3 倒制模型
先将干燥过的模子放在水中浸泡,直至不再产生气泡时为止。然后取出模凹朝上地放在桌上或其他平台上,用棉花吸除模凹中的所剩的水,将配好色的蜡液倒在下扇模凹里,至八分满(倒制模型的石蜡,要求用溶点52%以上的,最好加入10%的川白蜡,川白蜡的熔点为60℃,这样,可增加模型的坚固性,并可防止在夏季高温下模型软化变形。蜡液的配色,可参见下节着色部分),按模子刻沟迅速把上扇模子盖好,双手紧握,右手食指堵住气道口,上下左右地摇晃模子,至听不到蜡液的响动时,立即用长钢针从气道口沿气道插入模腔中,刺透模壁所挂附的蜡层(如图14-9)。随之,用口含住乳头状突起,用力往里面吹几口气,然后放在冷水中冷却,约数十分钟,即可将上扇模子取下,这时蜡果可自动地从下扇模凹中浮出来。
蜡果浮出后,应继续在水中冷却一段时间,至完全凝固变硬便可取出作进一步处理。
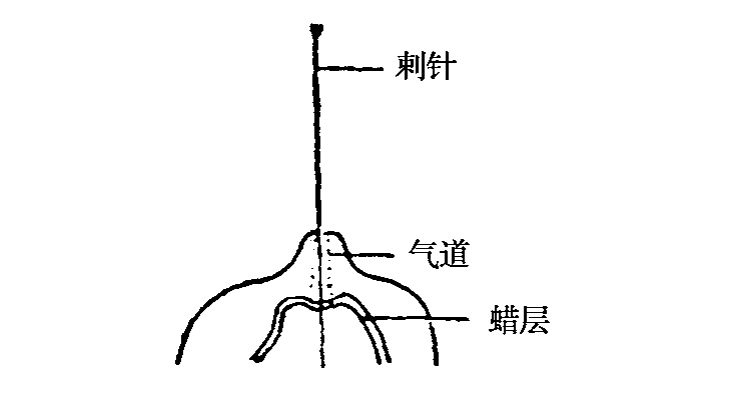
图14-9 刺透蜡层,准备吹气
这里还须指出的,即当热的蜡液倒入模凹中后,由于模子是用水浸过的,所以便有很多水蒸气产生,而此时两扇模子闭合的很紧,水蒸气泄不出来;同时蜡层还处于温软状态,有利于水蒸气在模壁和蜡层之间集中地向模腔中心排挤,结果排挤压力就把局部蜡层挤向模腔,从而形成一个陷窝。可是,这时用针把阻挡气道的蜡层刺出孔来,使气道与模腔相通,然后猛力往模腔中吹气,吹气的压力必然从模腔内往外挤压,这种往外挤的压力超过水蒸气往内挤的压力时,柔软的蜡层便可原封不动地被帖附于模子的内壁上,也就不会出现陷窝了。如果操作速度较慢,这时蜡层已出现陷窝,此时蜡层正处于温软状态,照样可以被吹气压力顶回去,而恢复原来的状态。所以留气道进行吹气,目的就在于防止出现陷窝。否则,制出来的蜡果将不可避免地要出现陷窝。
在摇晃模子时要用手指堵住气道,用意在于防止蜡液侵入气道,气道堵塞,将无法进行吹气,结果就会出现陷窝。