6.4.3 轴承座的车削加工
2026年01月15日
6.4.3 轴承座的车削加工
图6-23所示为轴承座。材料为HT150,要在花盘角铁上加工ϕ32H9内孔、端面及两端倒角,以底面安装夹紧,单件小批量生产。
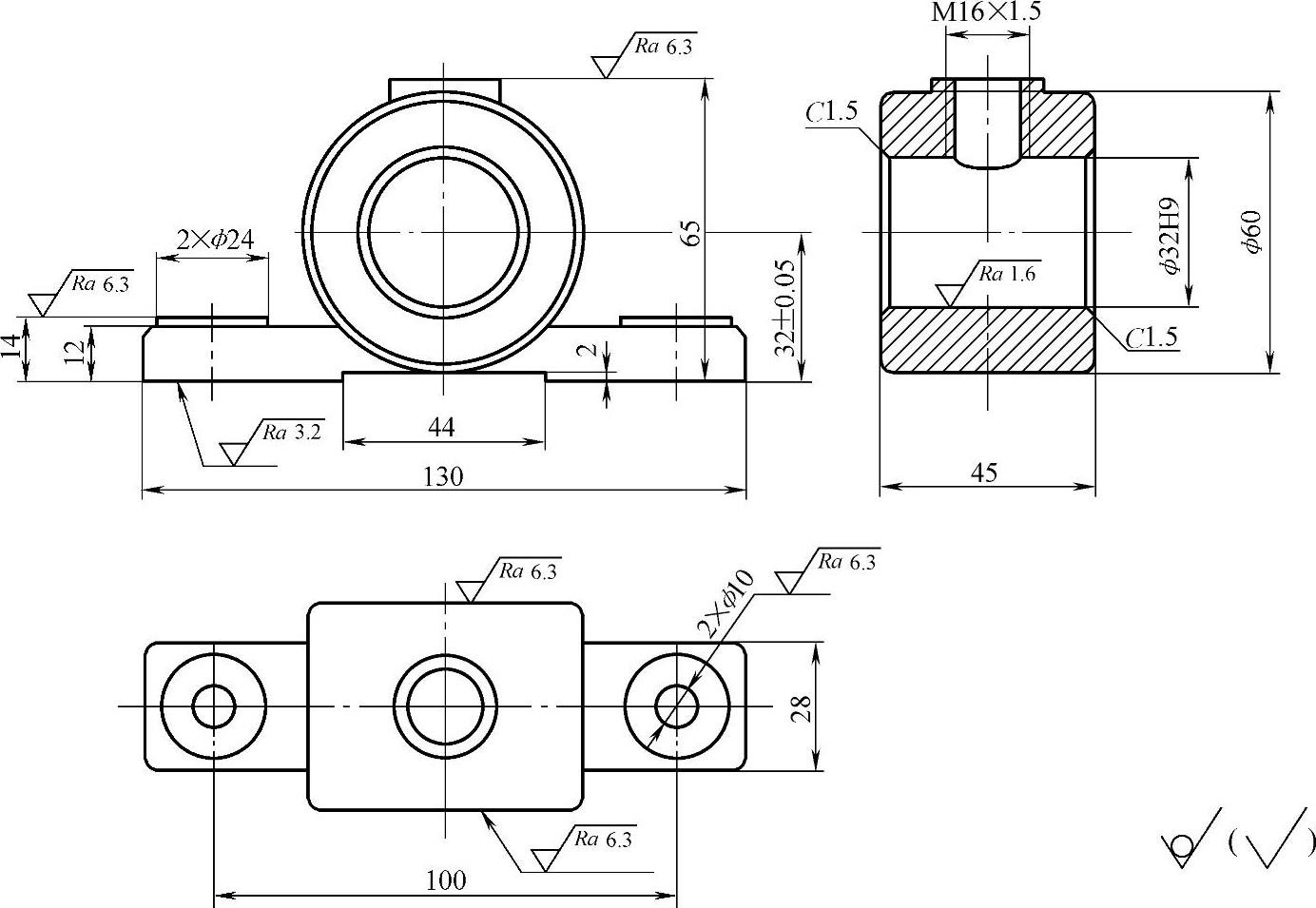
图6-23 轴承座
因零件数量较少,可将轴承座装夹在角铁上,用压板轻压,再用划线盘找正轴承座的轴线。根据事先划好的十字线,找正轴承座的中心高。
1)调整划针高度找正水平中心线。
2)使划针尖通过工件水平线,然后将花盘旋转180°,再用划针轻拉一条水平线。若两线不重合,可将划针调整到两条平行线的中间位置。(https://www.daowen.com)
3)调整角铁,将工件水平线向划针高度方向调整。
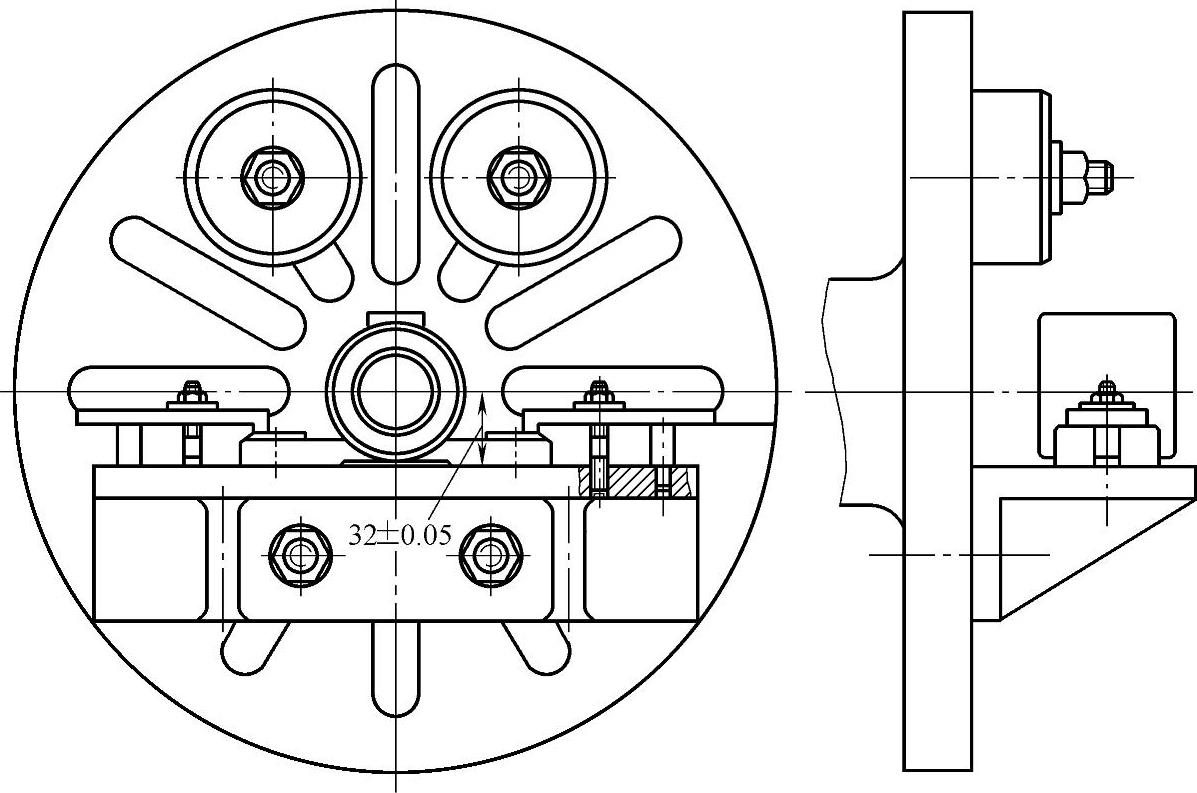
图6-24 轴承座的安装方式
4)重复上述步骤,直到使划针所划的两条水平线重合为止(注意:在找正十字线时,应同时找正上侧基准线,以防工件歪斜)。
5)找正垂直中心线的方法与水平线情况相同。
6)将工件夹紧。轴承座的安装方式如图6-24所示。