8.1.2 生产能力
1.生产能力的含义
企业的生产能力在一定时期内是相对稳定的。充分掌握企业的生产能力是一项十分重要的工作,也是编制工艺规程所必须考虑的要素之一。
生产能力是指企业的固定资产在一定的时期(年、季、月)内能够生产出一定种类产品的最大数量。企业的生产能力分为三种。
1)设计能力。设计能力是指企业新建、改建或扩建的基本建设设计书所规定的,经过一段时间试生产后所能达到最大产量。
2)查定能力。由于产品方案、协作关系和技术组织条件变化,原有的设计能力不能反映实际情况,由企业重新核定的生产能力。查定生产能力是以现在设备条件为依据,并考虑到采取措施或者进行技术改造后所能取得的效果。
3)现实能力。考虑到年度内所能实现的各种技术组织协调的效果,所计算出来的在计划年度内可能达到的生产能力。
影响企业生产能力的因素很多,归纳起来,主要有生产设备数量、设备工作时间和设备生产率定额三种。
(1)生产设备数量 生产设备数量包括正在运转的机器设备,正在修理、安装或者准备修理、安装的机器设备和装置设备。对已经判定不能修复或已经决定报废的设备、不配套设备、企业留作备用的设备和封存待调设备,都不能列入企业生产能力的计算范围之列。辅助车间(如机修车间、工具车间等)所拥有的设备,因不参与产品生产,也不能计入生产能力中。只有当辅助车间的设备部分用于生产基本产品时,才可把这部分设备纳入到生产能力中。
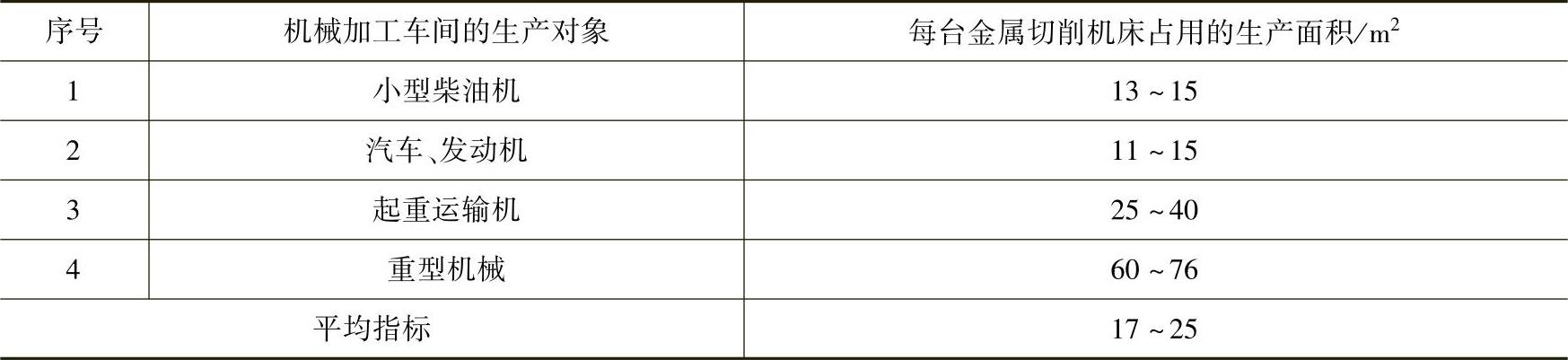
除了设备以外,生产能力还应包括作业场地的面积。场地面积的大小,影响设备的安装和使用以及效能的发挥。表8-2为机械加工车间设备占用面积的概略指标。
表8-2 机械加工车间设备占用面积的概略指标
(2)设备工作时间 设备工作时间分为制度时间和有效工作时间。制度时间是在规定的工作制度下设备的可工作的时间;有效工作时间是指在制度工作时间中,扣除设备修理停歇时间后的工作时间。
制度工作时间的计算公式为
FS=f(Dr-Dh)
式中 FS——年制度工作时间(h);
f——每日工作时间(h);(https://www.daowen.com)
Dr——全年日历天数;
Dh——全年节假日数。
有效工作时间为
Fe=FS(1-ε)
式中 Fe——设备年有效工作时间(h);
ε——设备停工率(%)。
(3)设备生产率定额 设备生产率定额是单台设备在单位时间内的产量定额,或是单位设备制造单位产品的时间消耗定额。两者成倒数关系,即
式中 t——单位产品的时间定额(min);
P——单位时间的产量定额[台(件)/min]。
生产率定额受产品品种、结构、质量、加工工艺、员工技术水平等一系列因素的影响,是决定生产能力三个基本因素中最易变化而且变化幅度较大的因素。因此在计算生产能力时,应当采用平均先进的生产率定额。
2.生产能力平衡
编制工艺规程不能想当然,脱离企业生产实际,一味追求最优解。必须与企业的生产能力密切联系,从而编制出符合企业实际情况的工艺规程,获得满意解,即生产能力平衡。
生产能力平衡是指使企业的设备都有均等的作业机会,尽量减少设备闲置,通过工艺手段,提高设备利用率。
例如,某机加工段经生产能力查定,主要设备组的生产能力如图8-1所示。设备能力比率为设备现实能力与需要能力之比。当设备能力比率值超过100%时,称该设备组为富裕环节,反之称薄弱环节。如车床、铣床组为富裕环节,而镗床、刨床组为薄弱环节。富裕环节的设备中最多有20%闲置,造成设备工时浪费;而薄弱环节最多有30%的设备能力不足,不能按时完成规定的生产任务,影响交货也会因合同违约而造成经济损失。若从工艺方面进行考虑(即在不购买新设备的前提下),则可以采用以车代镗、以铣代刨等工艺措施,既减少了设备闲置,又增加了设备综合生产能力。
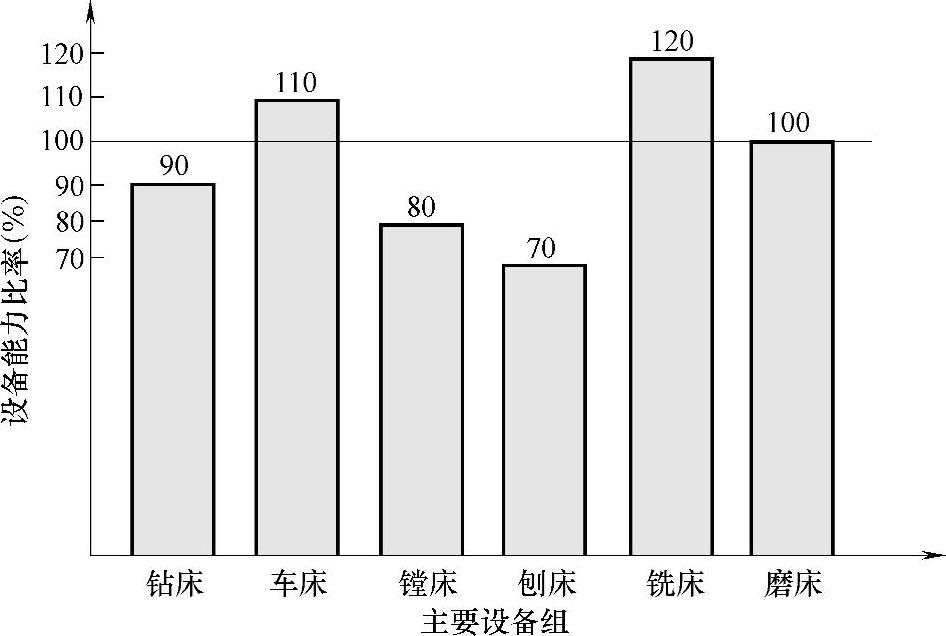
图8-1 工段生产能力平衡图解