6.3.1 碳钢药芯焊丝
(一)型号分类
焊丝型号的表示方法为:

其格式为:EXXXT-XML
字母“E”表示焊丝、字母“T”表示药芯焊丝,型号中的符号按排列顺序分别说明如下:
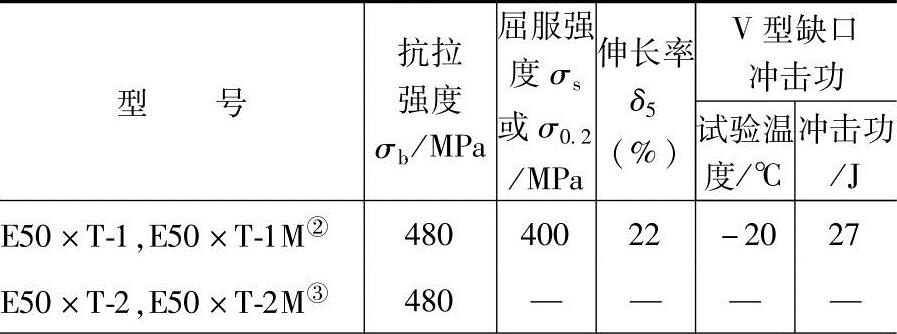
1)熔敷金属力学性能。字母“E”后面的前2个符号“XX”表示熔敷金属的力学性能,见表6-29。
表6-29 熔敷金属的力学性能要求①
(续)
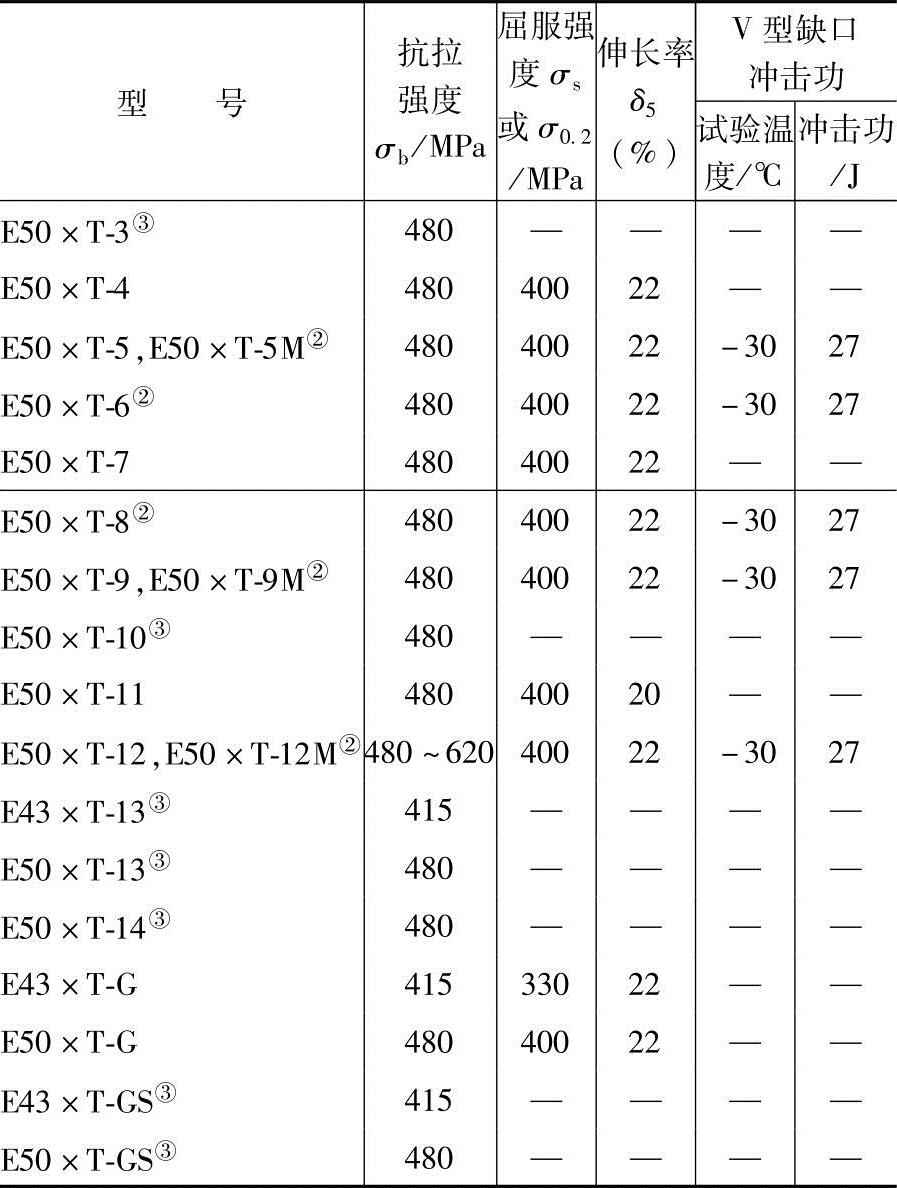
① 表中所列单值均为最小值。
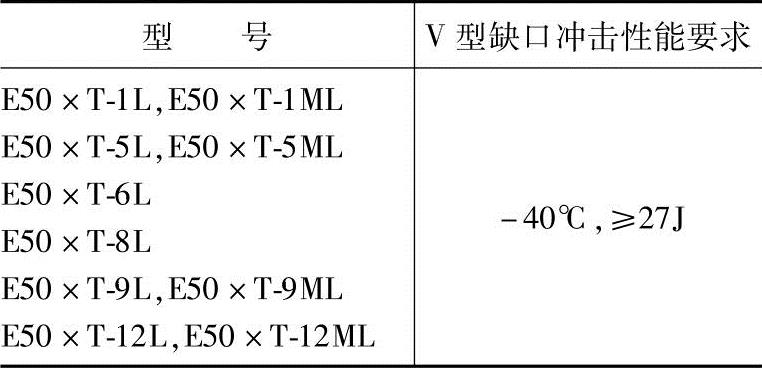
② 型号带有字母“L”的焊丝,其熔敷金属冲击性能应满足以下要求:
③ 这些型号主要用于单道焊接而不用于多道焊接。因为只规定了抗拉强度,所以只要求做横向拉伸和纵向辊筒弯曲(缠绕式导向弯曲)试验。
2)焊接位置。字母“E”后面的第3个符号“×”表示推荐的焊接位置,其中,“0”表示平焊和横焊位置,“1”表示全位置。
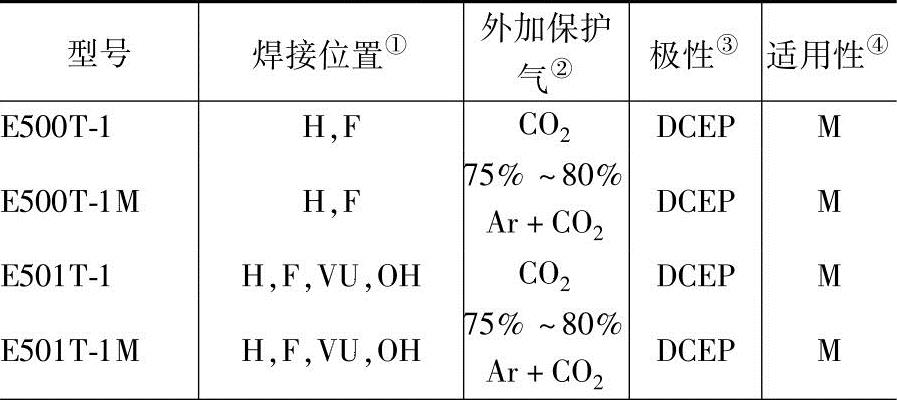
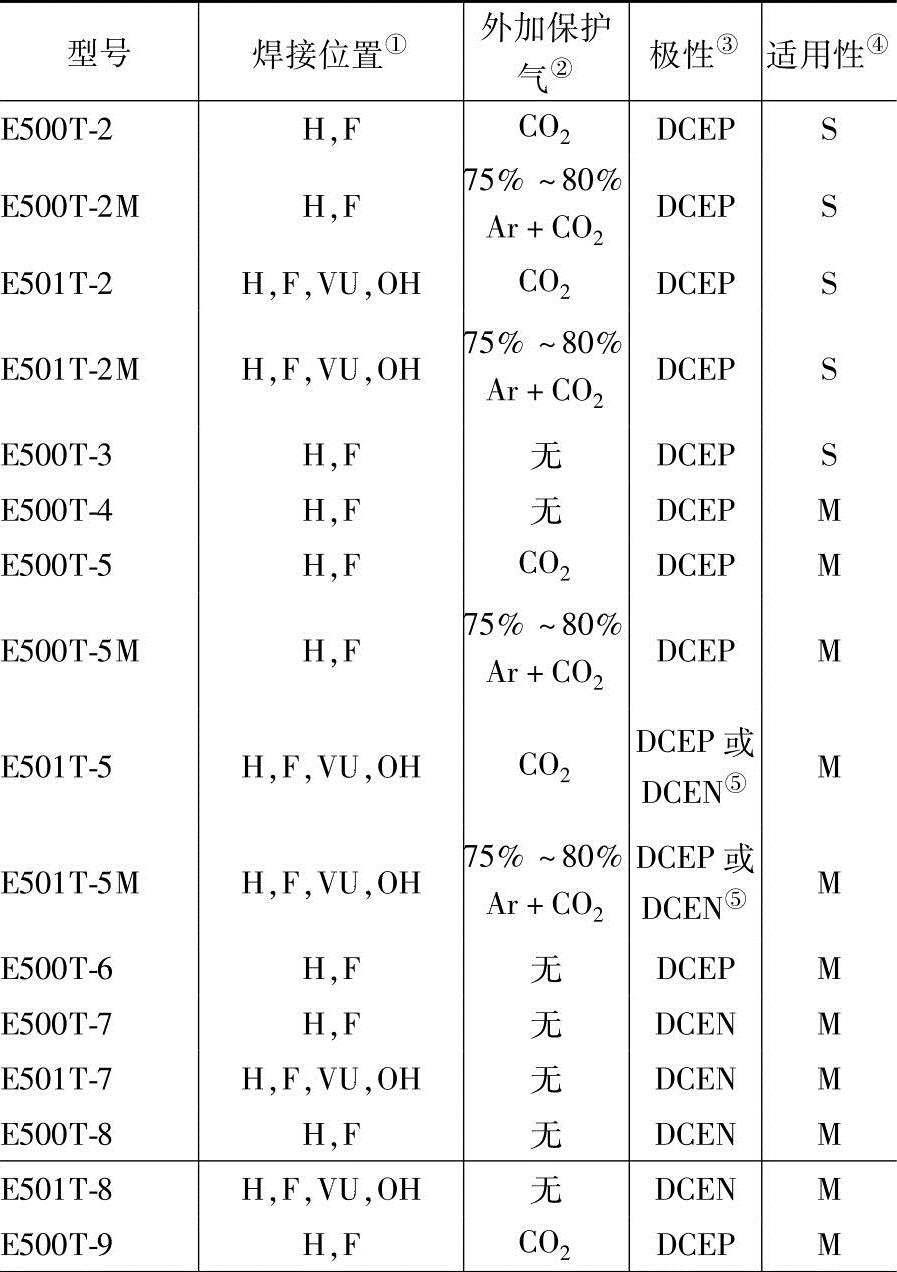
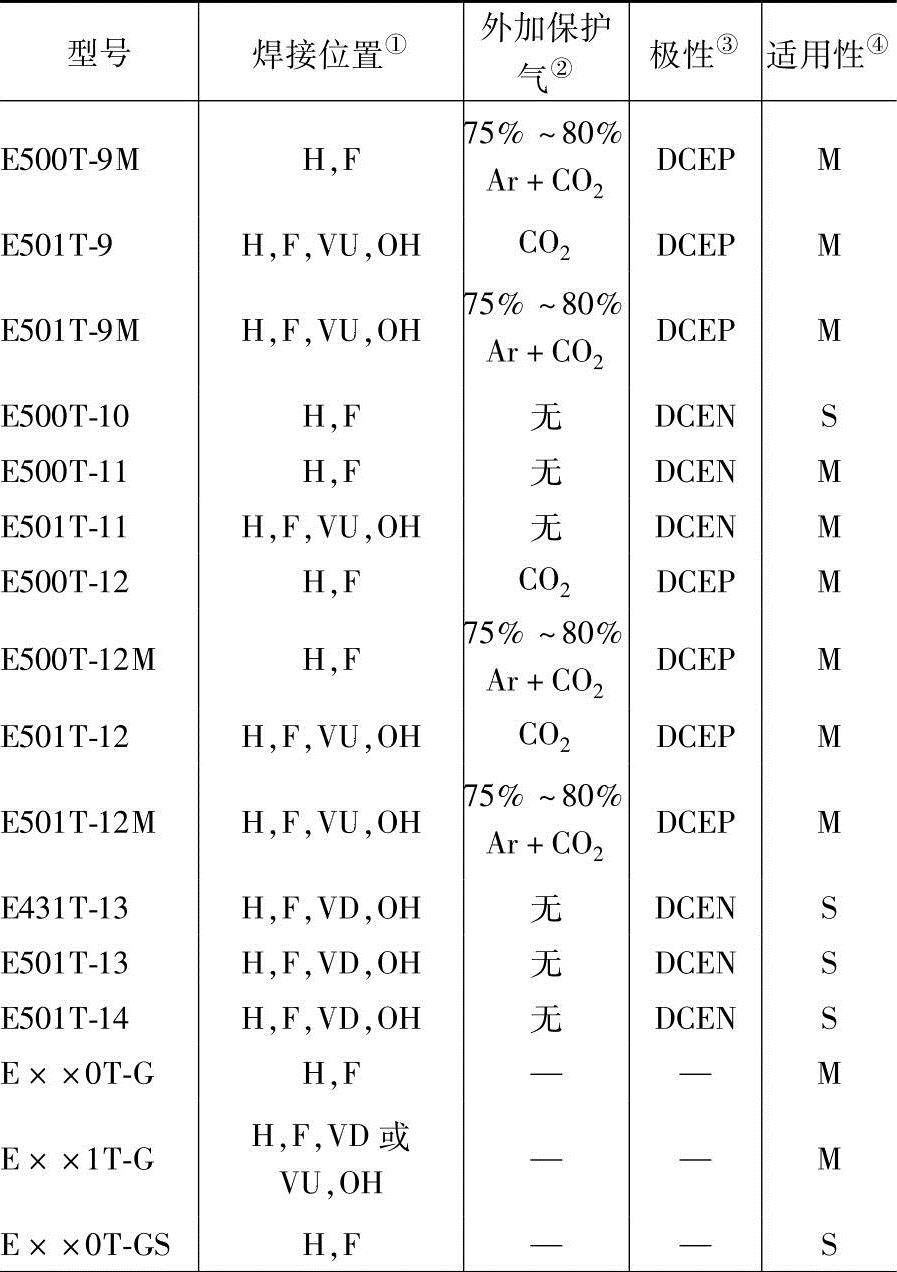
3)焊丝类别特点。短画线后面的符号“×”表示焊丝的类别特点,具体要求与说明见表6-30。
表6-30 焊接位置、保护类型、极性和适用性要求
(续)
(续)
(续)
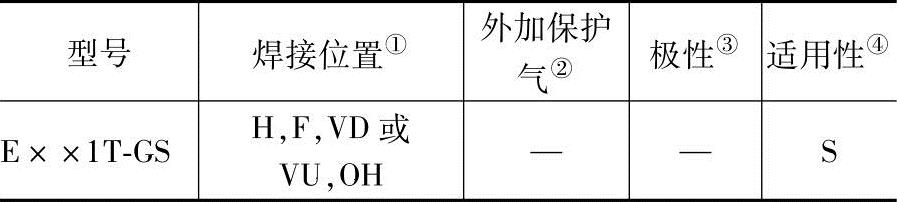
① H为横焊,F为平焊,OH为仰焊,VD为立向下焊,VU为立向上焊。
② 对于使用外加保护气的焊丝(E×××T-1,E×××T-1M,E×××T-2,E×××T-2M,E×××T-5,E×××T-5M,E×××T-9,E×××T-9M和E×××T-12,E×××T-12M),其金属的性能随保护气类型不同而变化。用户在未向焊丝制造商咨询前不应使用其他保护气。
③ DCEP为直流电源,焊丝接正极;DCEN为直流电源,焊丝接负极。
④ M为单道和多道焊,S为单道焊。
⑤ E501T-5和E501T-5M型焊丝可在DCEN极性下使用以改善不适当位置的焊接性,推荐的极性请咨询制造商。
4)字母“M”表示保护气体为75%~80%Ar+CO2。当无字母“M”时,表示保护气体为CO2或为自保护类型。
5)字母“L”表示焊丝熔敷金属的冲击性能在-40℃时,其型缺口冲击功不小于27J。当无字母“L”时,表示焊丝熔敷金属的冲击性能符合一般要求见表6-29。
(二)性能
焊丝熔敷金属化学成分应符合表6-31规定。
表6-31 焊丝熔敷金属化学成分①②(%)
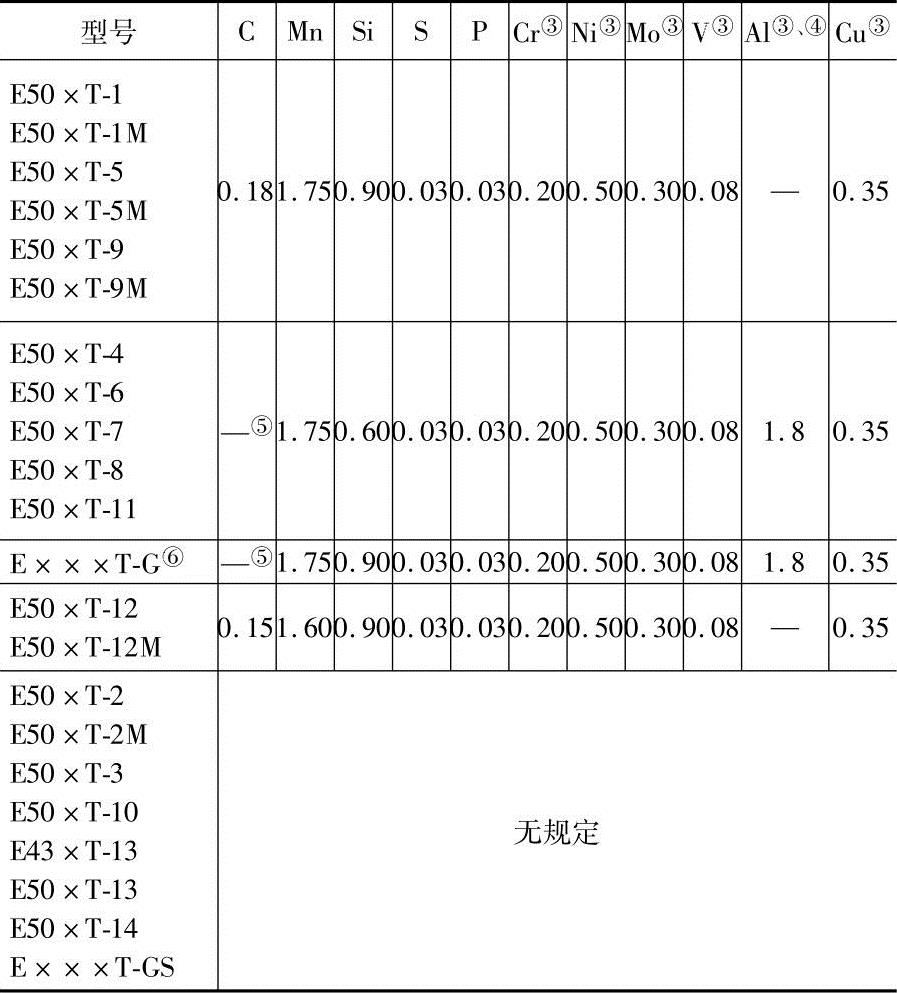
① 应分析表中列出值的特定元素。
② 单值均为最大值。
③ 这些元素如果是有意添加的,应进行分析并报出数值。
④ 只适用于自保护焊丝。
⑤ 该值不做规定,但应分析其数值并出示报告。
⑥ 该类焊丝添加的所有元素总和不应超过5%。