6.2.1 非合金钢及细晶粒钢焊条
2025年08月10日
6.2.1 非合金钢及细晶粒钢焊条
(一)型号分类
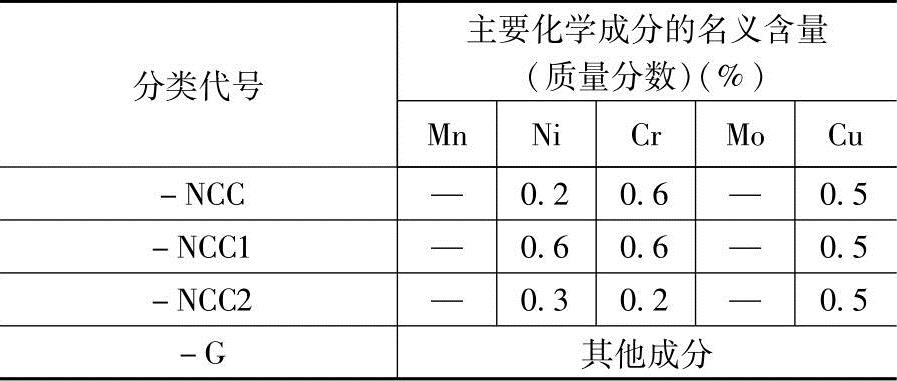
焊条型号按熔敷力学性能、药皮类型、焊接位置、电流类型、熔敷金属化学成分(表6-3)和焊后状态等分类。
表6-3 按熔敷金属化学成分分类

(续)
(二)T型接头角焊缝
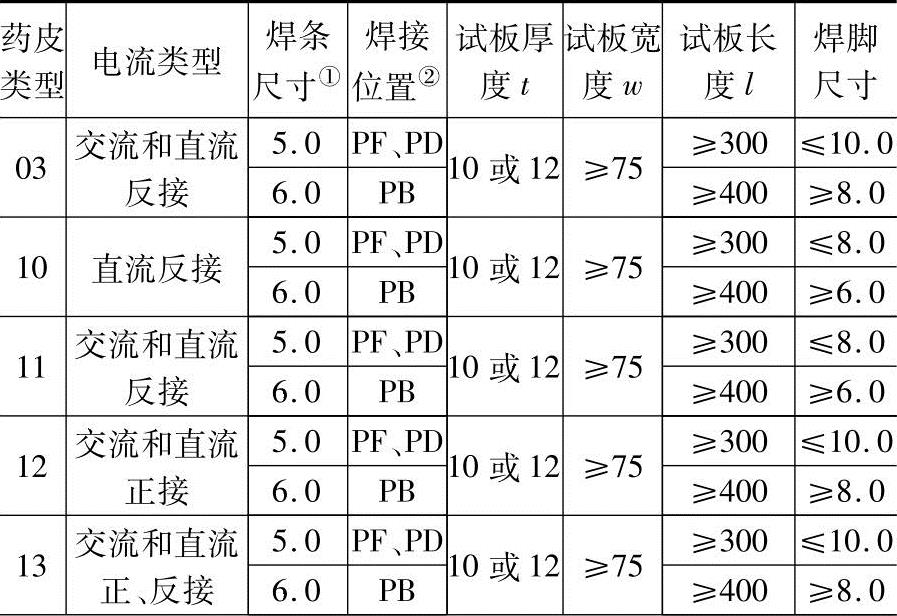
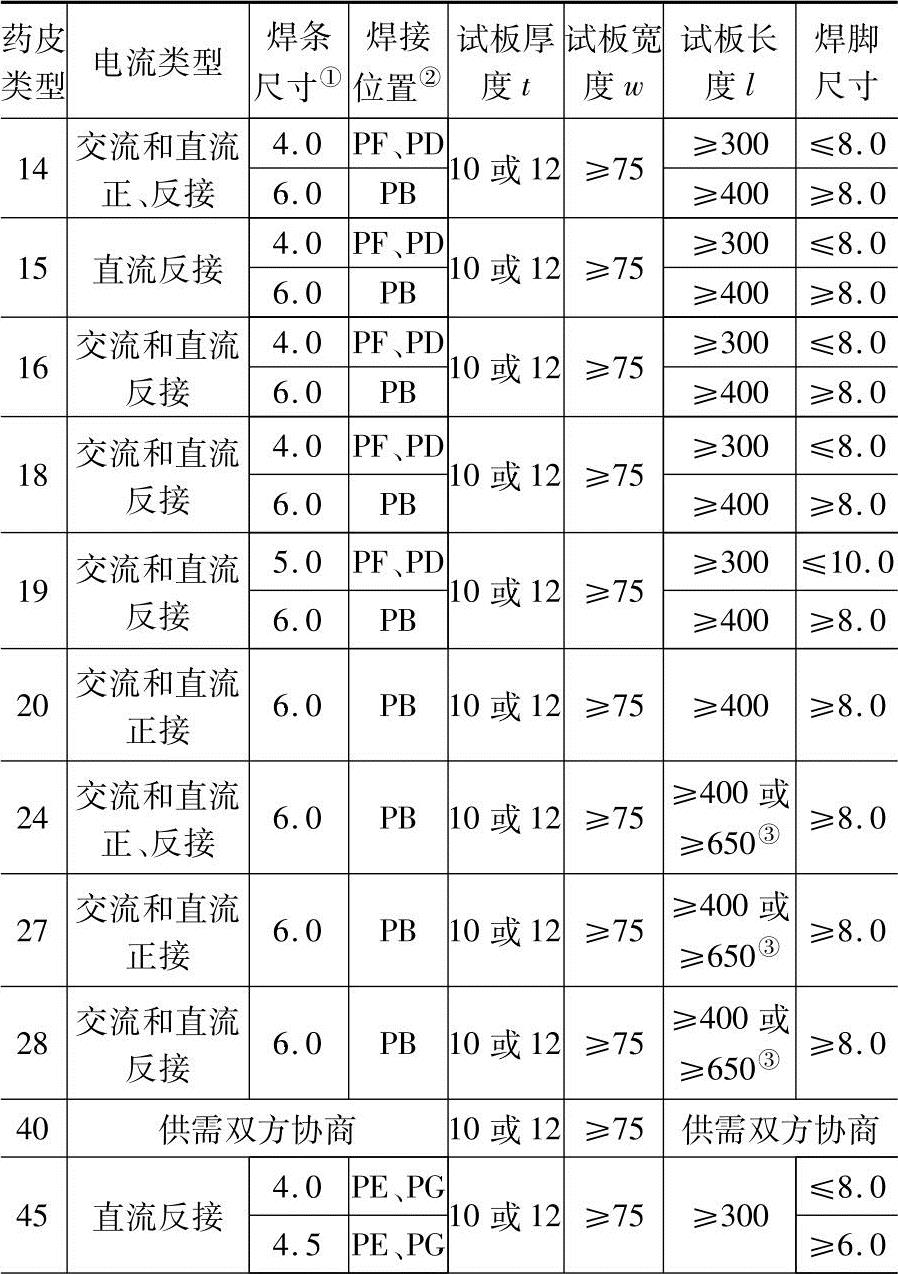
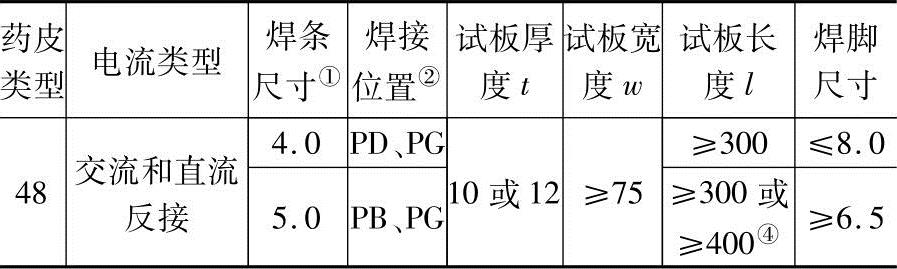
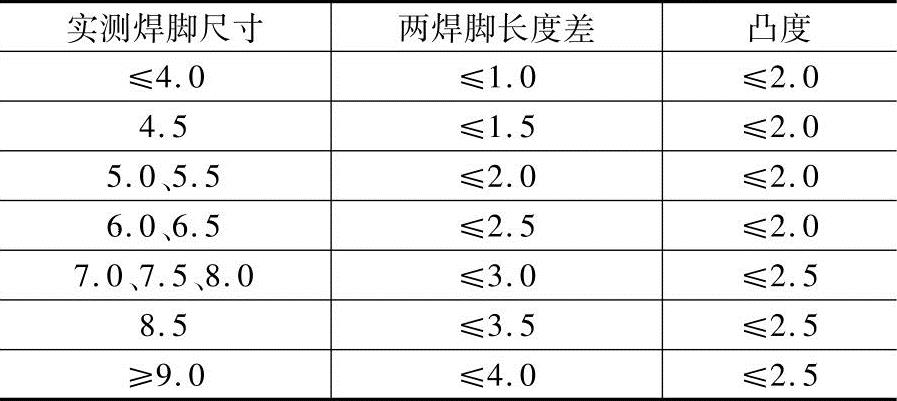
角焊缝的试验要求应符合表6-4的规定,两焊脚长度差及凸度要求应符合表6-5的规定。
表6-4 角焊缝的试验要求 (单位:mm)
(续)
(续)
① 当焊条尺寸小于规定尺寸时,应采用最大尺寸的焊条,并按比例调整要求,除非该焊条尺寸不要求试验。
② 焊接位置见GB/T 16672—1996,其中PB=平角焊、PD=仰角焊、PE=仰焊、PF=向上立焊、PG=向下立焊。
③ 对于长度为450mm的焊条,试板长度l不小于400mm;对于长度为700mm的焊条,试板长度l不小于650mm。
④ 对于长度为350mm的焊条,试板长度l不小于300mm;对于长度为450mm或460mm的焊条,试板长度l不小于400mm。
表6-5 两焊脚长度差及凸度要求 (单位:mm)
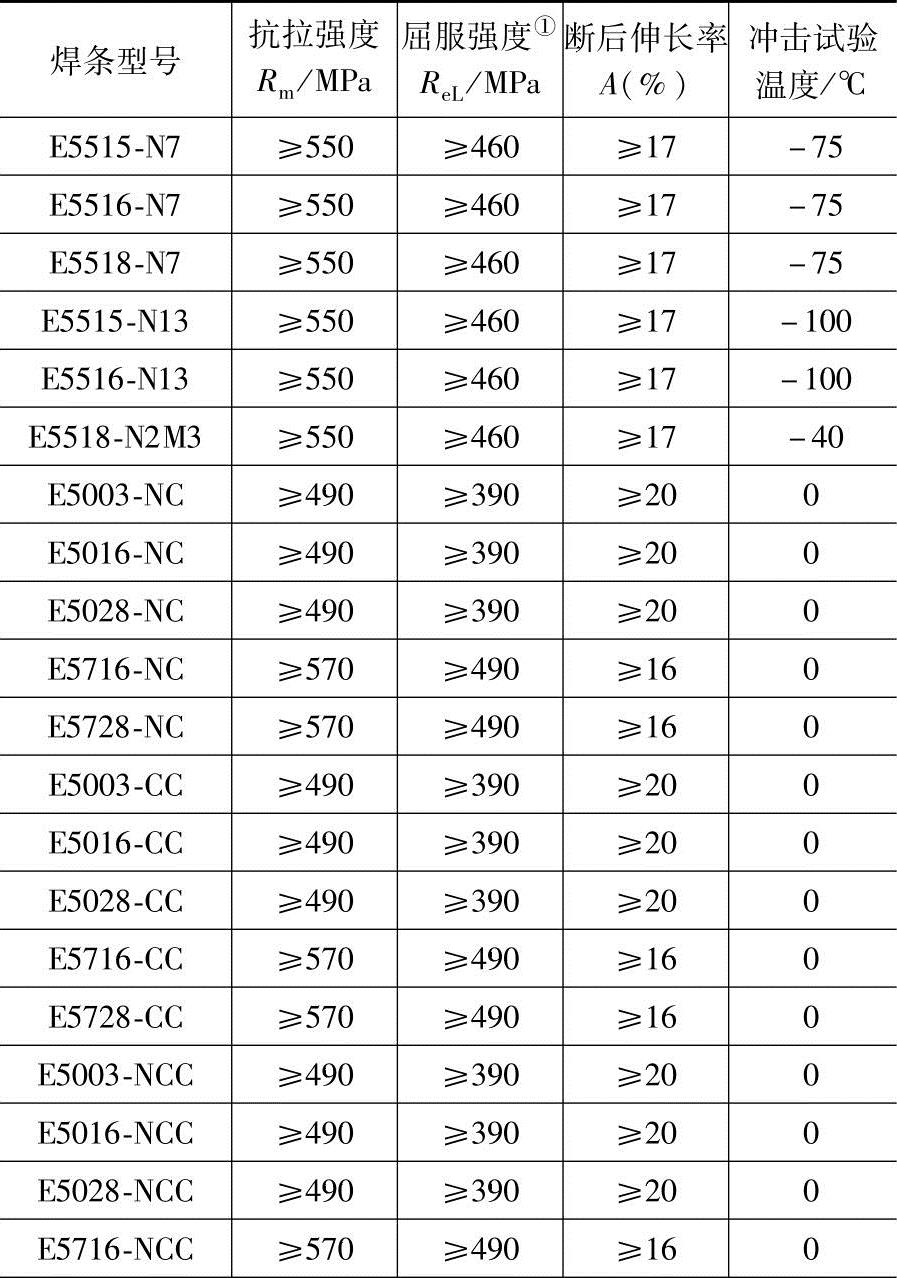
(三)力学性能
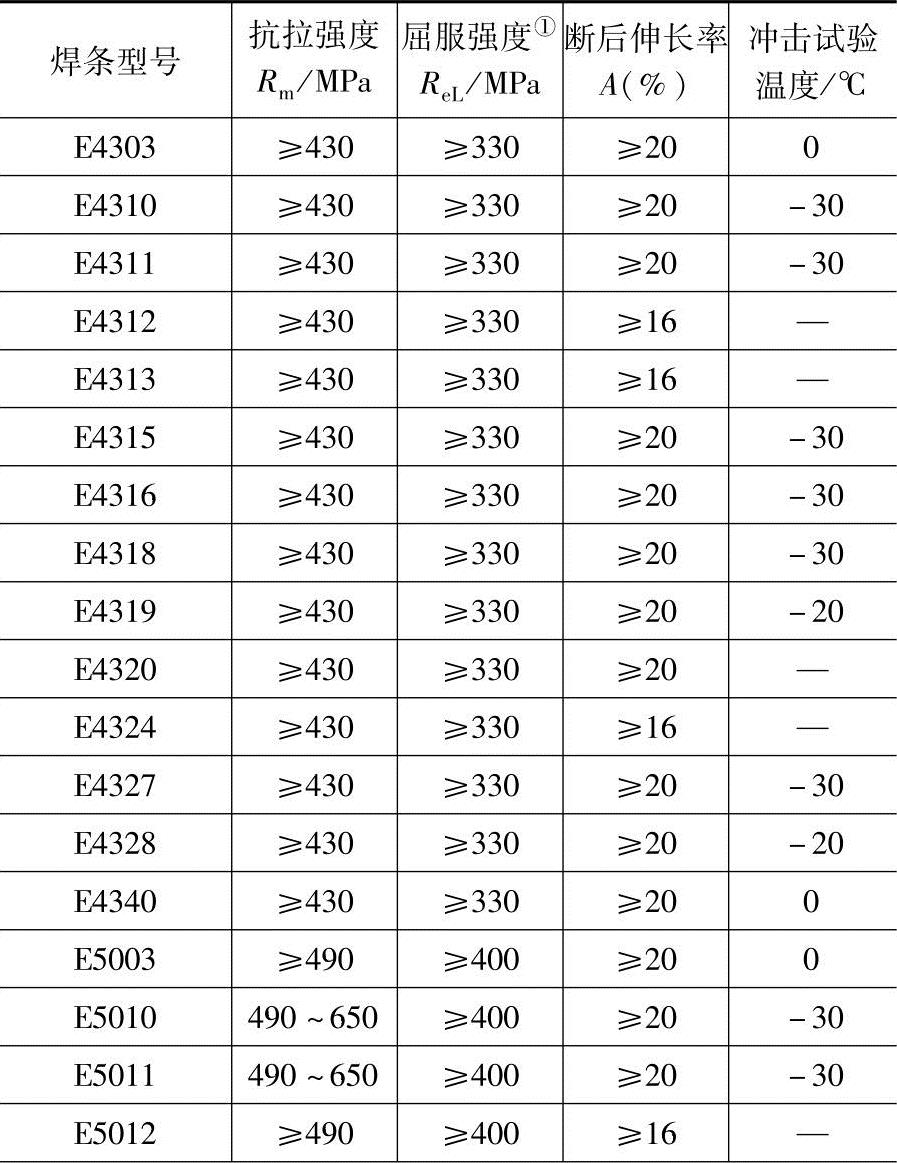
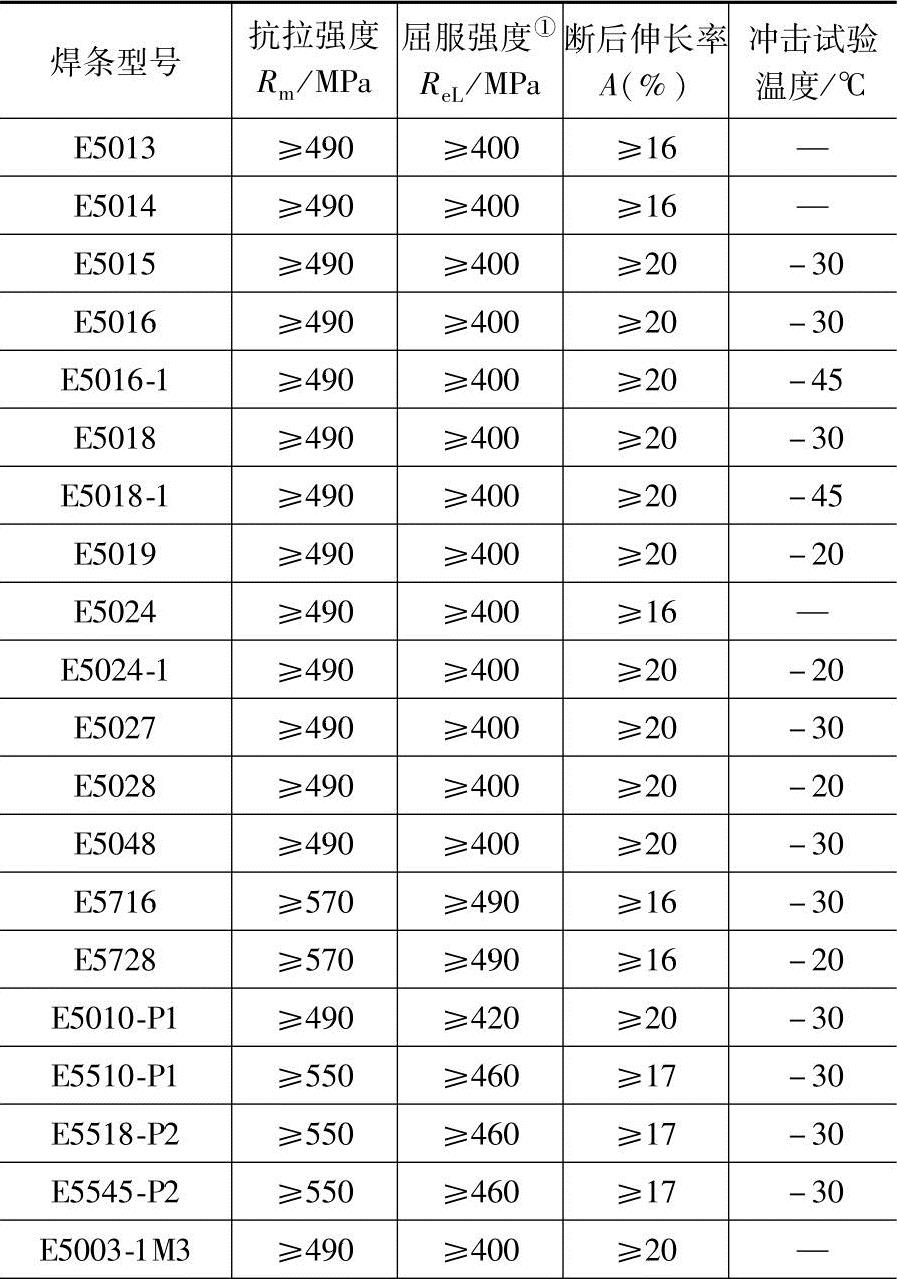
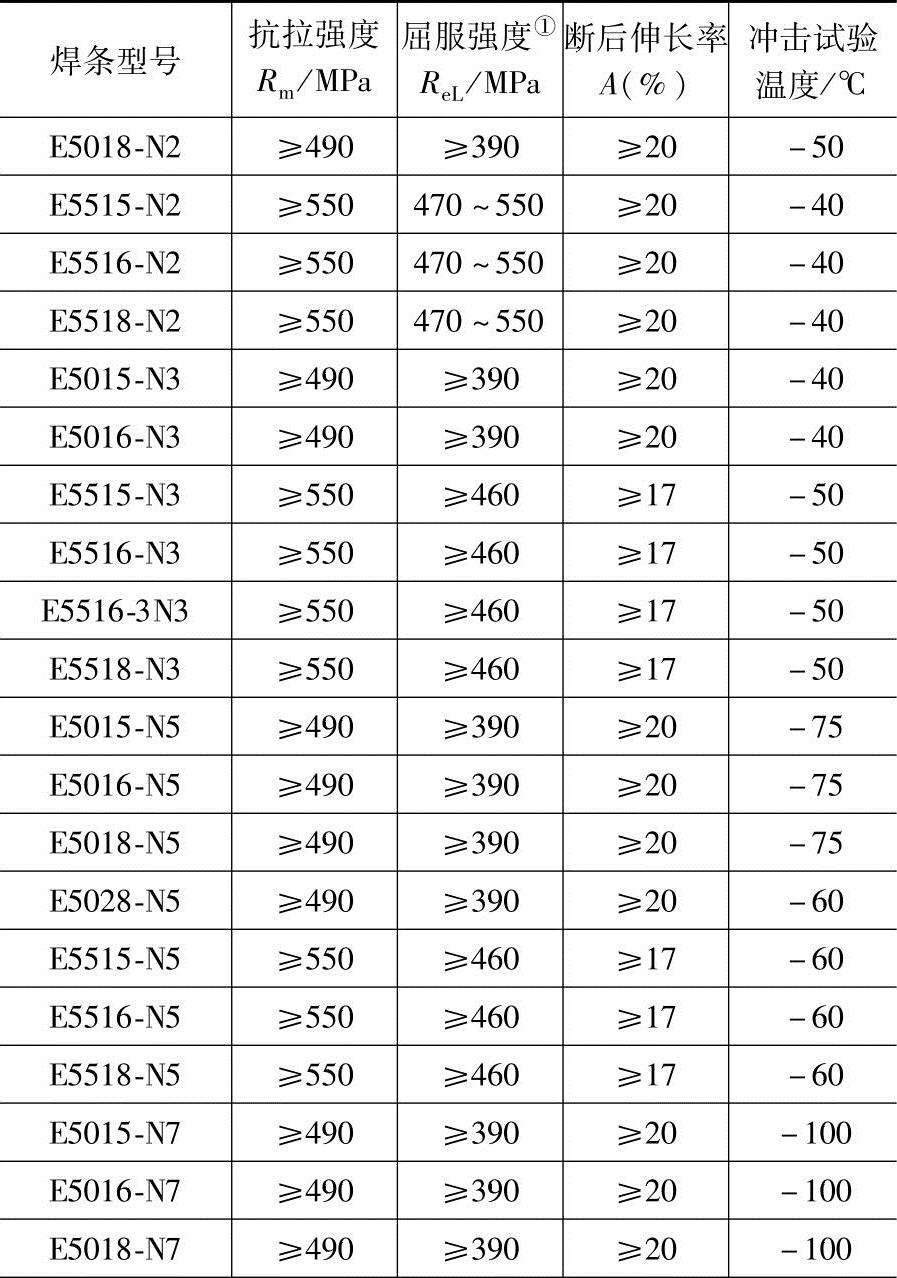
熔敷金属的力学性能应符合表6-6的规定。
表6-6 熔敷金属的力学性能
(续)
(续)

(续)
(续)
(续)
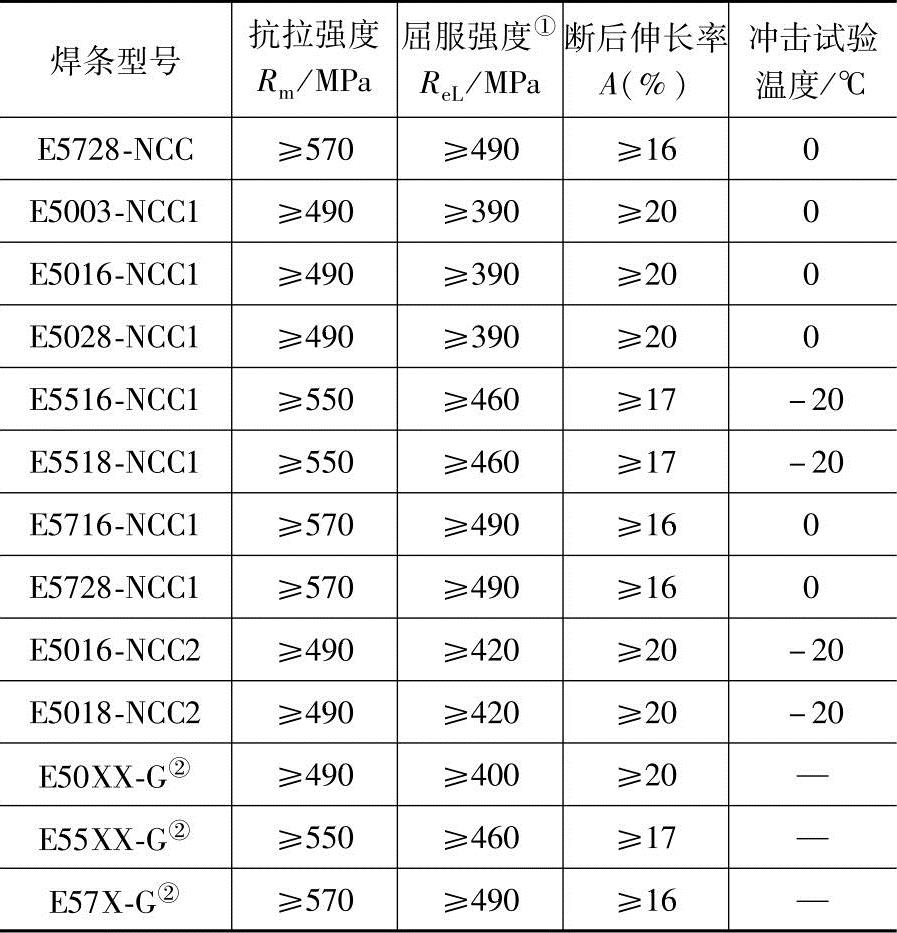
① 当屈服发生不明显时,应测定规定塑性延伸强度Rp0.2。
② 焊条型号中“××”代表焊条的药皮类型。