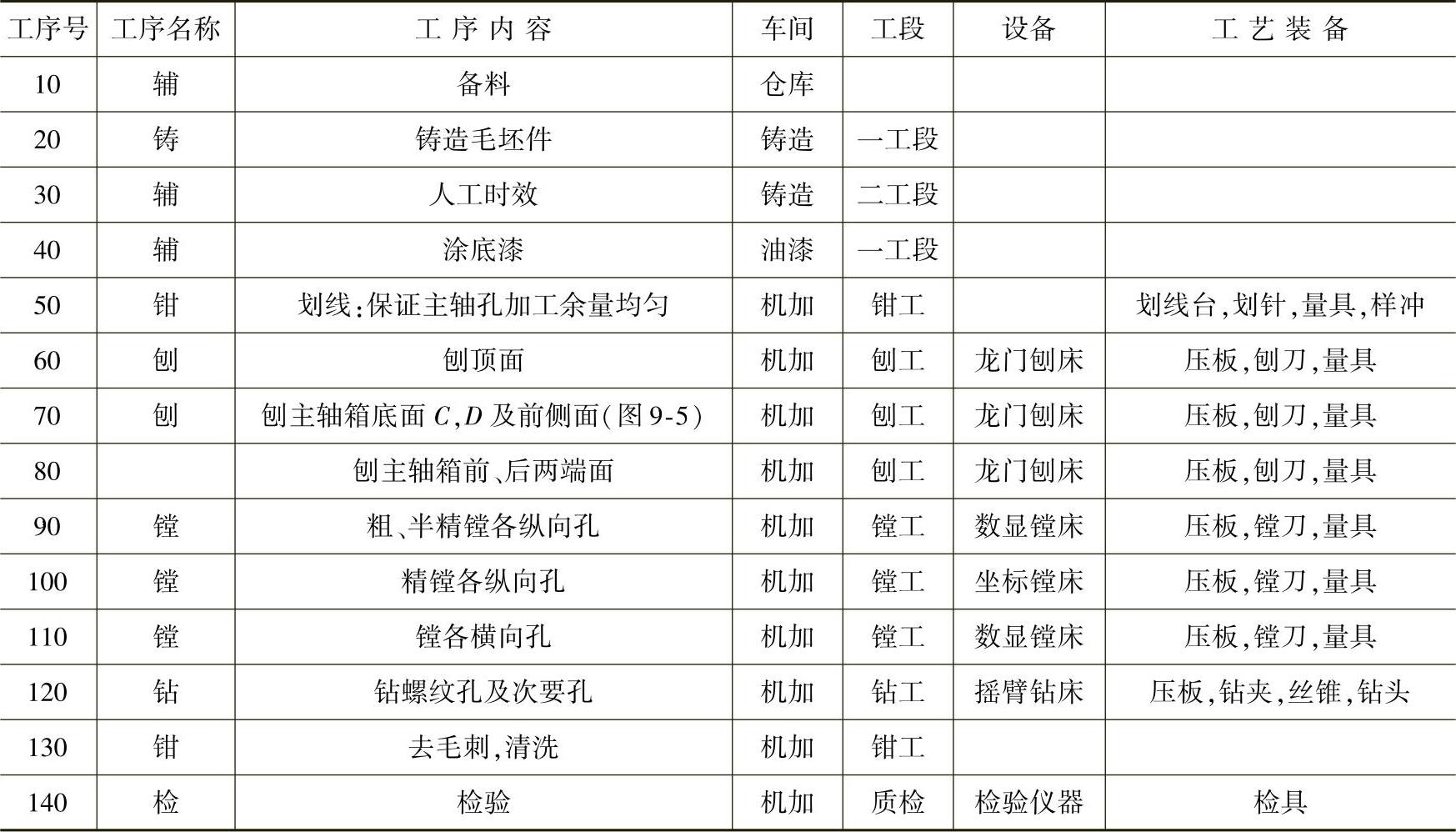
表9-7仅表示了CA6140车床主轴箱箱体单件小批量生产工艺过程卡中工序号、工序名称、工序内容等信息。其中机械加工的顺序安排体现了“先基面后其他、先粗后精、先面后孔、先主后次”的原则。因单件小批量生产中不使用专用夹具,设备选用通用机床和数控机床,既可以保证加工质量,又能降低成本。(https://www.daowen.com)
表9-7 CA6140车床主轴箱单件小批量生产工艺过程卡(局部)