6.2.4 堆焊焊条
2025年08月10日
6.2.4 堆焊焊条
(一)型号分类
堆焊焊条的型号可根据熔敷金属的化学成分、药皮类型和焊接电流种类进行划分,见表6-13和表6-14。仅有碳化钨管状焊条的型号根据芯部碳化钨粉的化学成分和粒度划分。
表6-13 熔敷金属化学成分分类

表6-14 药皮类型和焊接电流种类
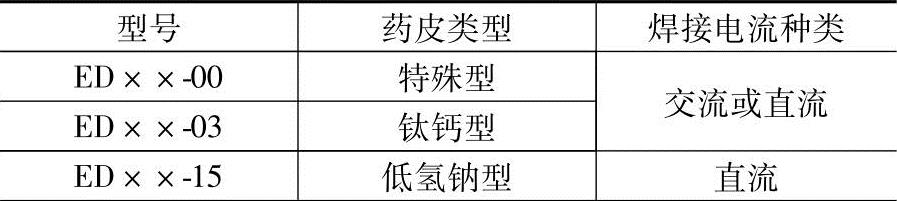
(续)

(二)尺寸
1.焊条基本尺寸及偏差
堆焊焊条的基本尺寸及极限偏差应符合表6-15中的规定。
表6-15 堆焊焊条的基本尺寸及极限偏差 (单位:mm)
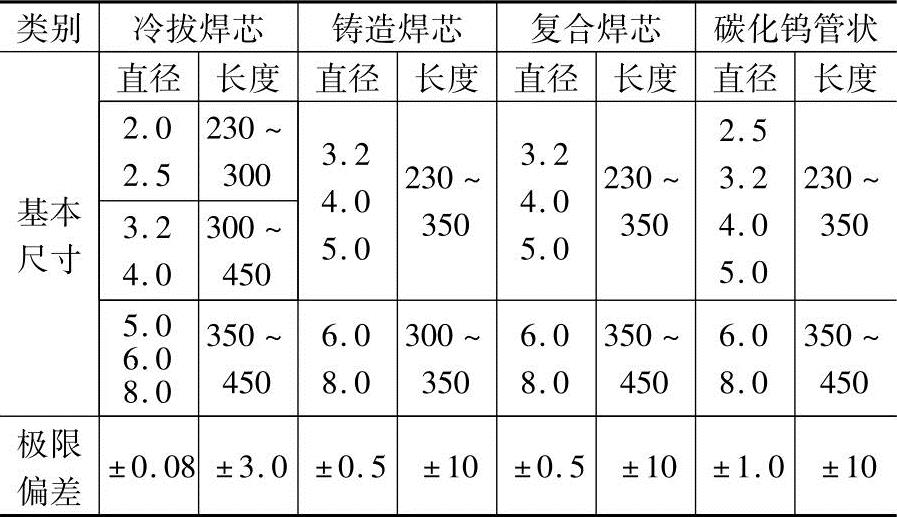
注:根据供需双方协议,也可生产其他尺寸的焊条。
2.焊条夹持端长度
堆焊焊条的夹持端长度为15~30mm。
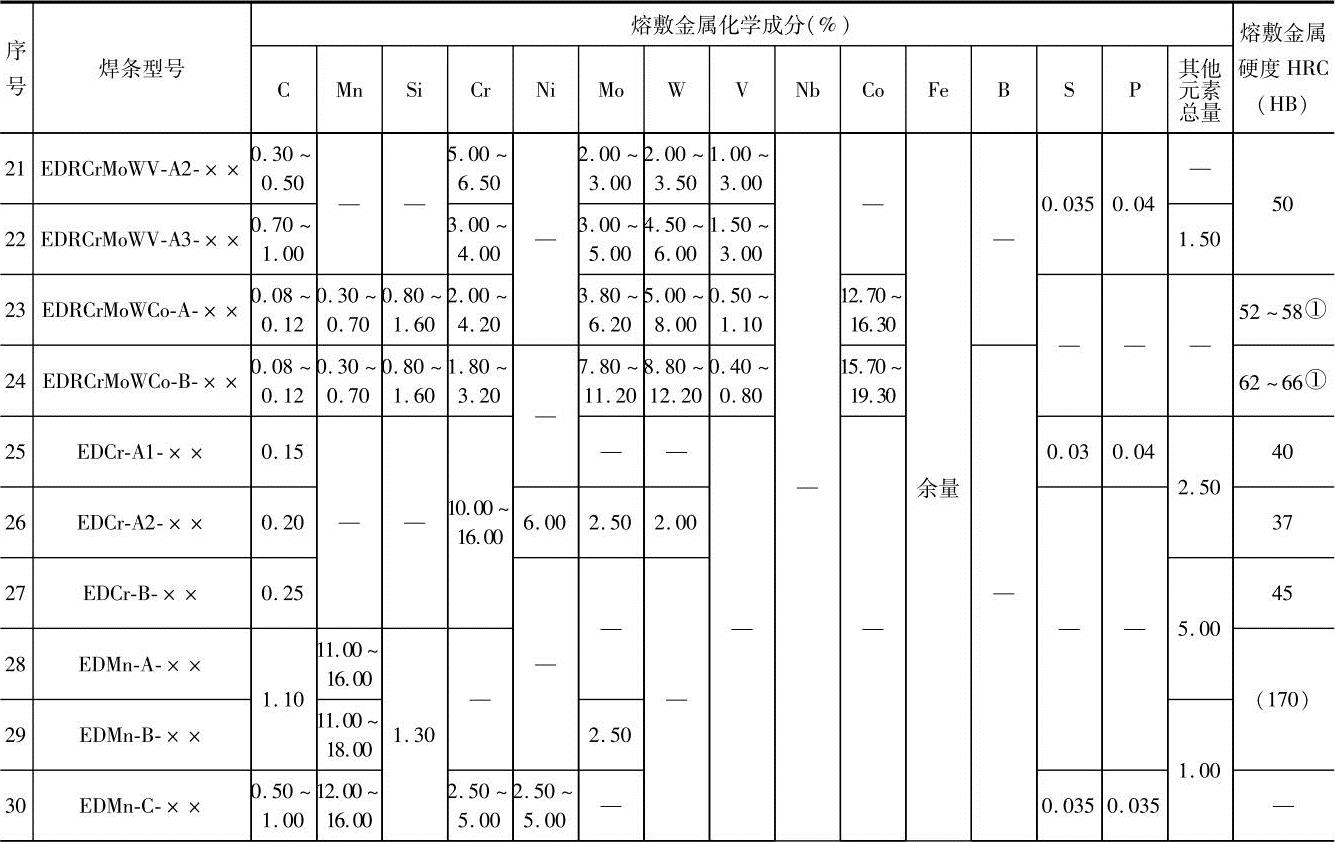
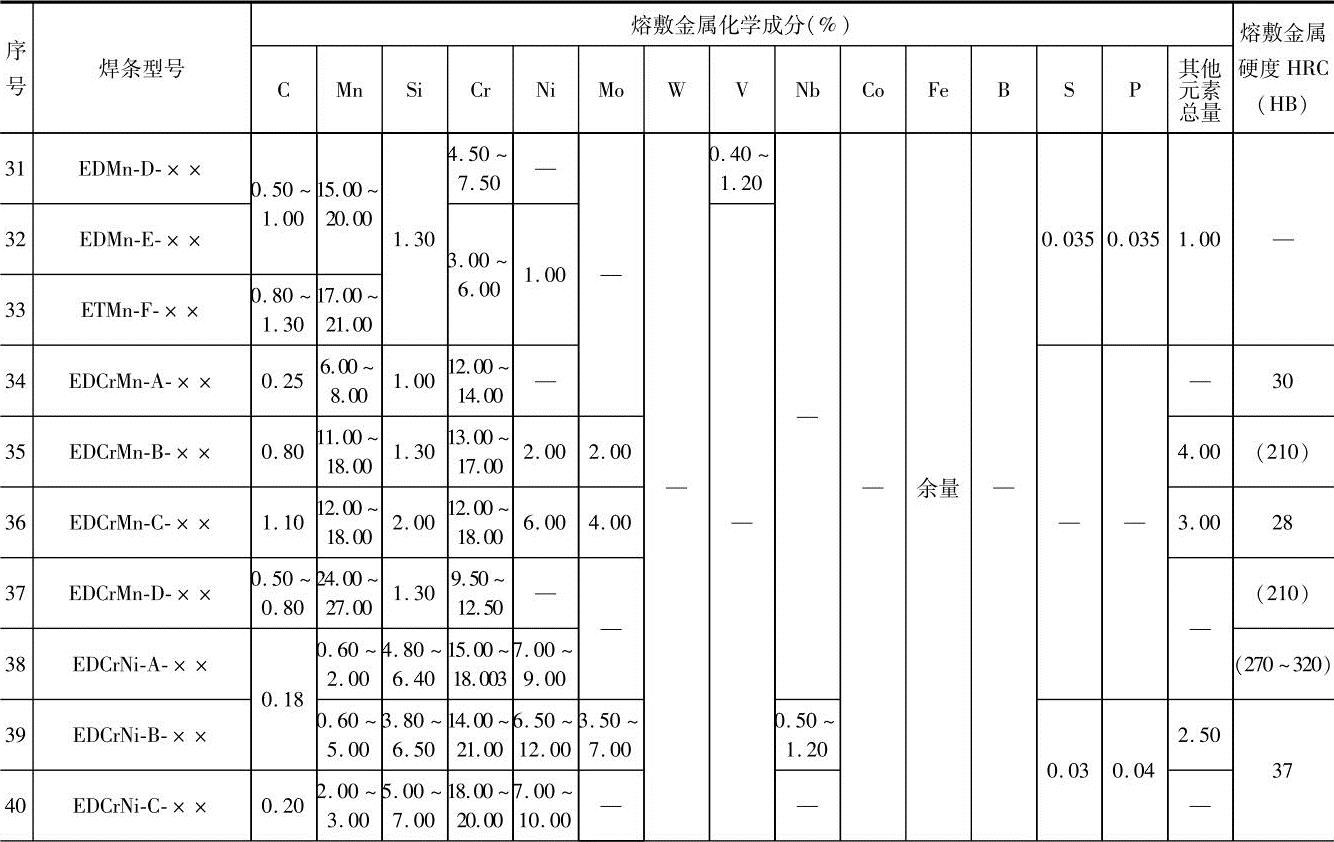
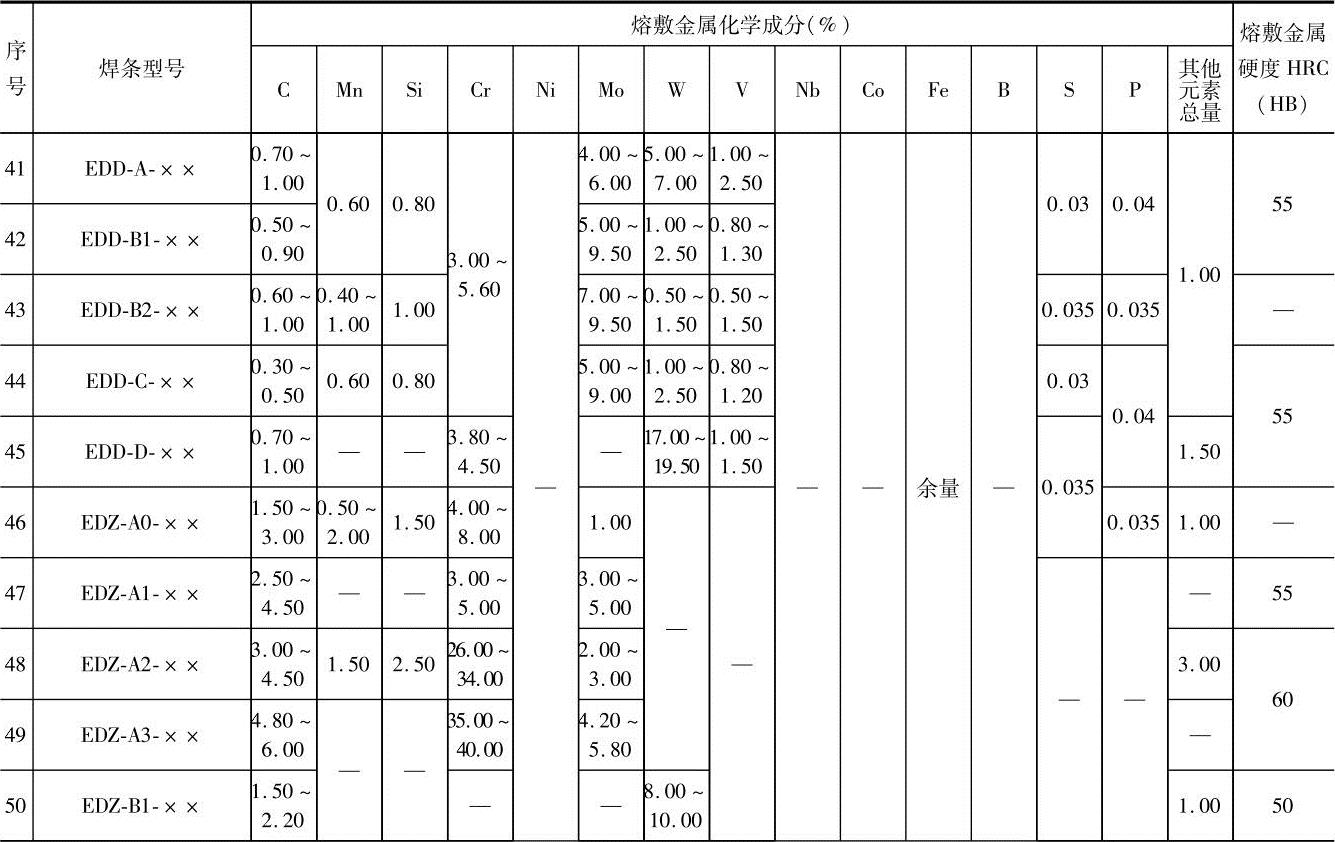
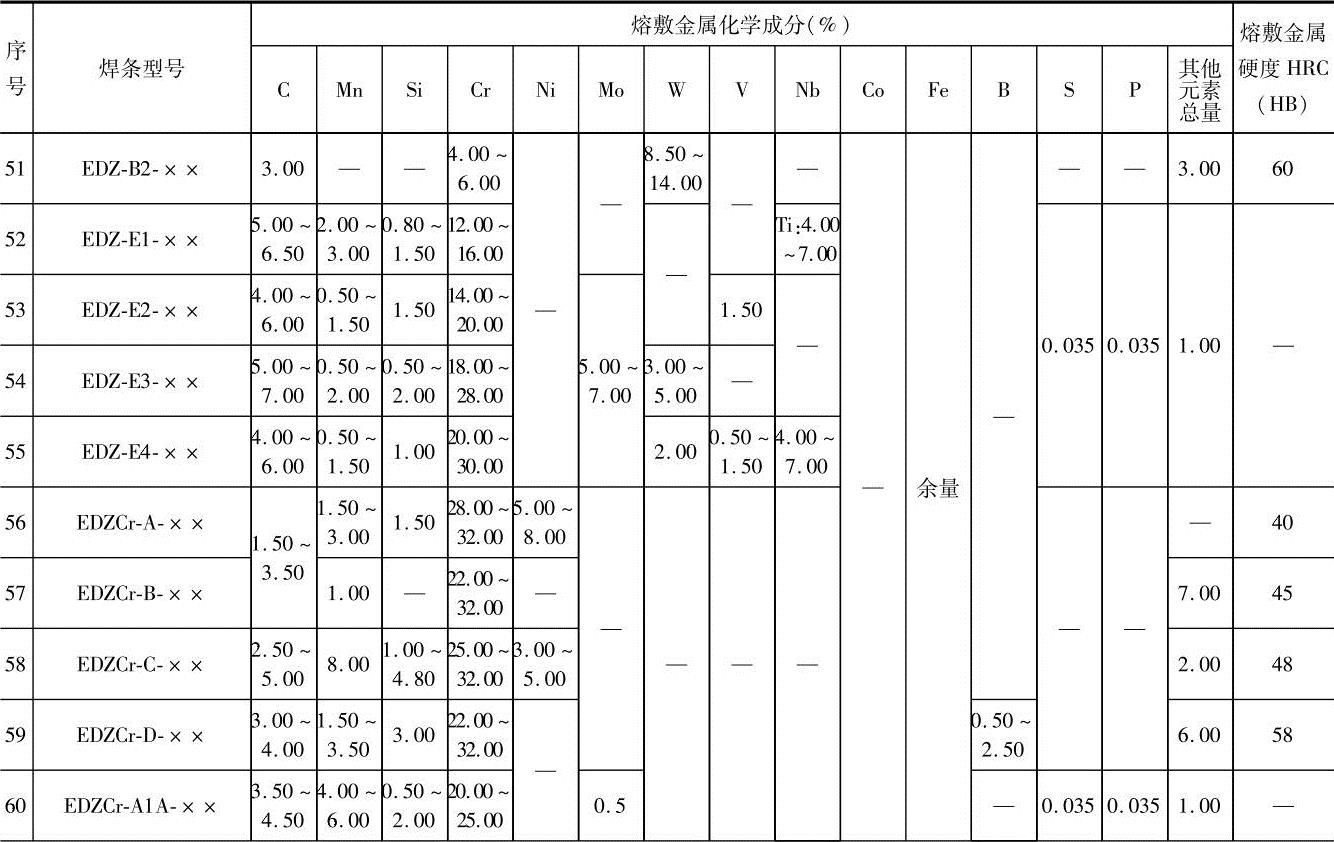
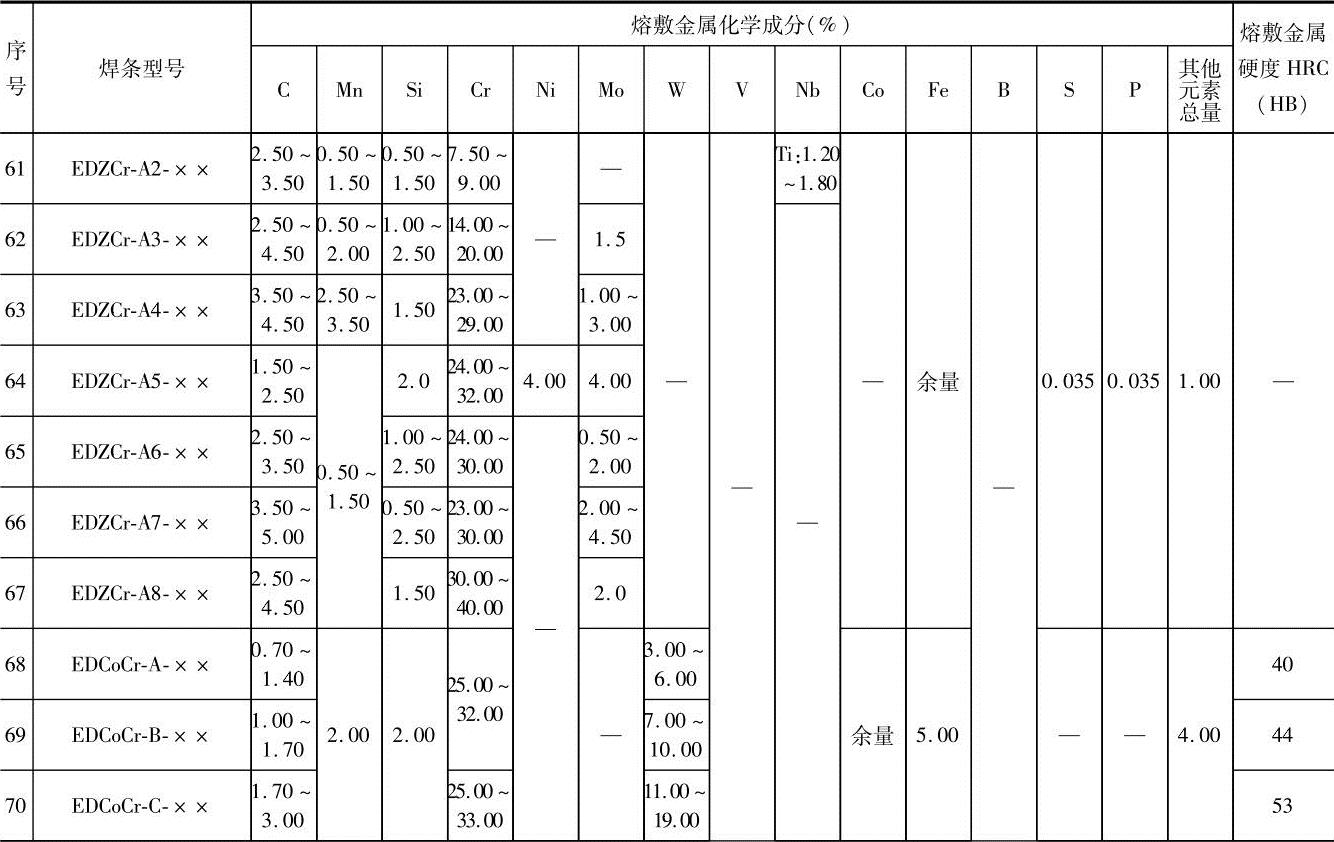
(三)熔敷金属的化学成分及硬度
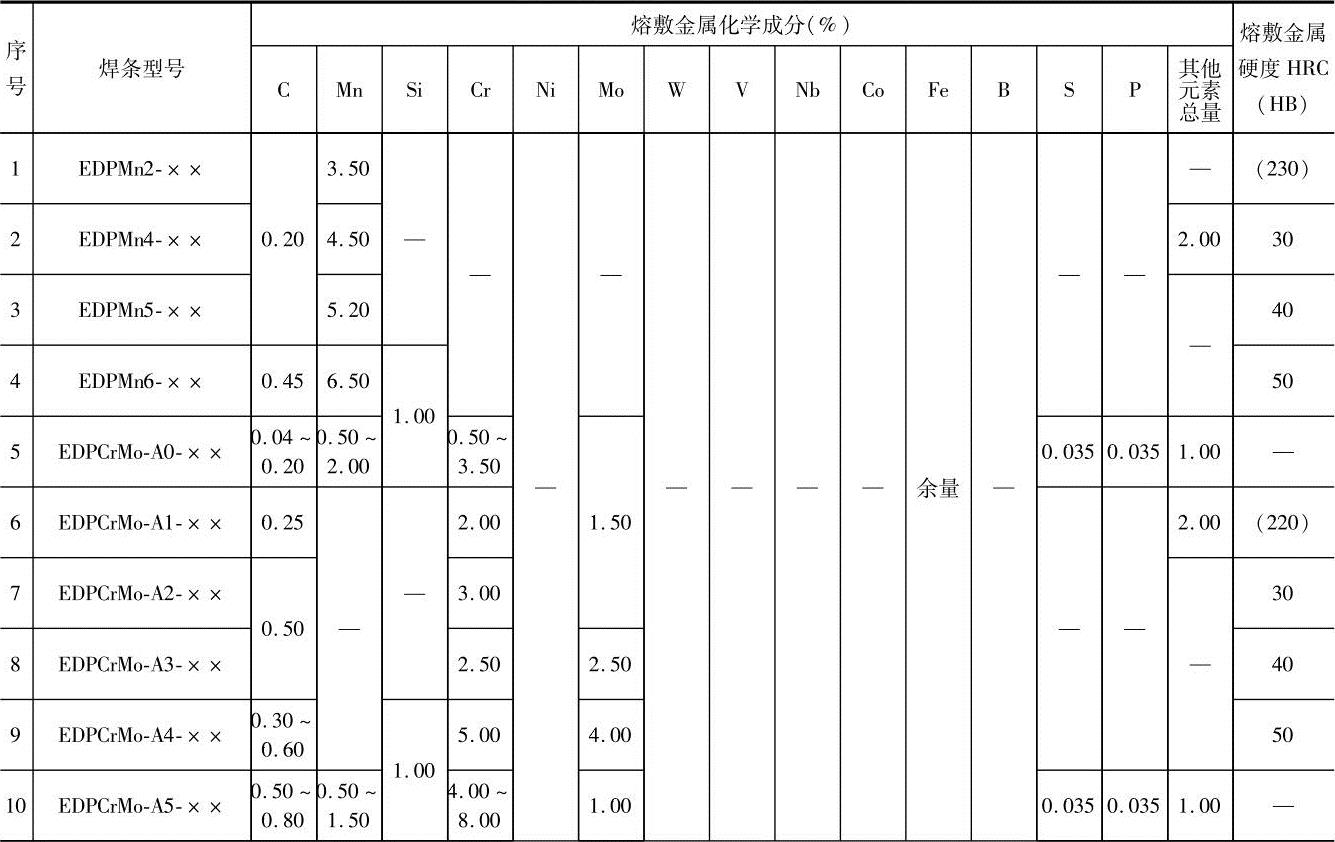
熔敷金属的化学成分及硬度应符合表6-16中的规定。
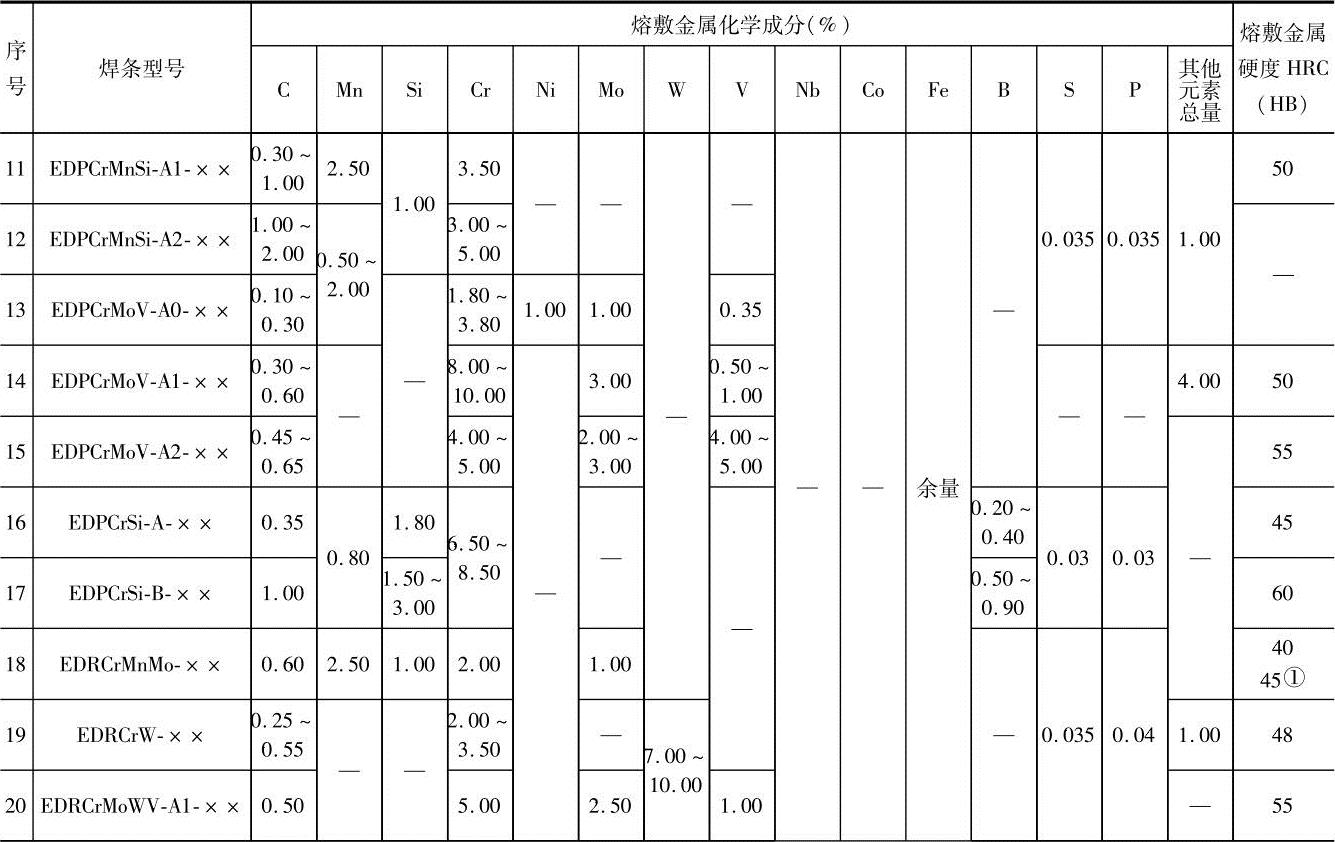
表6-16 熔敷金属的化学成分及硬度
(续)
(续)
(续)
(续)
(续)
(续)
(续)
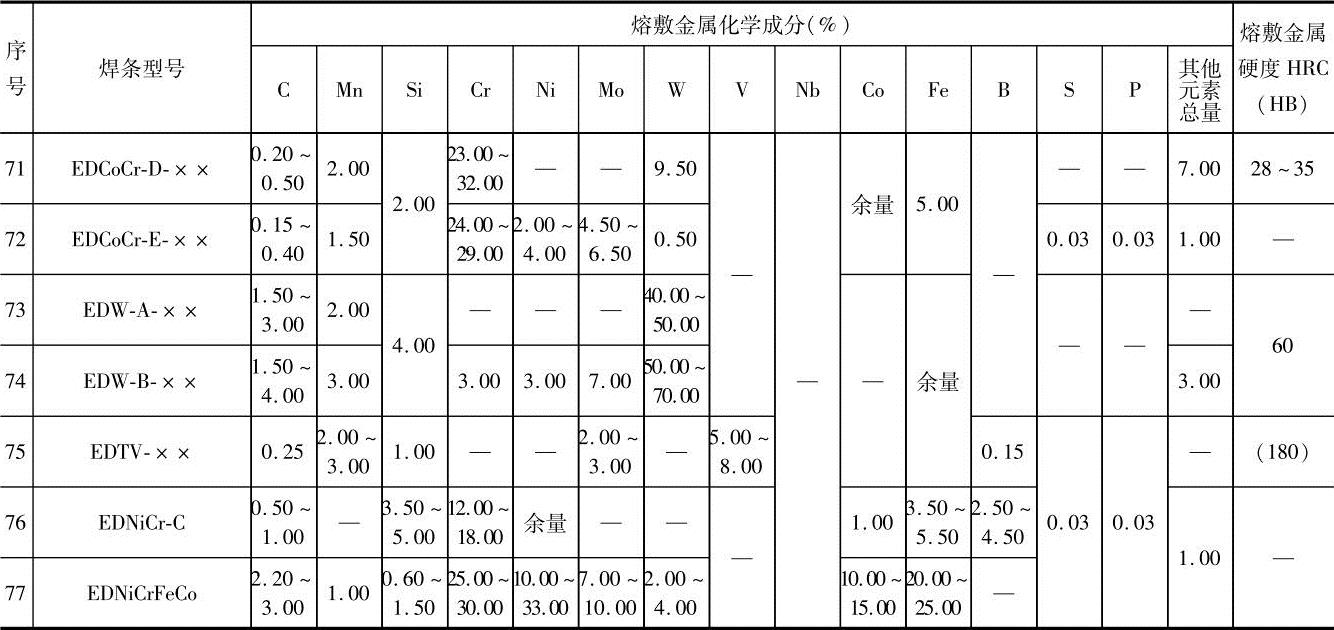
注:1.若存在其他元素,也应进行分析,以确定是否符合“其他元素总量”一栏的规定。
2.化学成分的单值均为最大值,硬度的单值均为最小平均值。
① 经热处理的硬度值,热处理规范在说明书中规定。