。
表12-15 几种常见模具钢的气体渗氮工艺规范
(2)模具离子渗氮技术 离子渗氮是在一定真空下,利用模具(阴极)和阳极之间产生的辉光放电进行渗氮的化学热处理,故又称为辉光离子渗氮。离子渗氮优点:渗速快,是气体渗氮的3~4倍;渗氮层具有一定的韧性;渗氮后模具畸变小;表面银白色,质量好;对材料的适应性强,碳钢、铸铁、合金钢等都可以进行离子渗氮。
离子渗氮可提高模具的耐磨性、耐蚀性、抗热疲劳性及抗黏着性,广泛用于受冲击载荷较小的热锻模、热挤压模、压铸模、冷挤压模、冲裁模等,可使模具寿命显著提高。几种模具钢的离子渗氮工艺与使用效果见表12-16。
表12-16 几种模具钢的离子渗氮工艺与使用效果

(3)模具的退氮处理 退氮是从渗氮件表层去除过剩氮的化学热处理工艺。
实例 某公司对推土机履带链轨节用H13钢模具进行离子渗氮处理,与常规处理(如淬火、回火处理)相比较,模具寿命提高近30%。由于模具需要多次翻新使用,渗氮后高的表面硬度给模具翻新加工带来巨大困难。对此,需要对渗氮模具进行退氮处理。在保证基体硬度的前提下,采用加热温度610℃、保温时间5h的工艺对渗氮模具进行退氮处理,可使表面硬度由处理前的1000HV以上最低降至700HV左右。
4.模具的氮碳共渗技术
氮碳共渗是在500~600℃温度内进行以渗氮为主的化学热处理。氮碳共渗具有处理温度低、时间短、畸变小特点,经氮碳共渗模具具有一定的耐热性、耐磨性、耐蚀性、抗咬合性能和低的摩擦因数,可用于要求硬化层薄、载荷较小的冷作模具及热作模具。氮碳共渗对冷镦模、冷挤压模、冲裁模和拉深模等均有很好的应用效果。压铸模、热挤压模具经氮碳共渗后,可显著提高热疲劳性能及寿命。
常用气体氮碳共渗工艺:共渗温度为570~600℃,保温时间为3~5h,共渗介质有:氨气+乙醇、尿素、甲酰胺等。气体氮碳共渗后模具的寿命见表12-17。
表12-17 气体氮碳共渗后模具的寿命

5.模具的渗硼技术
渗硼是将模具置于渗硼介质中,加热至800~1000℃,保温1~6h,渗剂分解出硼原子并渗入模具表层的化学热处理。模具渗硼后,表面形成的硼化物及碳化物具有极高的硬度(1500~2000HV)、热硬性(900~950℃)。模具渗硼后的硬度、耐磨性、耐热性和耐蚀性均高于渗碳和渗氮。渗硼是一种提高模具寿命的有效方法。模具常采用固体渗硼、盐浴渗硼、膏剂渗硼。
渗硼技术常应用于各种冷作模具,由于耐磨性提高,模具寿命可提高几倍或十几倍。采用中碳钢渗硼有时可取代高合金钢制作模具。渗硼技术也可以用于热作模具,如热挤压模等。渗硼除用于钢外,还用于硬质合金、有色金属和难熔金属等。由于渗硼层脆性较大、渗层较薄,因此渗硼不适于承受大的冲击载荷、高的接触疲劳以及形状复杂、尺寸精度要求高的模具。
模具渗硼的缺点是渗层脆性高,淬火时易产生裂纹,因此最好使渗硼温度与淬火温度接近,渗硼与淬火相结合进行,或采用硼氮共渗、硼碳氮共渗,以加强过渡区,使硬度变化平缓。为减小渗硼层的脆性,也可采用硼钒、硼铬、硼铝、硼稀土共渗等方法。
(1)固体渗硼技术 它是将模具埋在含硼的粉末中,并加热到850~1050℃,保温3~5h,可获得0.1~0.3mm厚的硼化物层,表层的硬度高达1400~2800HV。固体渗硼适用于处理大型模具,其优点是设备简单,操作方便,模具表面易于清洗。
(2)盐浴渗硼(熔盐渗硼)技术 盐浴渗硼温度一般为950~1000℃,时间一般不超过6h。时间过长易使渗硼层变脆。盐浴渗硼的特点是设备比较简单,操作方便,但模具粘盐后不易清洗,带有小孔、不通孔的模具不宜采用盐浴渗硼。
常用的盐浴渗硼方法是在800~1000℃盐浴中加热2~6h。硼化物层的厚度为0.10~0.20mm。在模具表面形成金属硼化物层的同时可进行淬火处理,以提高基体强度。此法可用于冲裁模、冷挤压模、拉深模、冲裁模、冷镦模及热锻模、压铸模、热挤压模,以及塑料模具等,可成倍提高模具寿命。
常用盐浴渗硼剂的成分与渗硼工艺见表12-18。较多采用的是硼砂+碳化硅的盐浴。
表12-18 常用盐浴渗硼剂的成分与渗硼工艺

(3)膏剂渗硼技术 用固体渗硼剂粉末与黏合剂调制成膏剂渗硼剂,在被渗模具表面涂覆厚约1~2mm的渗硼剂,装箱加热或在保护气氛中加热即可。膏剂渗硼既保留了固体渗硼的优点,又减少渗硼剂的消耗量,而且易于局部渗硼,因此特别适于模具渗硼。(https://www.daowen.com)
(4)硼氮共渗技术 模具经硼氮共渗后具有高的硬度、耐磨性和耐热性,同时渗层脆性较小,从而提高了过渡层的强韧性。而且较单一渗硼层更深,具有更高的压应力和断裂强度、塑性和韧性。
实例 3Cr2W8V钢冲头,经570℃×3h+900℃×5h硼氮共渗后,升温至1050℃保温2h,油淬,550~650℃×2h×3次回火。模具表面硬度为1400~1800HV0.1,层深为7.10μm,模具寿命为7000~10000件。
(5)硼硫共渗技术 也就是渗硼后再进行渗硫,使模具表面在高硬度的渗硼层基础上再覆盖一层减摩性良好的渗硫层,从而减少模具的黏着磨损,提高模具寿命。
实例 Cr12MoV钢制M18螺母冷镦凹模采用常规热处理工艺后,使用寿命<0.1万件,模具因严重粘模而失效;改用930℃×2h渗硼,寿命虽然提高到1.7万件,但模具因渗硼层大块剥落,基体开裂而失效;最后采用850℃×3h渗硼,淬火与回火后再经200℃离子渗硫,获得厚为0.2mm的Fe2B单相渗层,凹模寿命达到10.3万件。
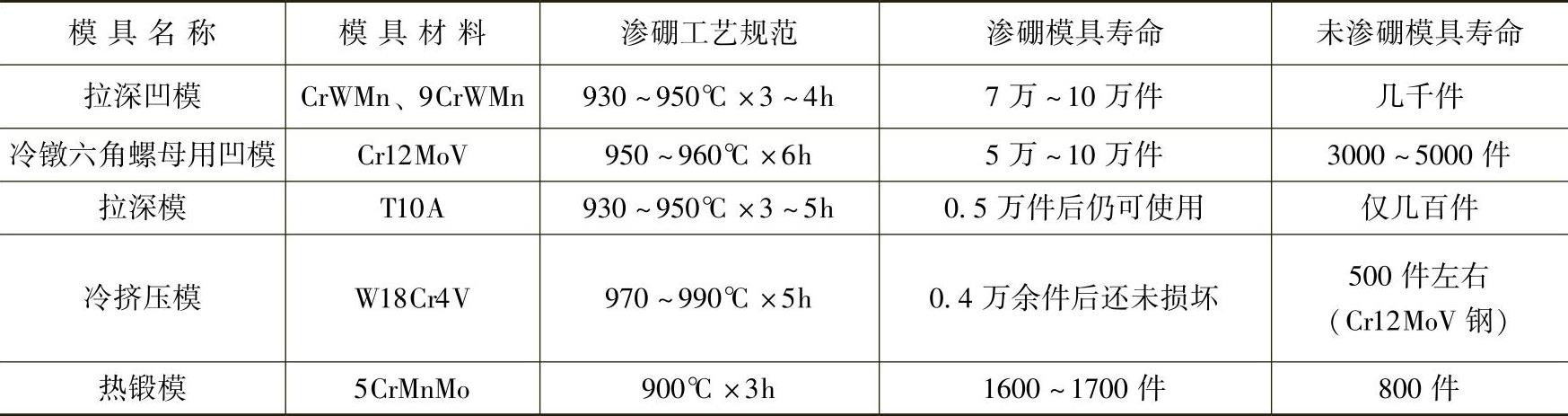
(6)渗硼技术的应用 标准件行业的冷锻模、冷镦模,陶瓷行业的陶瓷模和工作载荷较低、易受急剧磨损的冷作模具等经过渗硼处理,模具寿命提高1~10倍。渗硼技术在压铸模、热挤压模和一些热锻模上应用也较多。部分模具的渗硼工艺及使用寿命见表12-19。
表12-19 部分模具的渗硼工艺及使用寿命
6.模具的渗硫技术
模具经渗硫处理后具有摩擦因数小、耐磨性好、抗咬合性高、抗擦伤能力强等特点。模具常用低温盐浴电解渗硫。低温电解渗硫是以模具为阳极,坩埚或辅助工具为阴极,在硫氰酸盐浴中,通过电场的作用,熔盐发生电解产生S2-离子并推向阳极,与Fe2+离子结合形成硫化层。
模具淬火后经低温电解渗硫后仍能保持高的硬度,模具畸变较小。
(1)低温盐浴电解渗硫规范 熔盐成分(质量分数):KCNS75%+NaCNS25%+K4Fe(CN)61%~3%。处理温度为180~200℃,时间为10~25min,工作电压为0.8~4V,工作电流为2~7A。
(2)工艺流程 脱脂酸洗→水清洗(干燥)→装夹→烘干(预热)→电解渗硫→清洗→烘干→浸油→检验。
7.模具的氧氮共渗技术
氧氮共渗是在渗氮的同时通入含氧介质,可实现模具钢的氧氮共渗。处理后的模具兼有蒸汽处理和渗氮处理的共同优点。渗层分为三个区:表面氧化膜、次表层氧化区和渗氮区。表面的多孔Fe3O4层具有良好的减摩性和抗黏着性。氧氮共渗温度为540~590℃,共渗时间为1~3h。由于氧氮共渗工艺温度较低,处理后模具畸变微小。
(1)氧氮共渗介质 应用最多的渗剂是浓度不同的氨水。
(2)氧氮共渗规范 氧氮共渗温度一般为540~590℃,共渗时间为1~3h;氨水的质量分数以25%~30%为宜。排气升温期氨水的滴入量应加大,以便迅速排除炉内空气。共渗期氨水的滴量应适中,降温扩散期应减小氨水滴量,使渗层浓度梯度趋于平缓。炉内保持300~1000Pa的正压。
在标准件行业中,采用Cr12MoV、W6Mo5Cr4V2、6Cr4W3Mo2VNb(65Nb)、7Cr7Mo3V2Si(LD-2)等钢制成的模具,经淬火、二次硬化回火以及磨削加工后,再进行氧氮共渗或氮碳共渗,可进一步提高模具的耐磨性,从而提高模具寿命。
实例1 LD-2、65Nb钢冲孔冲头,经淬火和560℃两次回火后,磨削加工模具头部,再经氧氮共渗处理,冲孔冲头的寿命可提高1~2倍。
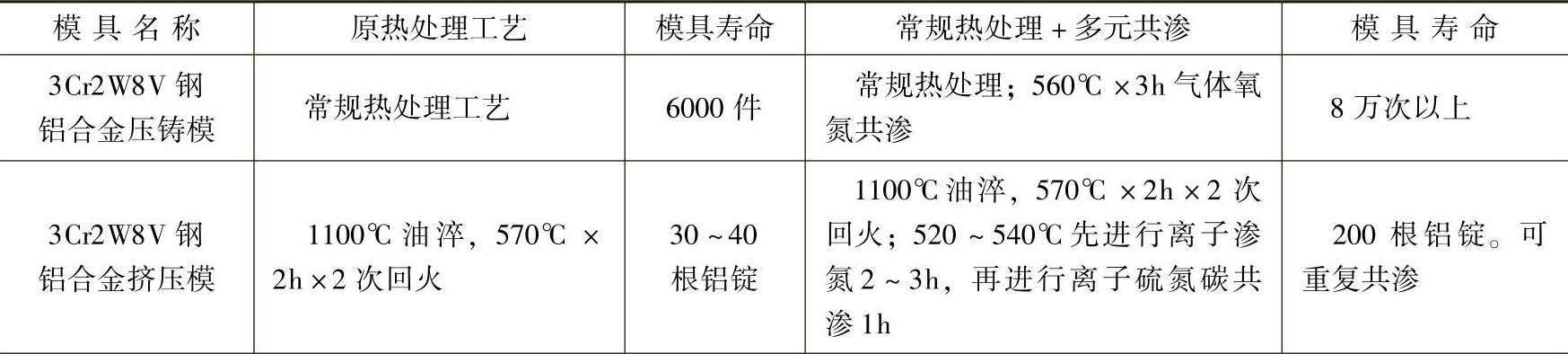
实例2 3Cr2W8V钢制电风扇支架及底座铝合金压铸模,经常规淬火和回火处理后,模具的寿命较低,一般为6000件。
1)氧氮共渗。渗剂为NH3+N2+O2,也可以滴注氨水或尿素水溶液。在炉温达到560℃时将模具装炉,到温后排气0.5h,560℃氧氮共渗3h后,油冷。
2)模具寿命。经上述工艺处理后,模具表面的硬度为1060HV,化合物层厚度为12.3μm,扩散层深度为200μm。模具寿命提高到8万次,且脱模容易,压铸件表面光洁,质量提高。
8.模具的多元共渗技术
模具的多元共渗及复合渗是在模具表层渗入多于一种元素的化学热处理,在模具上应用较多的是碳氮共渗、氮碳共渗、硼氮共渗、硫氮碳共渗等。
模具的多元共渗能在比渗碳及碳氮共渗温度低的前提下提高模具性能,可使模具表面硬度高,耐磨性、耐蚀性、抗高温(650℃)氧化性及自润滑效果好,同时模具畸变减小。
(1)硼氮碳三元共渗 在较低温度下实现硼氮碳三元共渗,可以提高模具硬度、韧性、耐磨性及疲劳强度,减少模具畸变。共渗温度为780~860℃,共渗速度为0.15~0.2mm/h,出炉后油冷或水冷。硼碳氮三元共渗可在井式气体渗碳炉中进行。将硼碳氮三元共渗剂装入小料筐内,然后悬挂在加热炉中即可。硼碳氮三元共渗工艺曲线如图12-13所示。
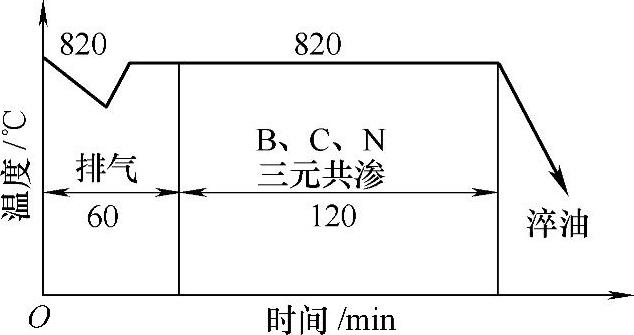
图12-13 硼碳氮三元共渗工艺曲线
以模具钢Cr12MoV制模具为例,其加工成本较高,并且容易产生脆裂,使用寿命较低。采用硼碳氮三元共渗技术,可用40Cr代替Cr12MoV。采用硼碳氮三元共渗的40Cr模具的表面性能与Cr12MoV钢的模具相当,完全能满足使用要求,但材料成本降低,模具寿命延长。
(2)硫氮碳共渗 它是在一定温度的共渗介质中,使S、N、C同时渗入模具表面的化学热处理。它可赋予模具优良的耐磨、减摩、抗咬合、抗疲劳等性能,并能改善模具的耐蚀性。常用共渗方法有气体法与盐浴法。3Cr2W8V钢制热作模具经硫氮碳共渗后,比离子渗氮、离子氮碳共渗有更高的渗层硬度、耐磨性和抗咬合性能。
1)气体法。气体硫氮碳共渗是在气体氮碳共渗的基础上加入含硫介质实现的。甲酰胺与无水乙醇以3∶1(体积比)混合,加入8~10g/L硫脲作为渗剂。3Cr2W8V钢经570℃×3h气体硫氮碳共渗处理后,表面形成FeS薄层,化合物层厚为9.6μm,总渗层为13μm(测至550HV处)。
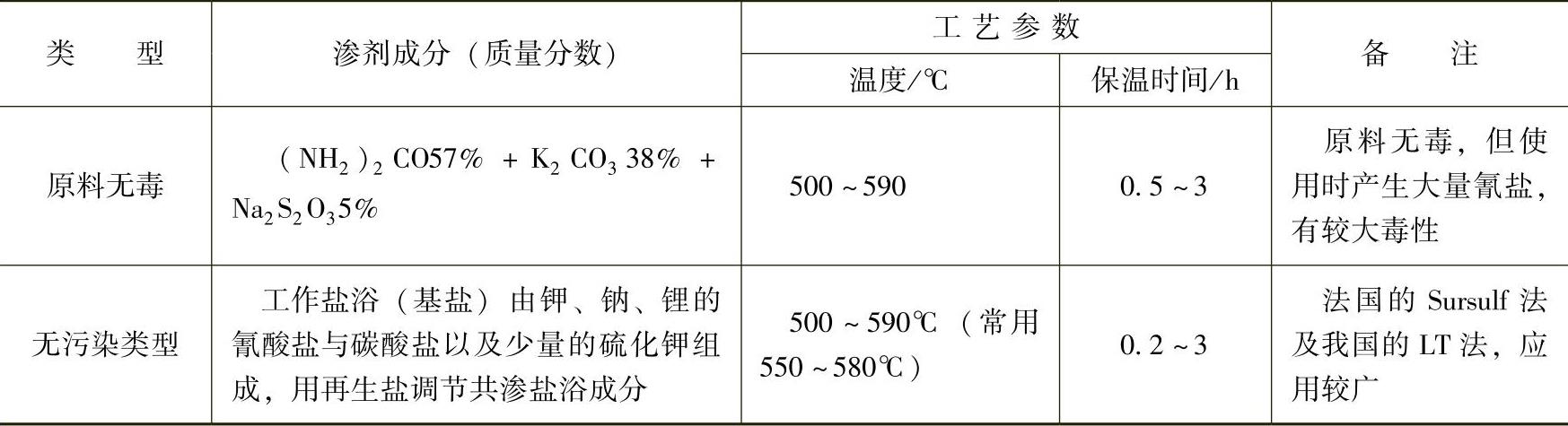
2)盐浴法。盐浴硫氮碳共渗类型及工艺参数见表12-20。
表12-20 盐浴硫氮碳共渗类型及工艺参数
(3)模具的多元共渗及模具寿命见表12-21。
表12-21 模具的多元共渗及模具寿命
(续)

(4)碳氮硼三元共渗 它是在一定温度的共渗介质中,使C、N、B同时渗入模具表面的化学热处理。
实例 六角形铆装螺母冷挤压凹模原用Cr12MoV钢制作,硬度60~63HRC,模具寿命低且不稳定,在0.2万~1.5万件之间,平均寿命0.7万~0.8万件,失效形式为六角处开裂和表面剥落,改用GCr15或W6Mo5Cr4V2钢制作,也不能满足要求;最后采用45钢制作凹模,并经碳氮硼三元共渗(840~850℃×6h共渗,160~170℃回火),渗层深度1mm,硬度62HRC,凹模寿命为2.6万~3.6万件,提高寿命3~6倍。
(5)LT工艺 武汉材料保护研究所研制的J-1型再生盐用于LT处理工艺,可实现模具表面的N-S-C-O四元共渗。该工艺提高了模具表面的抗咬合性、耐磨性、抗疲劳性和耐蚀性等,可显著提高模具寿命。
1)工艺规范。四元共渗温度为500~580℃,共渗时间为1~1.5h,渗层深度可达8~12μm。设备仅需一个中温外热式盐浴炉。
2)工艺流程:脱脂→预热→LT处理(500~580℃,10~180min)→冷却→沸水去盐→沸水烫干→浸热油。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






