6.3.3 气体保护电弧焊用碳钢、低合金钢焊丝
(一)型号分类
焊丝按化学成分分为碳钢、碳钼钢、铬钼钢、镍钢、锰钼钢和其他低合金钢等6类。
(二)焊丝尺寸及允许偏差
焊丝尺寸及允许偏差应符合表6-41的规定。直条焊丝长度为500~1000mm,允许偏差为±5mm。
表6-41 焊丝尺寸及允许偏差 (单位:mm)
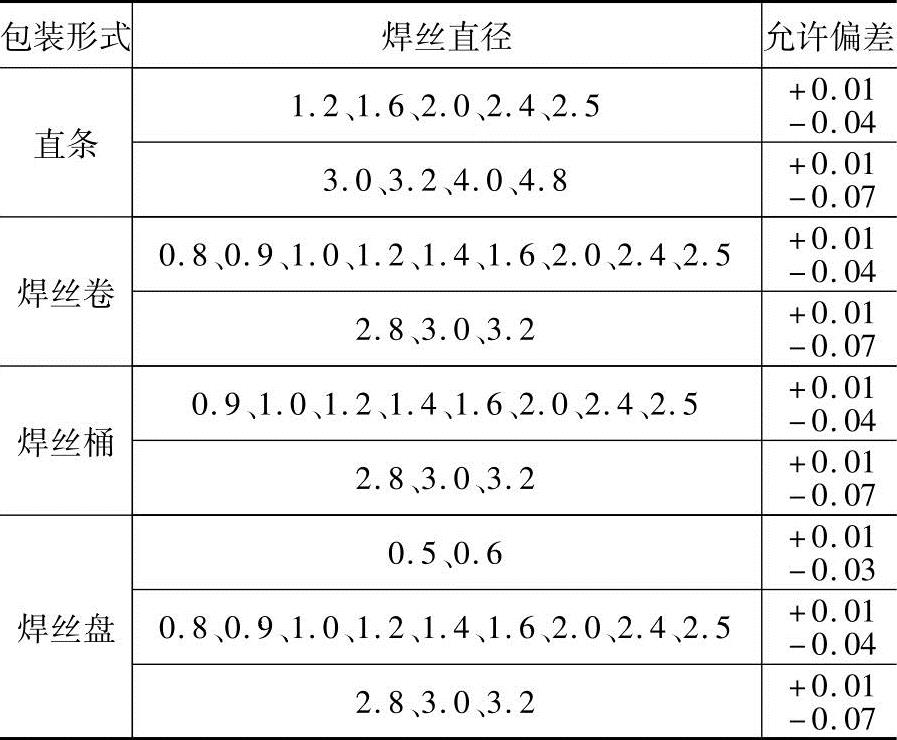
注:根据供需双方协议,可生产其他尺寸及偏差的焊丝。
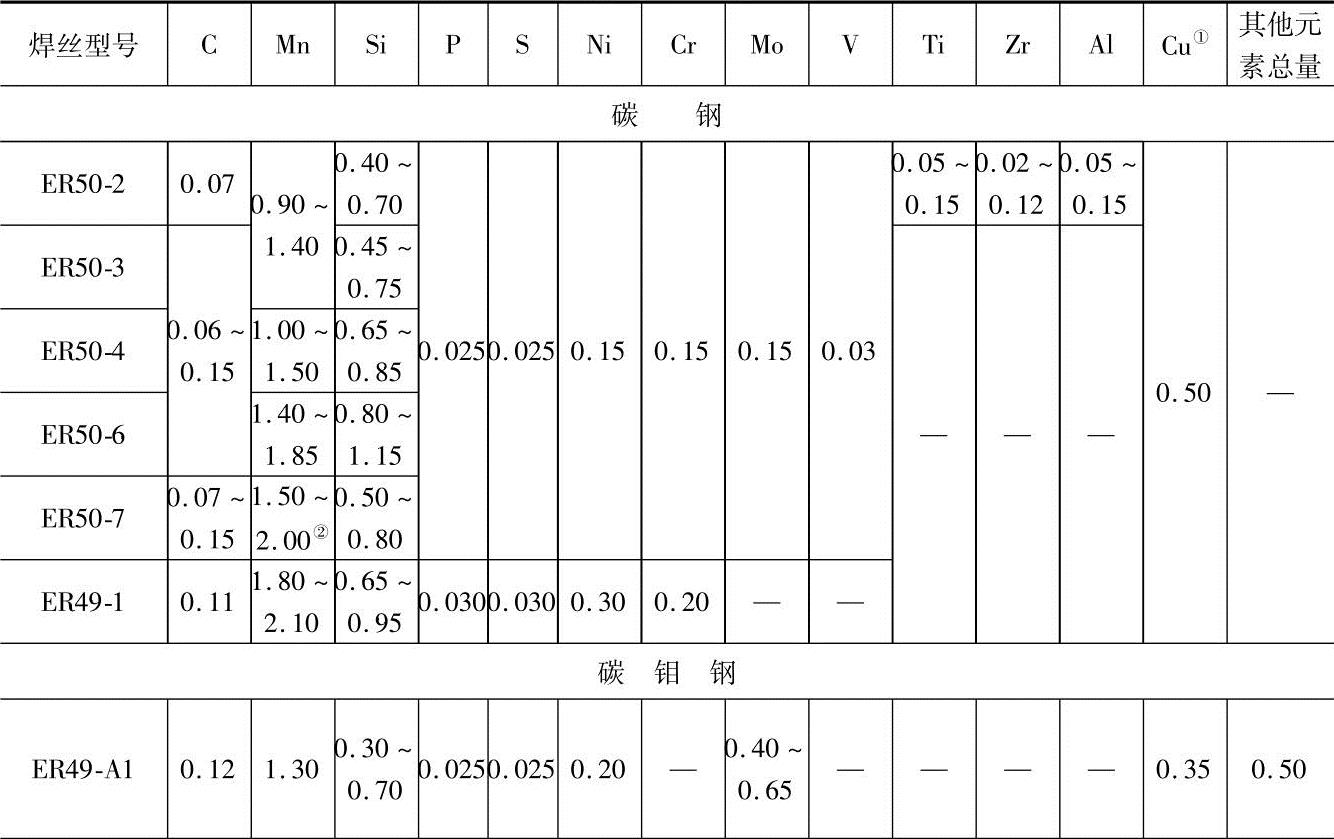
(三)焊丝的化学成分
焊丝的化学成分符合表6-42的规定。
表6-42 焊丝的化学成分(%)
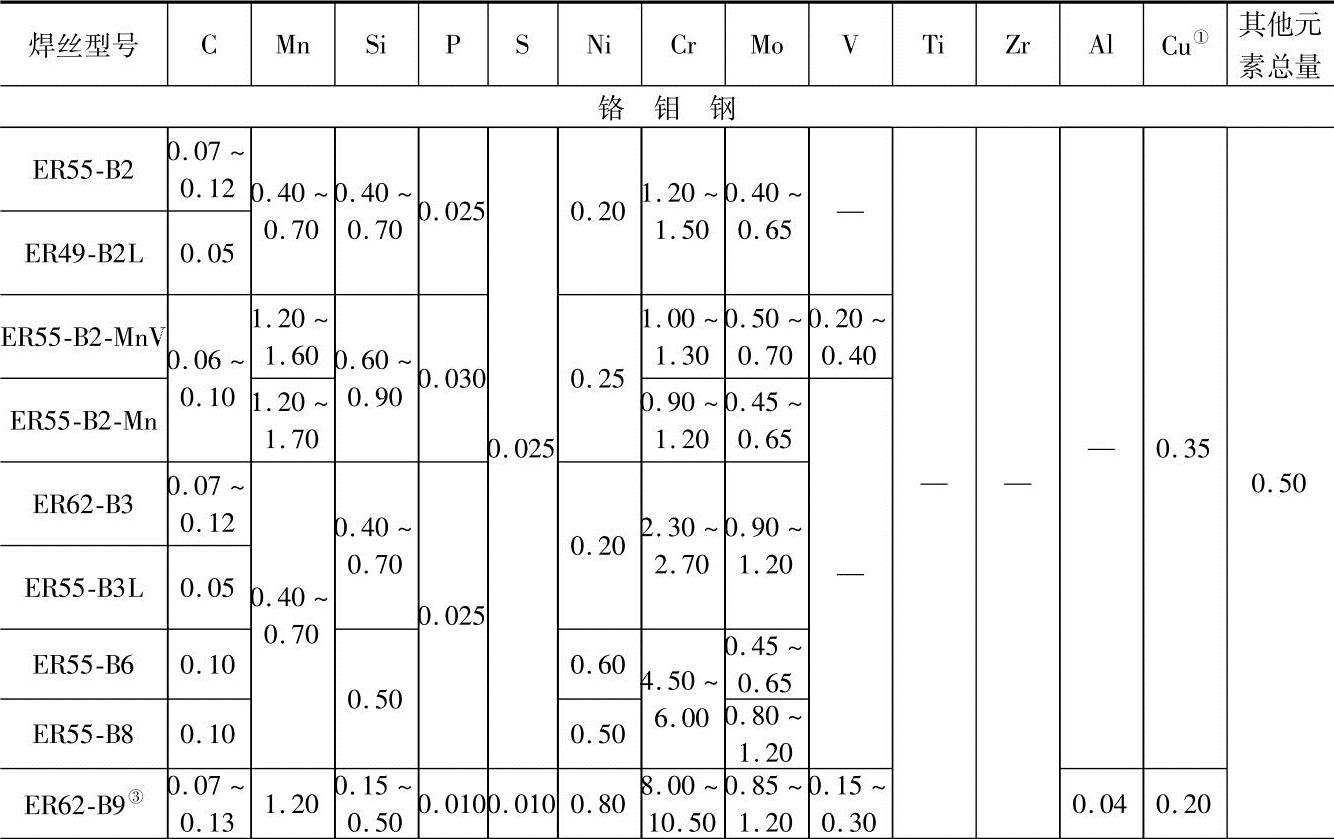
(续)
(续)
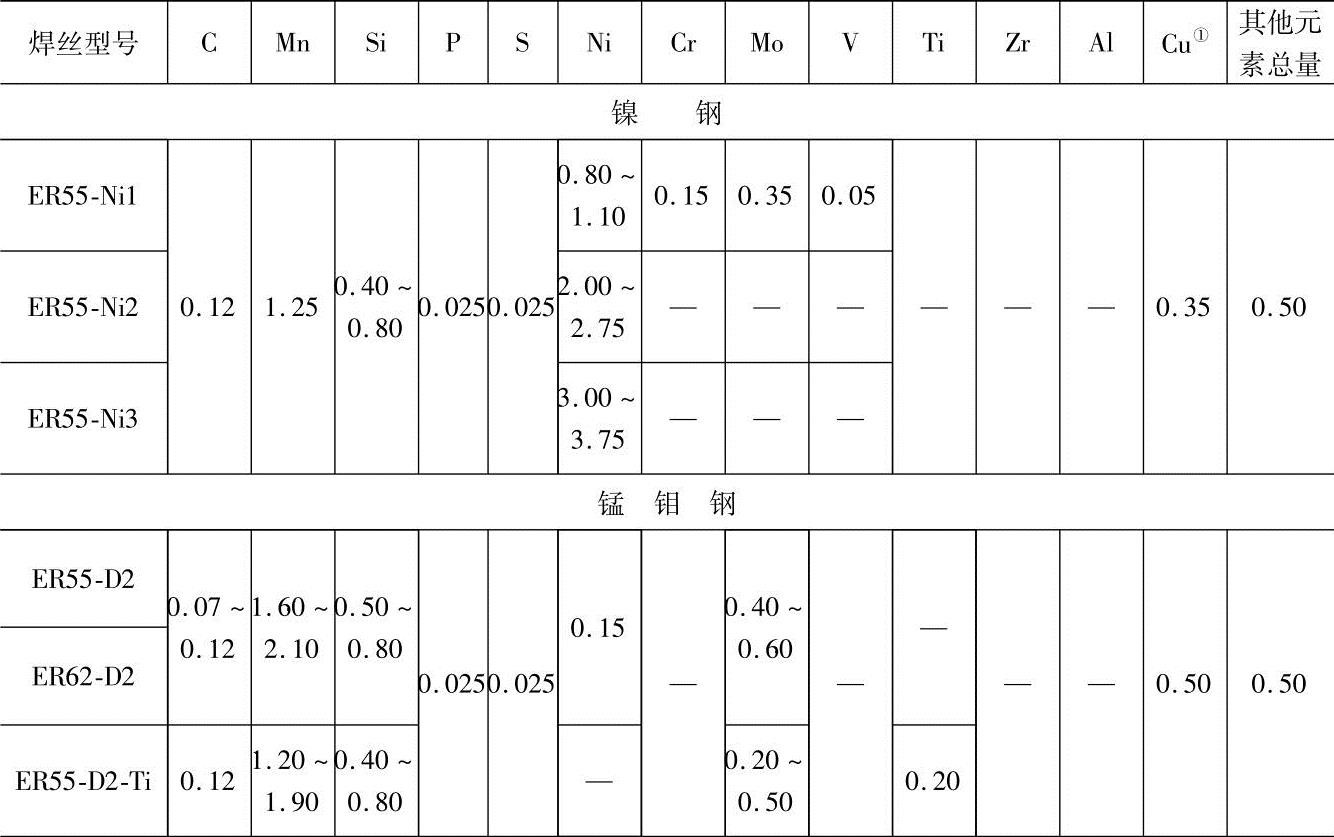
(续)
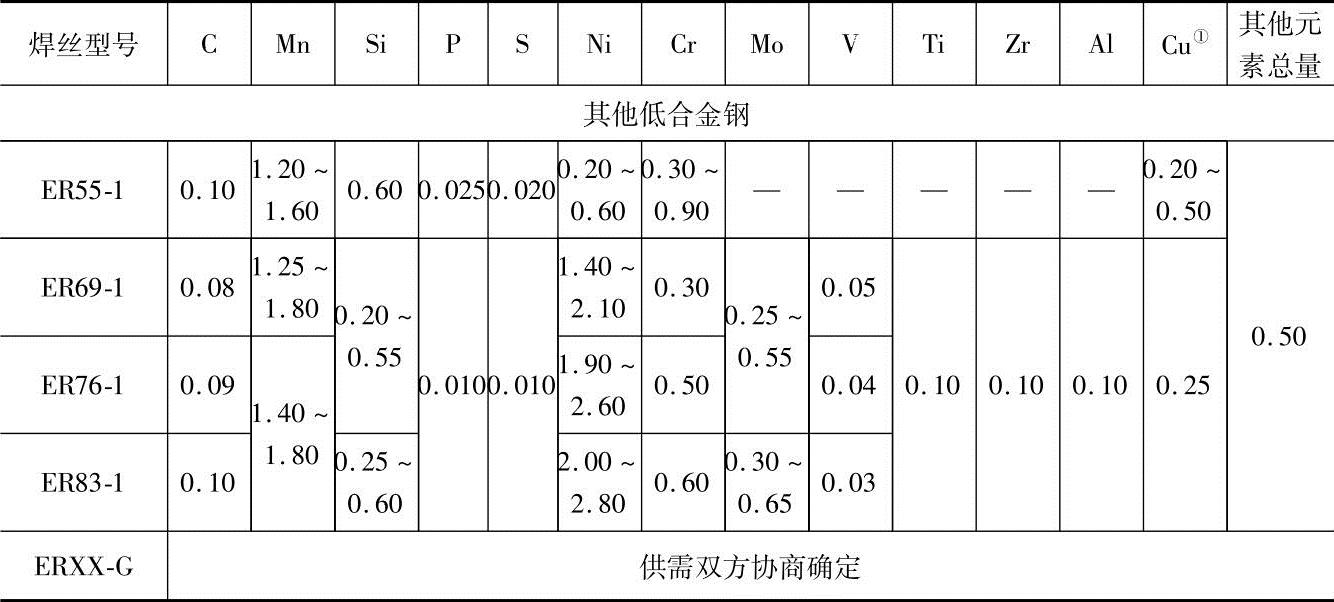
注:表中单值均为最大值。
① 如果焊丝镀铜,则焊丝中Cu含量和镀铜层中Cu含量之和不应大于0.50%。
② Mn的最大含量可以超过2.00%,但每增加0.05%的Mn,最大含C量应降低0.01%。
③ Nb(Cb):0.02%~0.10%;N:0.03%~0.07%;(Mn+Ni)≤1.50%。
(四)力学性能
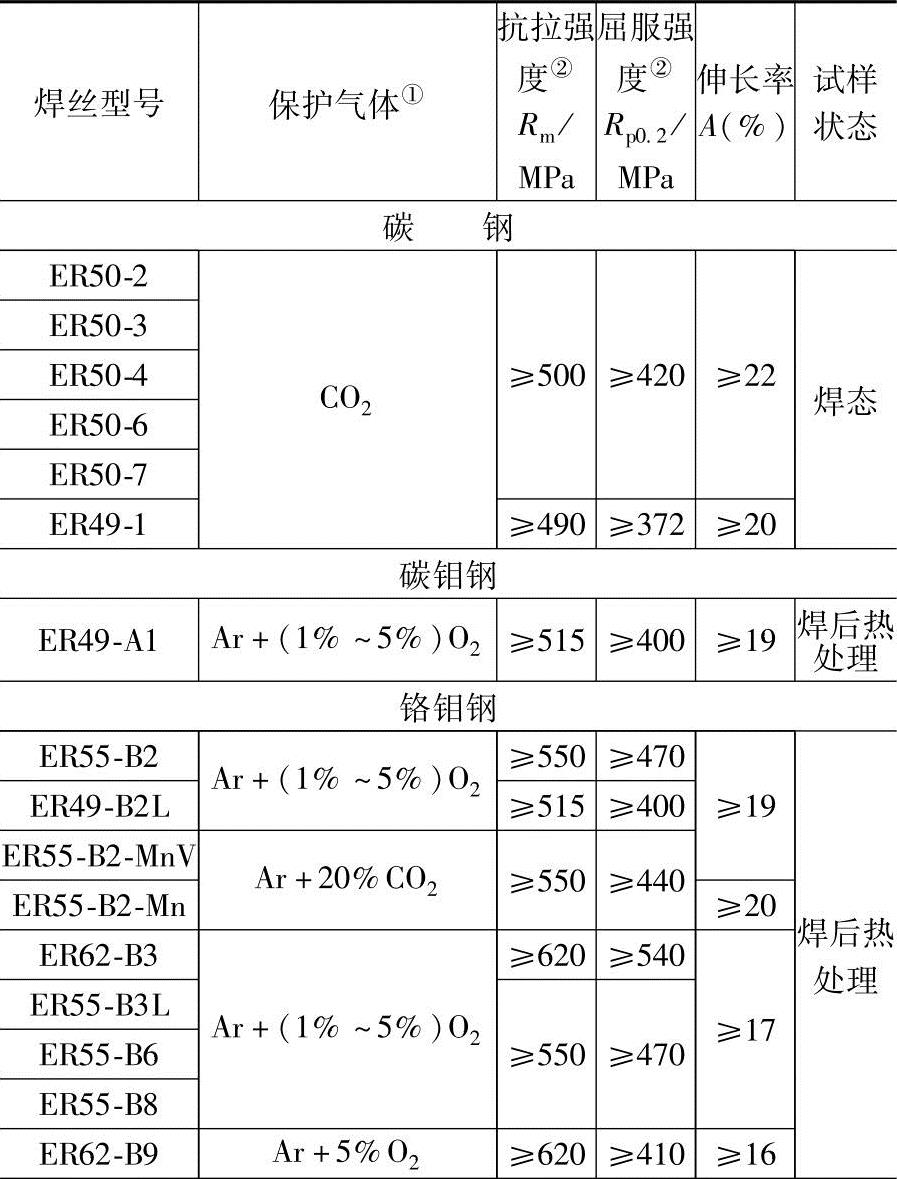
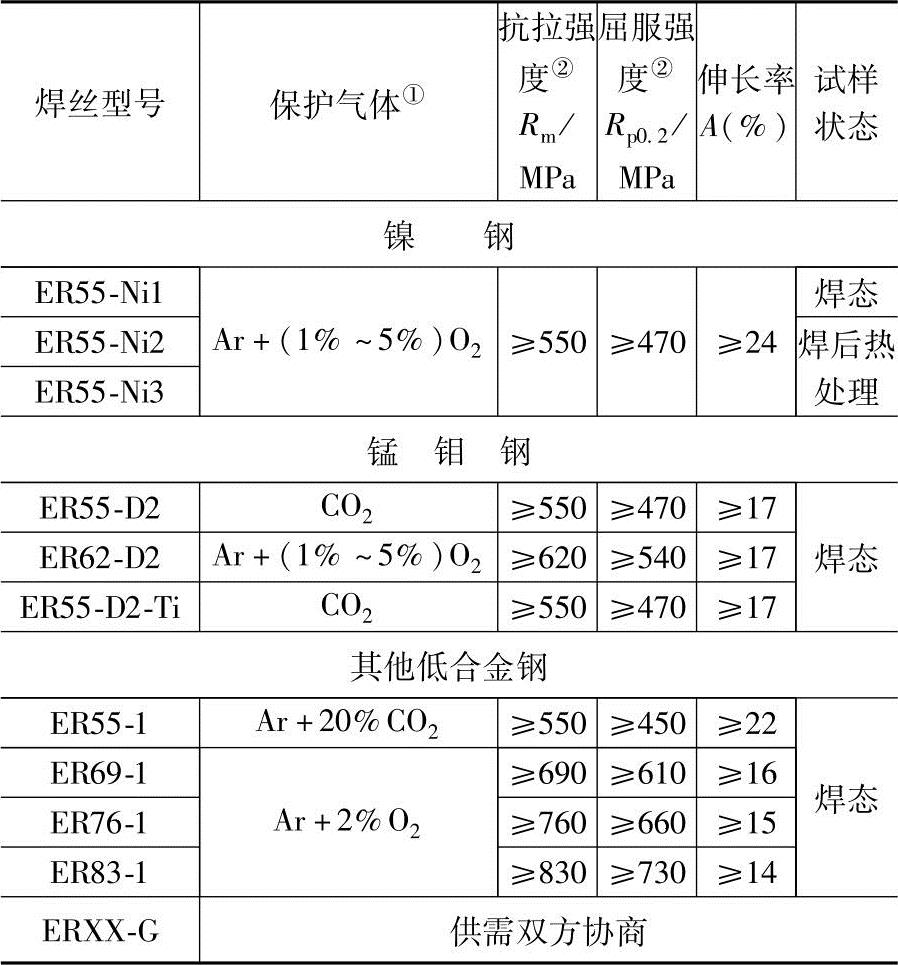
1)熔敷金属拉伸试验结果应符合表6-43的规定。
表6-43 熔敷金属拉伸试验要求
(续)
① 分类时限定的保护气体类型,在实际应用中并不限制采用其他保护气体类型,但力学性能可能会产生变化。
② 对于ER50-2、ER50-3、ER50-4、ER50-6、ER50-7型焊丝,当伸长率超过最低值时,每增加1%,抗拉强度和屈服强度可减少10MPa,但抗拉强度最低值不得小于480MPa,屈服强度最低值不得小于400MPa。
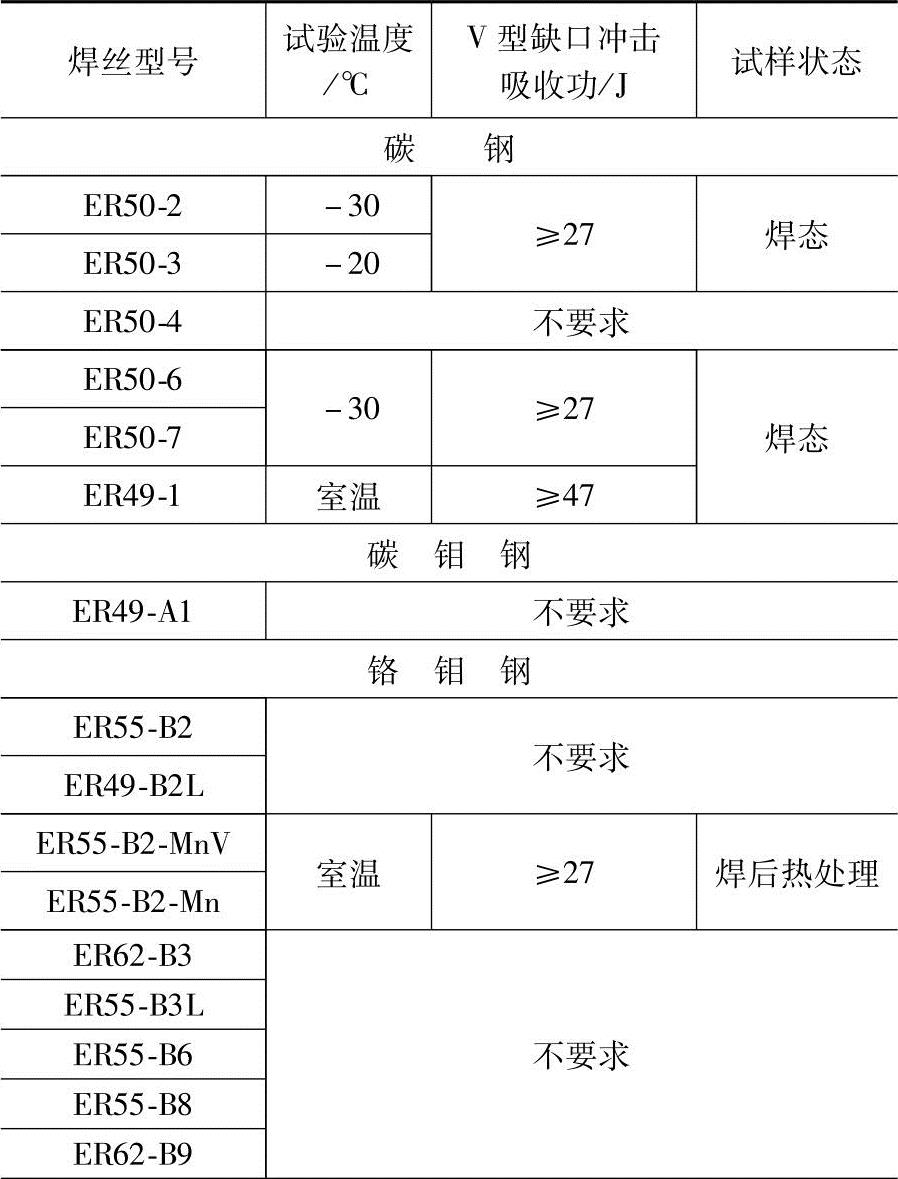
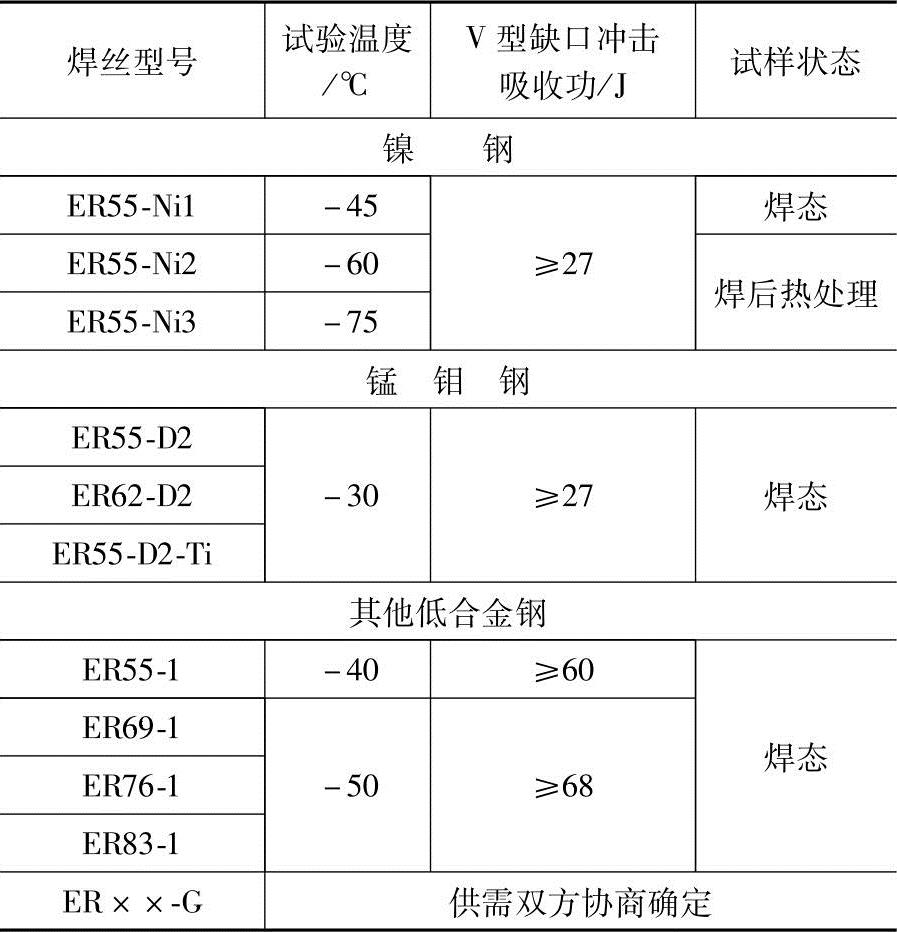
2)熔敷金属V型缺口冲击试验结果应符合表6-44的规定。
表6-44 冲击试验要求
(续)
(五)松弛直径和翘距
焊丝的松弛直径和翘距应符合表6-45中的规定。
表6-45 焊丝的松弛直径和翘距 (单位:mm)

(续)
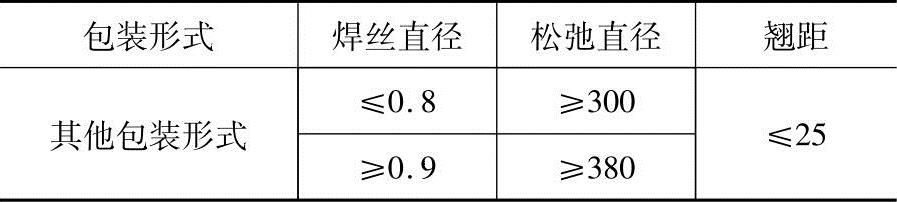
注:对于某些大容量包装的焊丝可能经特殊处理以提供直丝输送,其松弛直径和翘距由供需双方协商确定。
(六)熔敷金属扩散氢含量
根据供需双方协商,如在焊丝型号后附加扩散氢代号,则应符合表6-46的规定。
表6-46 熔敷金属扩散氢含量
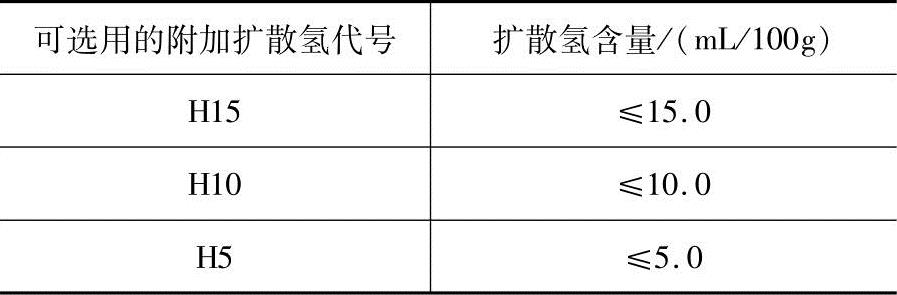
注:应注明所采用的测定方法。