6.2.2 热强钢焊条
2025年08月10日
6.2.2 热强钢焊条
(一)型号分类
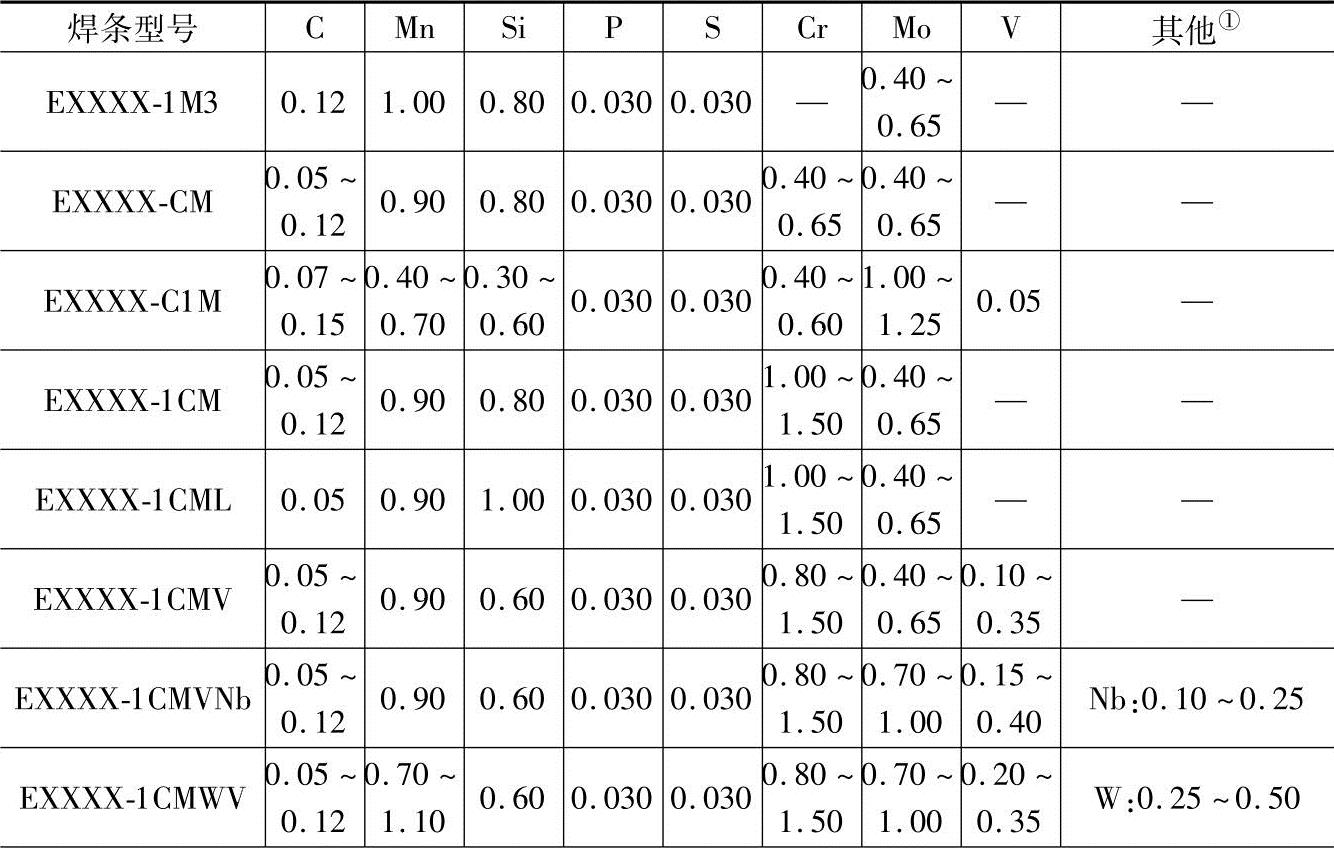
焊条的熔敷金属化学成分应符合表6-7规定。
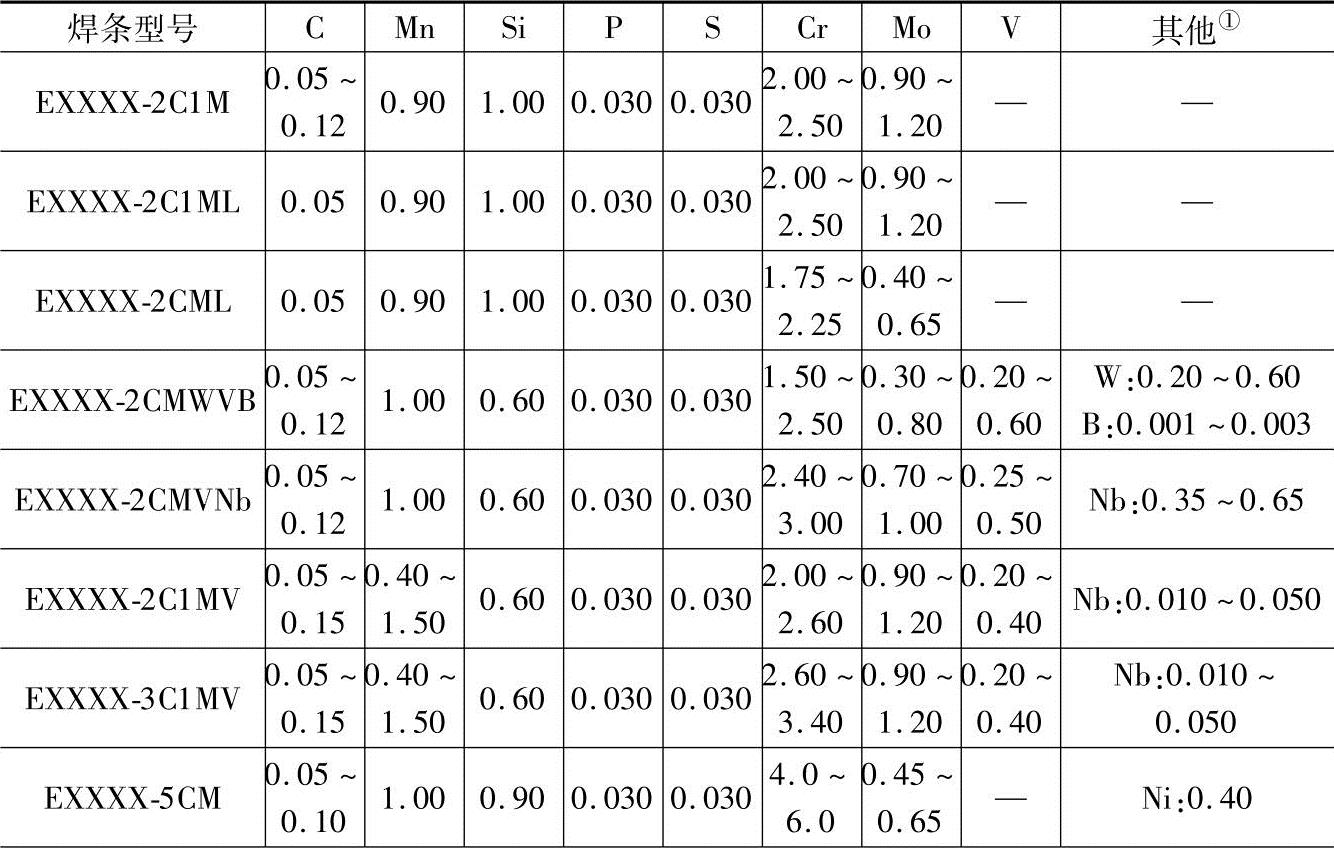
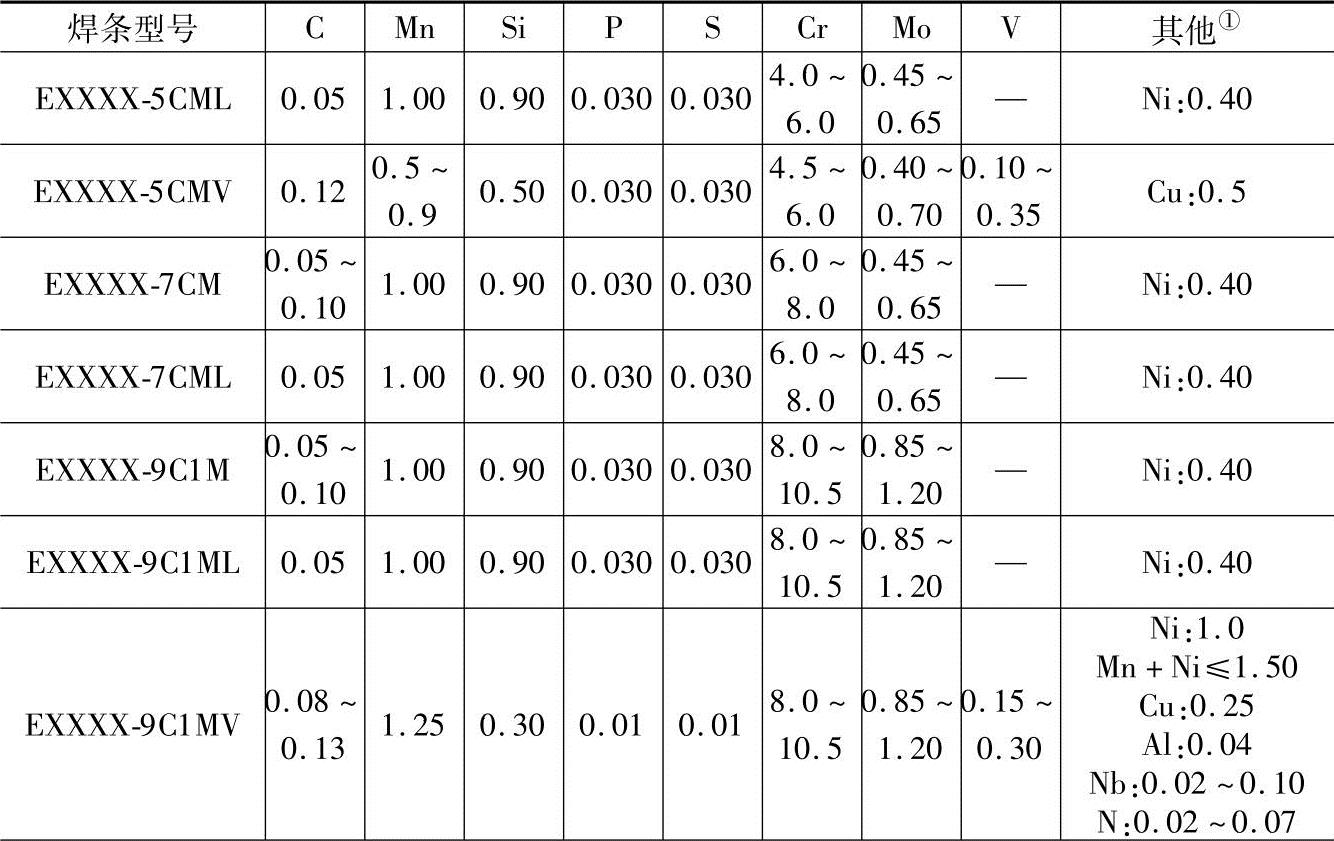
表6-7 熔敷金属化学成分(质量分数,%)
(续)
(续)
(续)
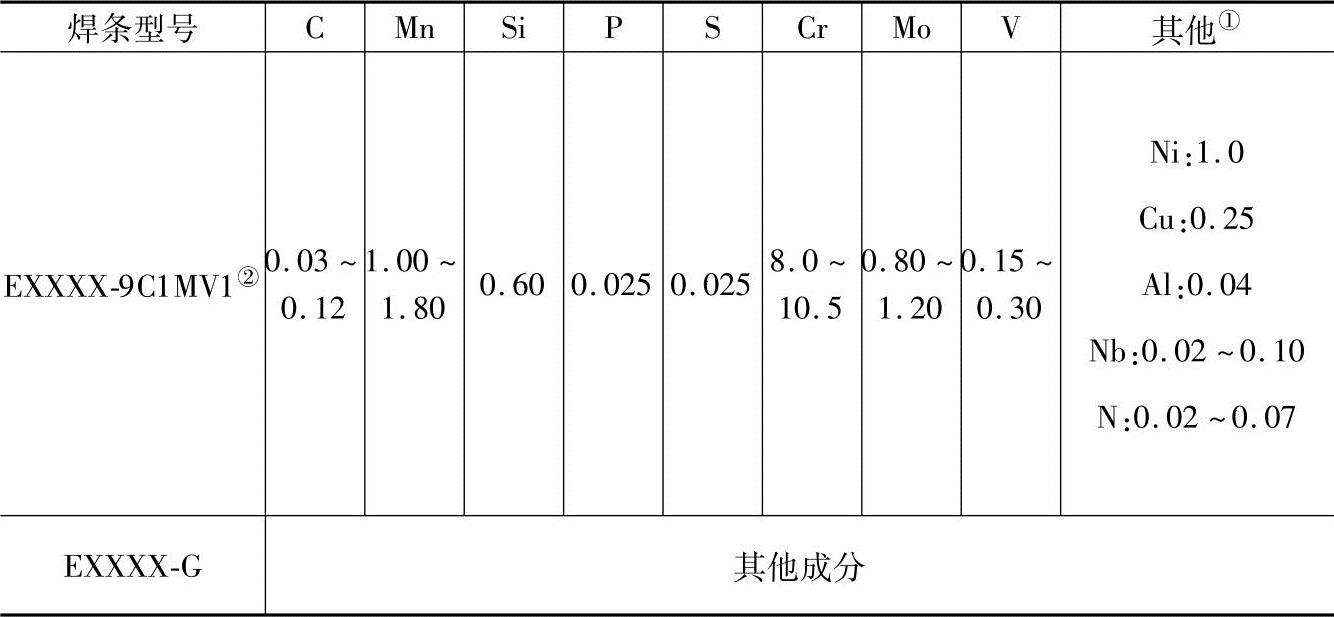
注:表中单值均为最大值。
① 如果有意添加表中未列出的元素,则应进行报告,这些添加元素和在常规化学分析中发现的其他元素的总量不应超过0.50%。
② Ni+Mn的化合物能降低AC1点温度,所要求的焊后热处理温度可能接近或超过了焊缝金属的AC1点。
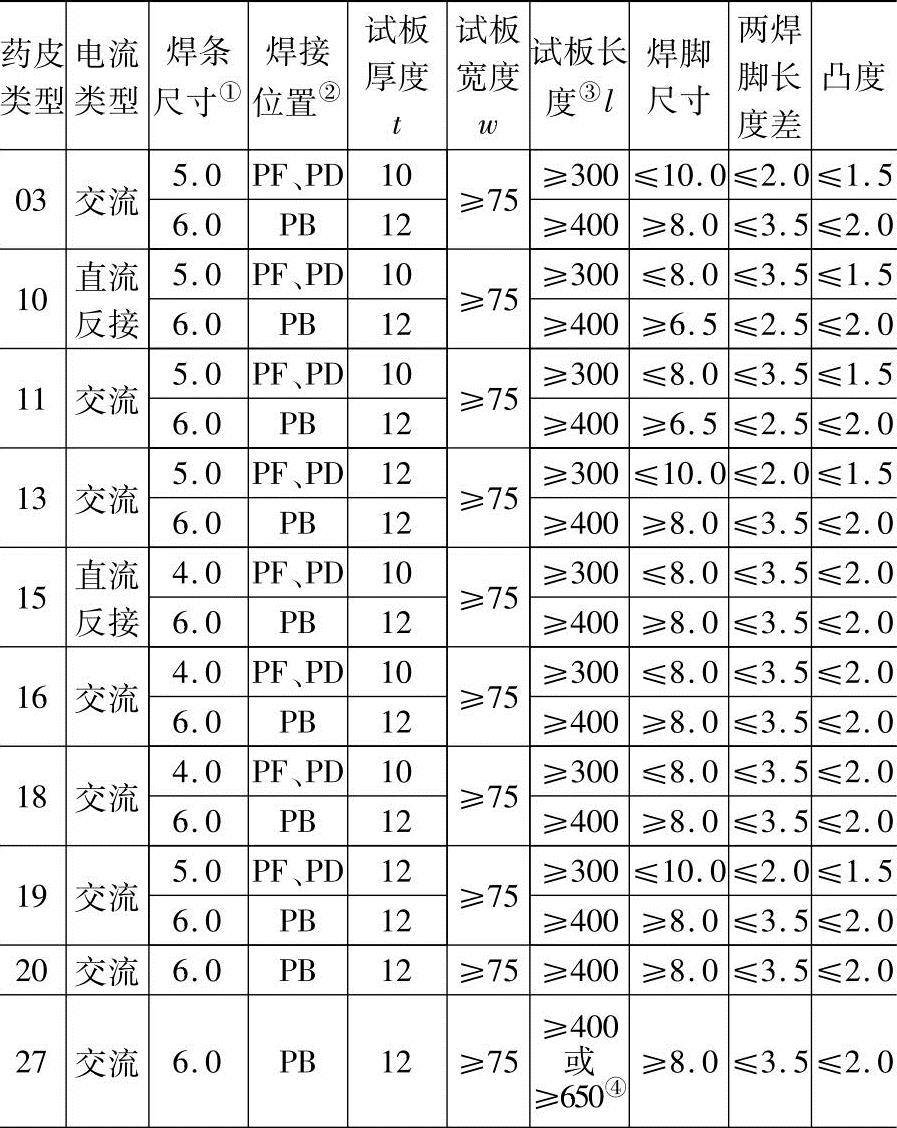
(二)角焊缝
角焊缝的试验要求、焊脚尺寸、两焊脚长度差及凸度应符合表6-8的规定。
表6-8 角焊缝要求 (单位:mm)
(续)
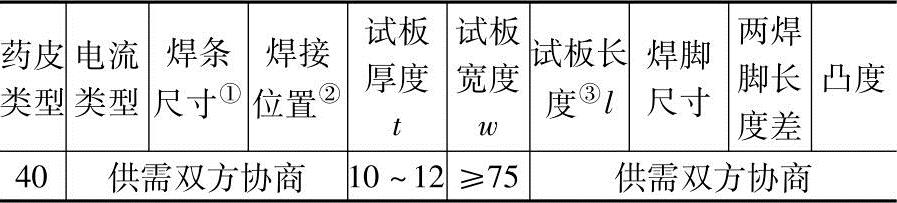
① 当焊条尺寸小于规定尺寸时,应采用最大尺寸的焊条,并按比例调整要求。除非该焊条尺寸不要求试验。
② 焊接位置见GB/T 16672,其中PB=平角焊、PD=仰角焊、PF=向上立焊。
③ 对于300mm长的焊条,试板长度l不小于250mm;对于350mm长的焊条,试板长度l不小于300mm。
④ 对于450mm长的焊条,试板长度l不小于400mm;对于700mm长的焊条,试板长度l不小于650mm。
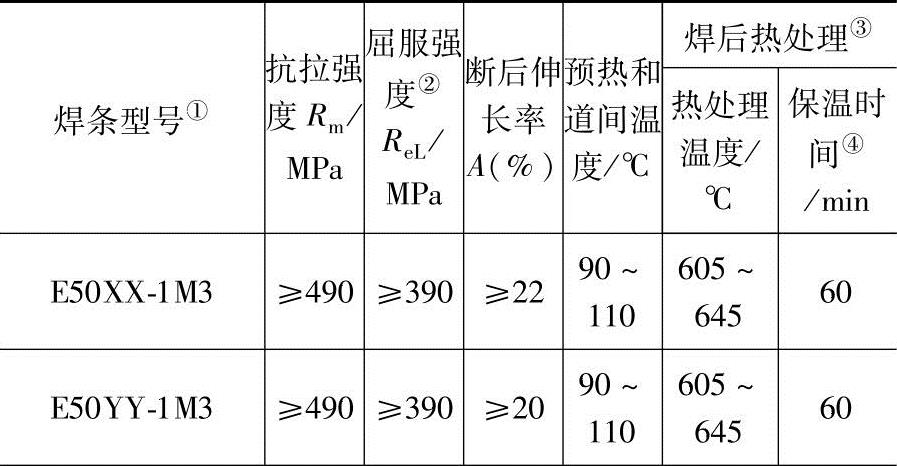
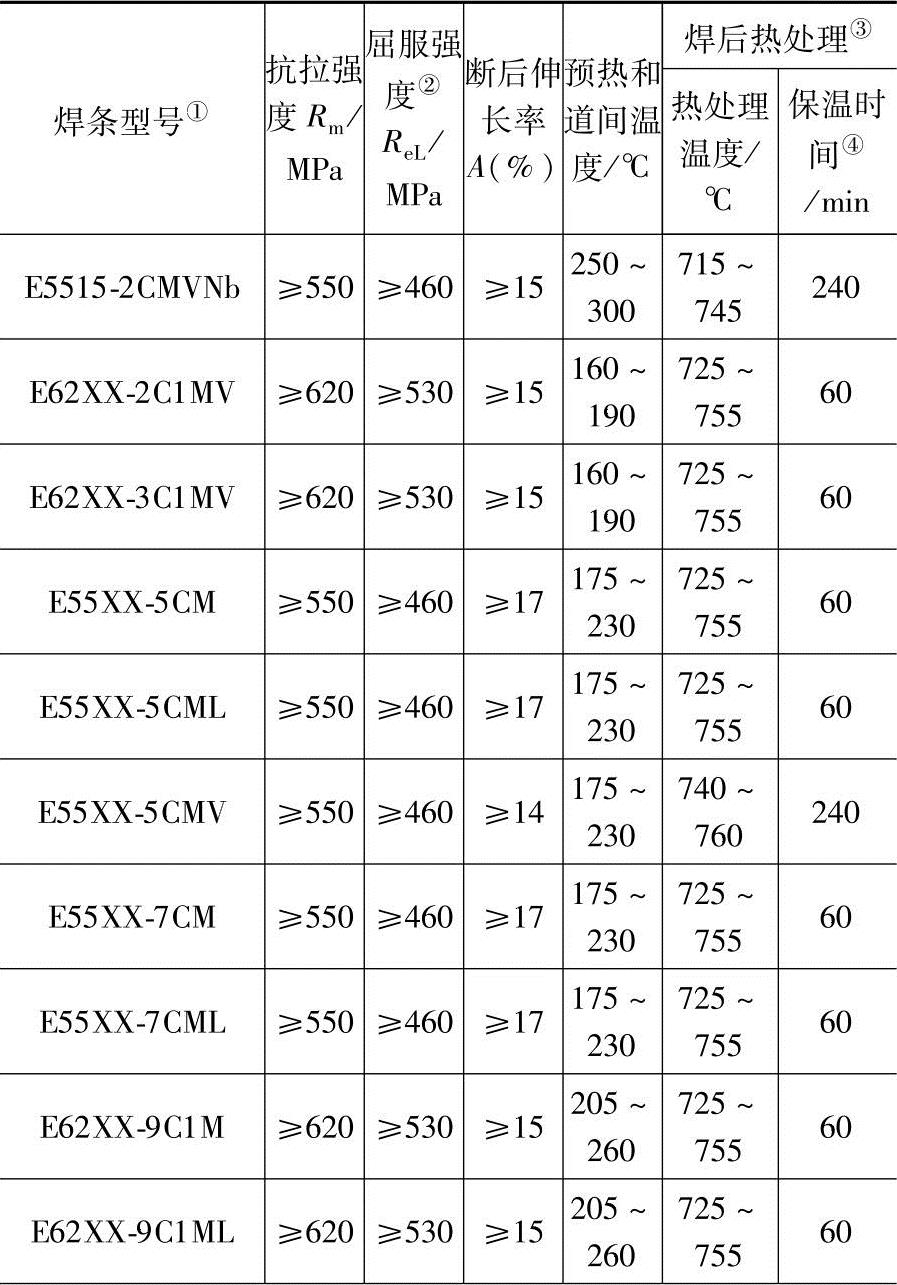
(三)力学性能
熔敷金属拉伸试验结果应符合表6-9的规定。
表6-9 熔敷金属力学性能
(续)

(续)

(续)
(续)

① 焊条型号中XX代表药皮类型15、16或18,YY代表药皮类型10、11、19、20或27。
② 当屈服发生不明显时,应测定规定塑性延伸强度Rp0.2。
③ 试件放入炉内时,以85~275℃/h的速率加热到规定温度。达到保温时间后,以不大于200℃/h的速率随炉冷却至300℃以下。试件冷却至300℃以下的任意温度时,允许从炉中取出,在静态大气中冷却至室温。
④ 保温时间公差为0~10min。