6.2.3 不锈钢焊条
2025年08月10日
6.2.3 不锈钢焊条
(一)型号划分
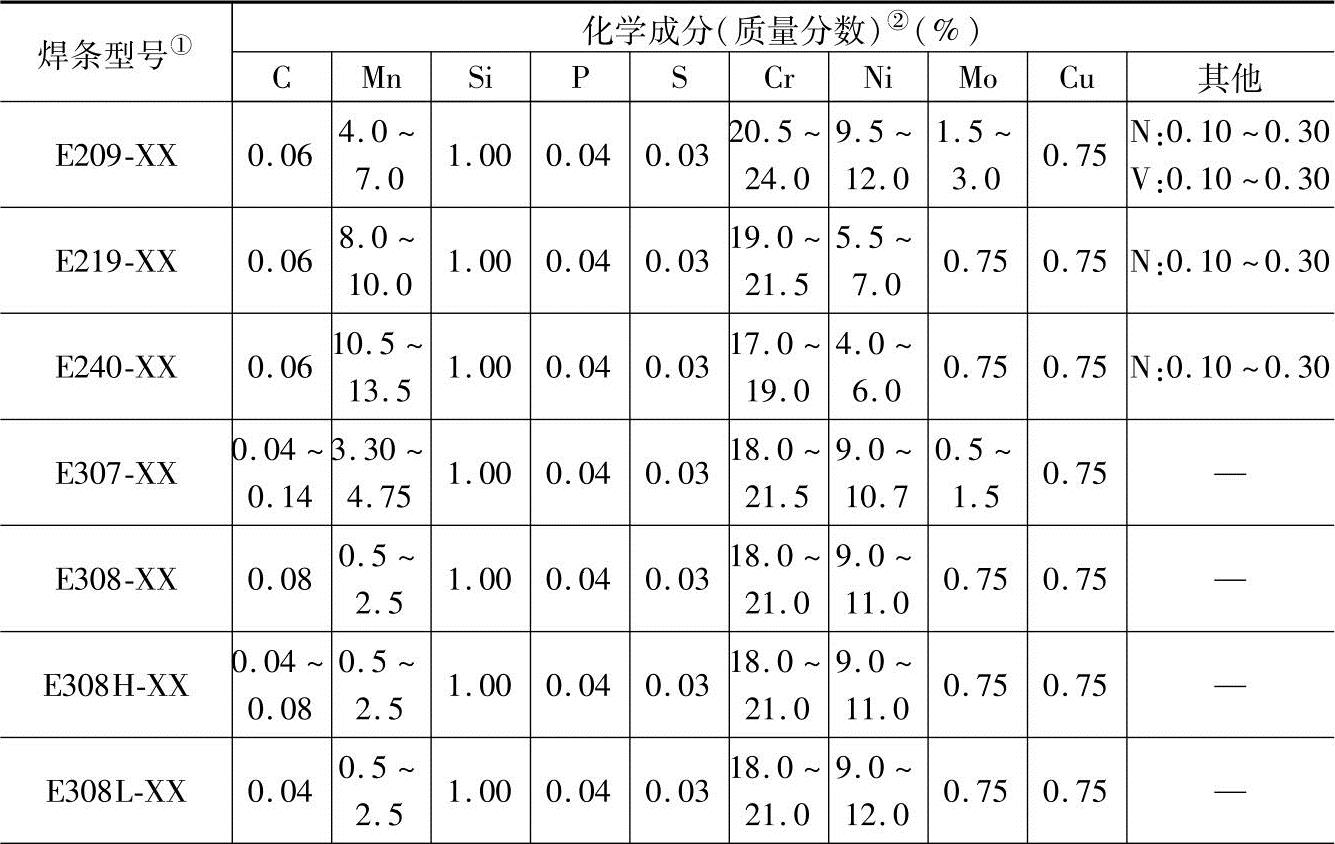
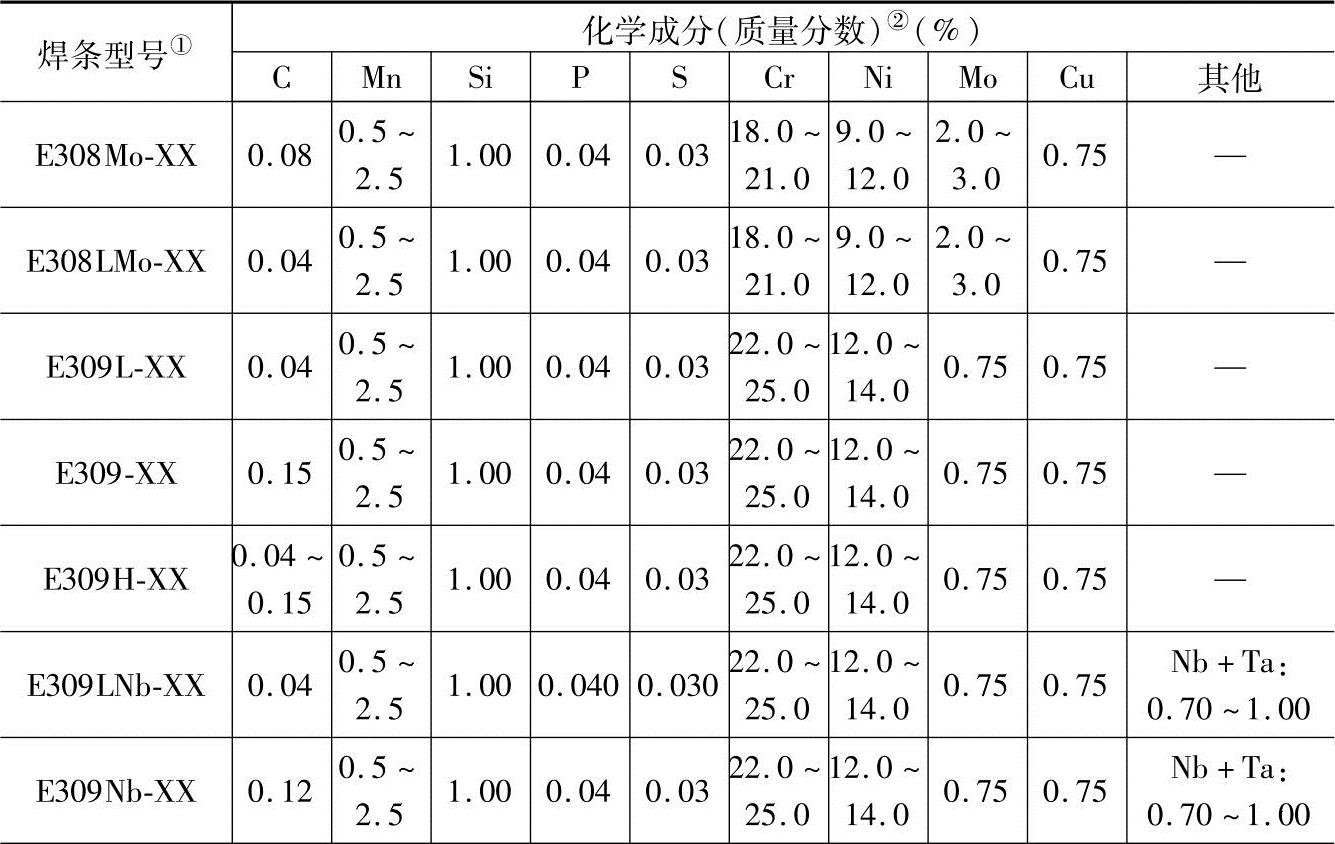
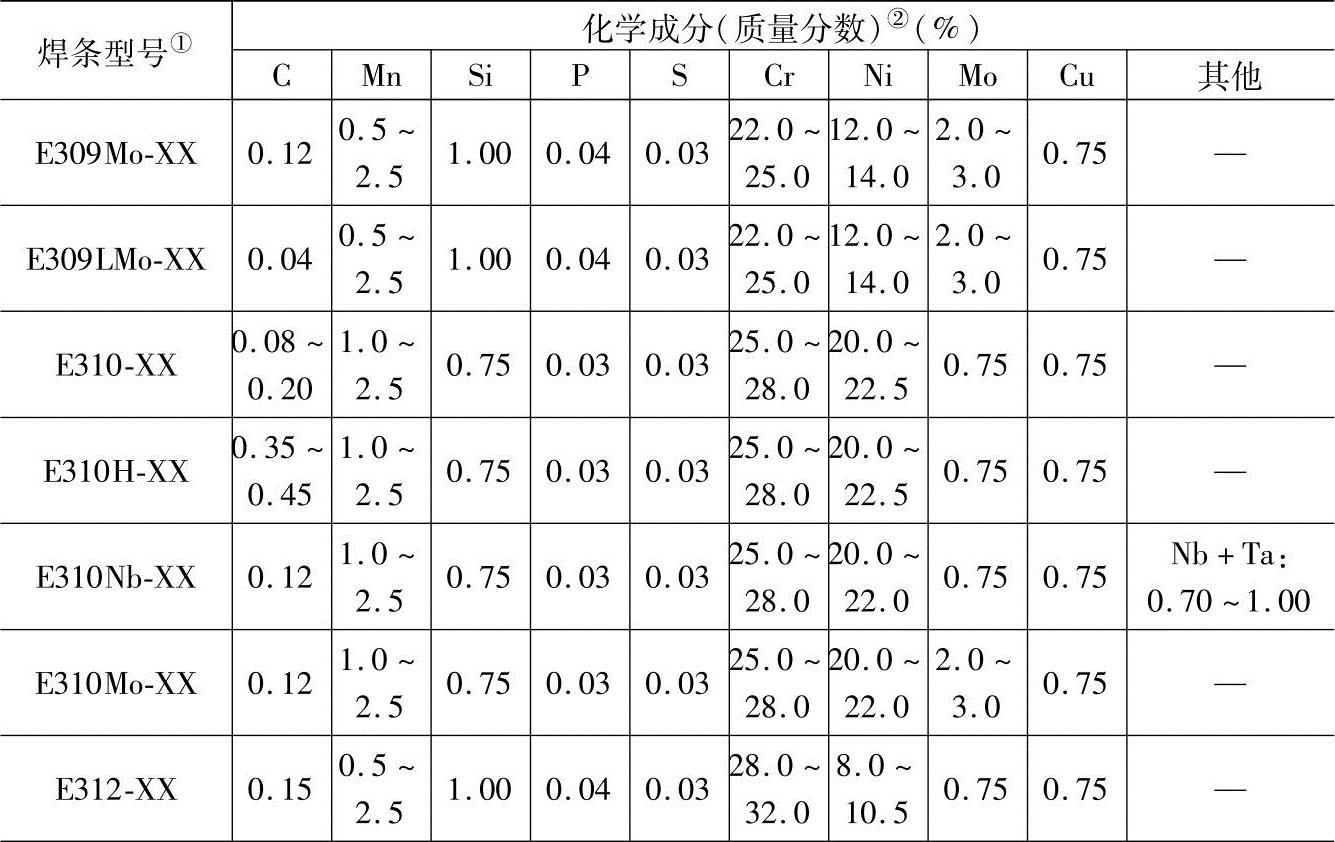
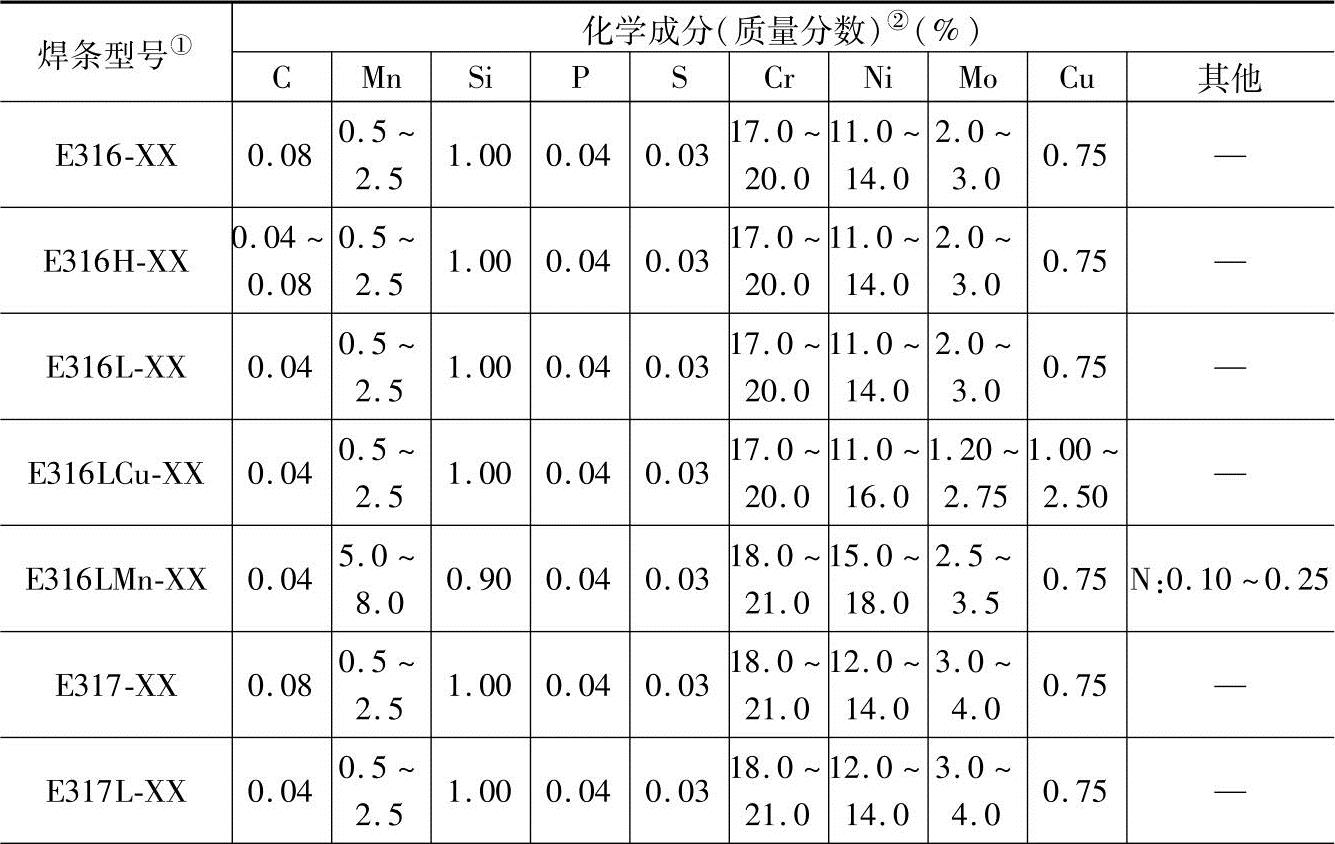
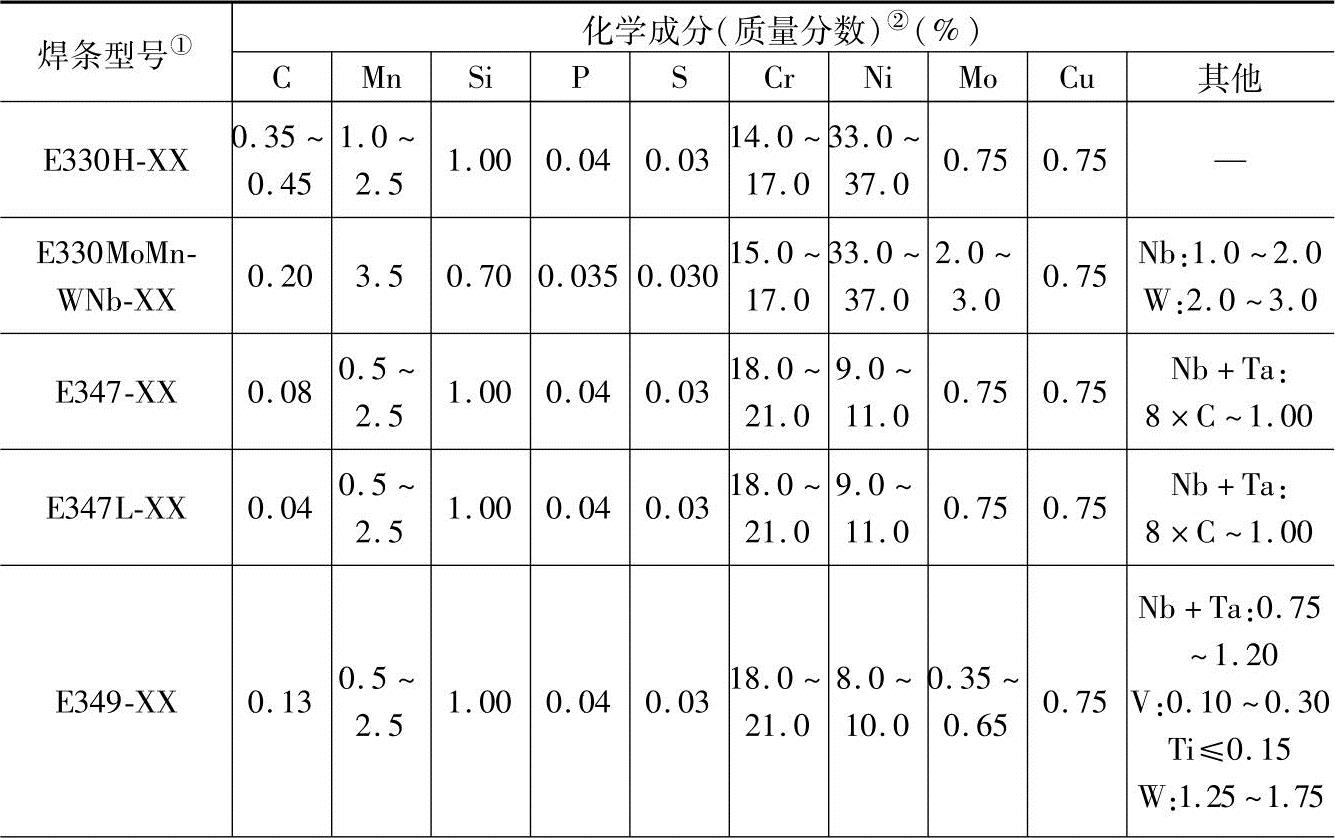
不锈钢焊条的熔敷金属的化学成分应符合表6-10规定。
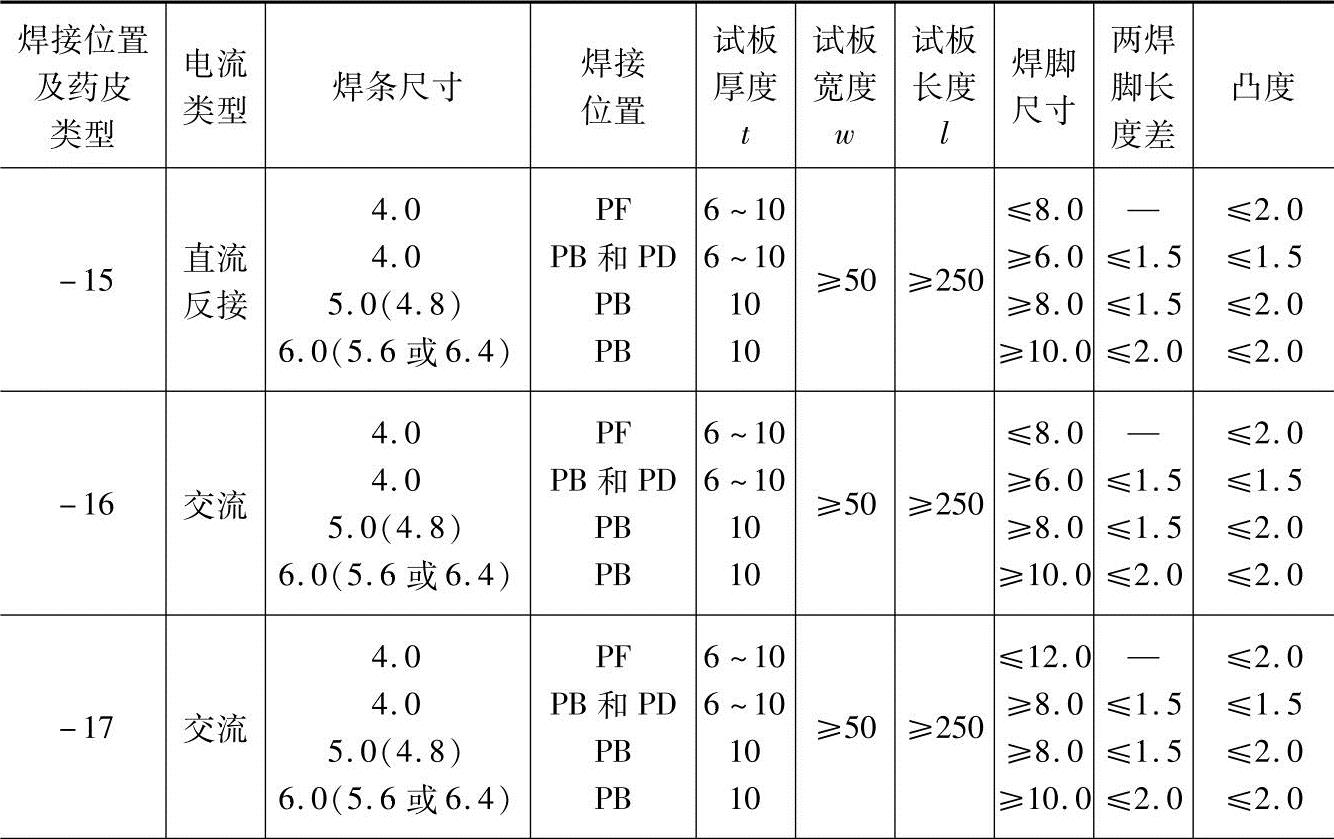
(二)角焊缝的试验要求
角焊缝的试验要求应符合表6-11的规定。
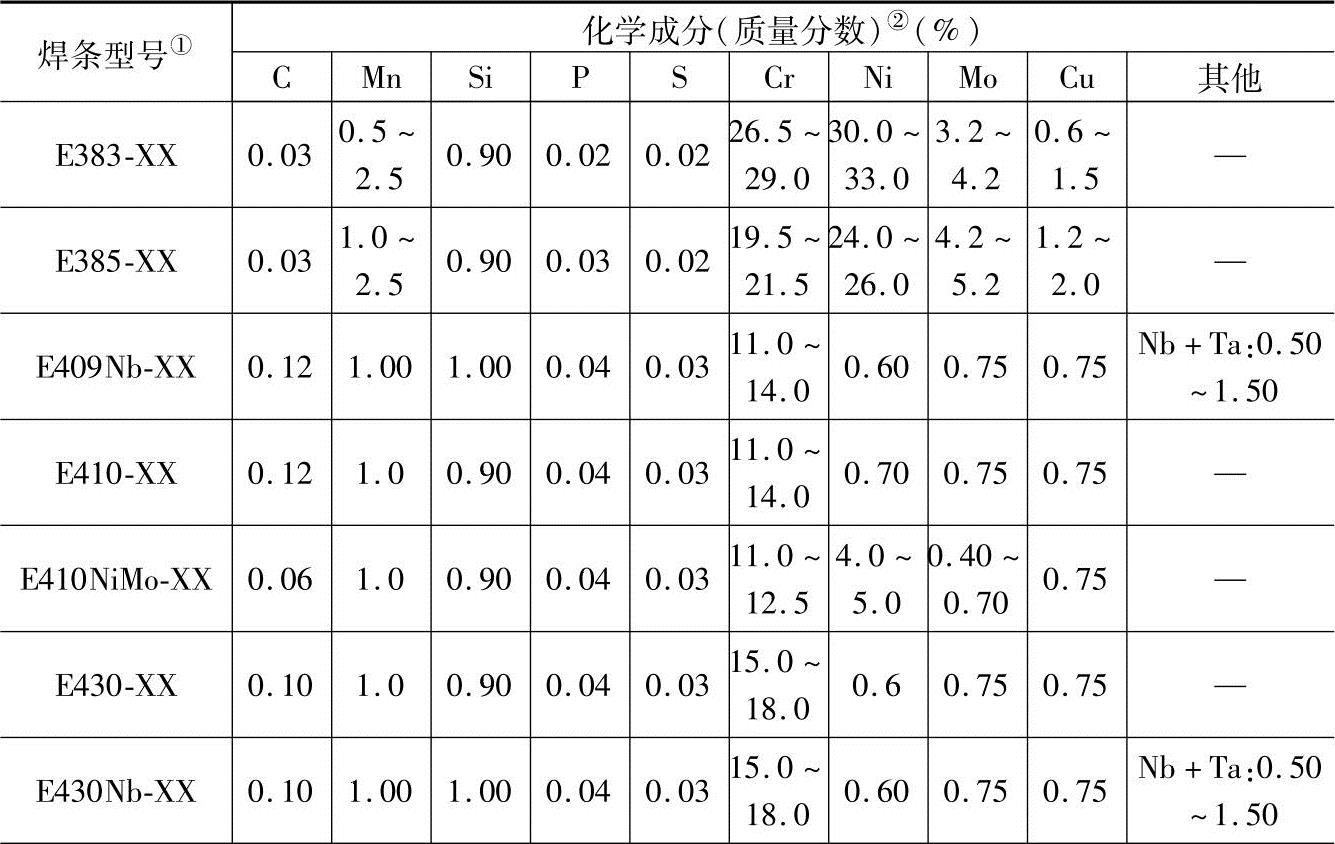
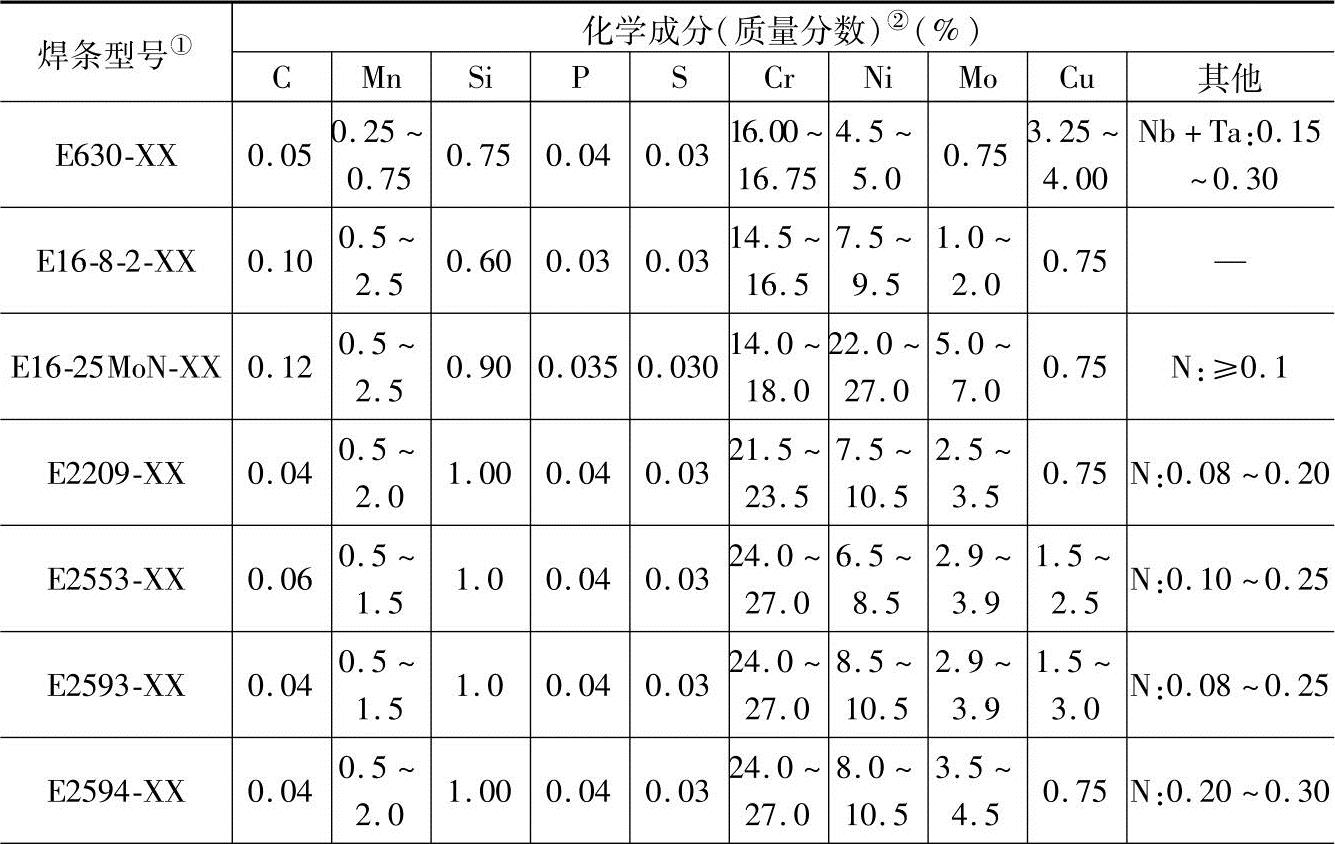
表6-10 熔敷金属的化学成分
(续)
(续)
(续)
(续)

(续)
(续)
(续)
(续)
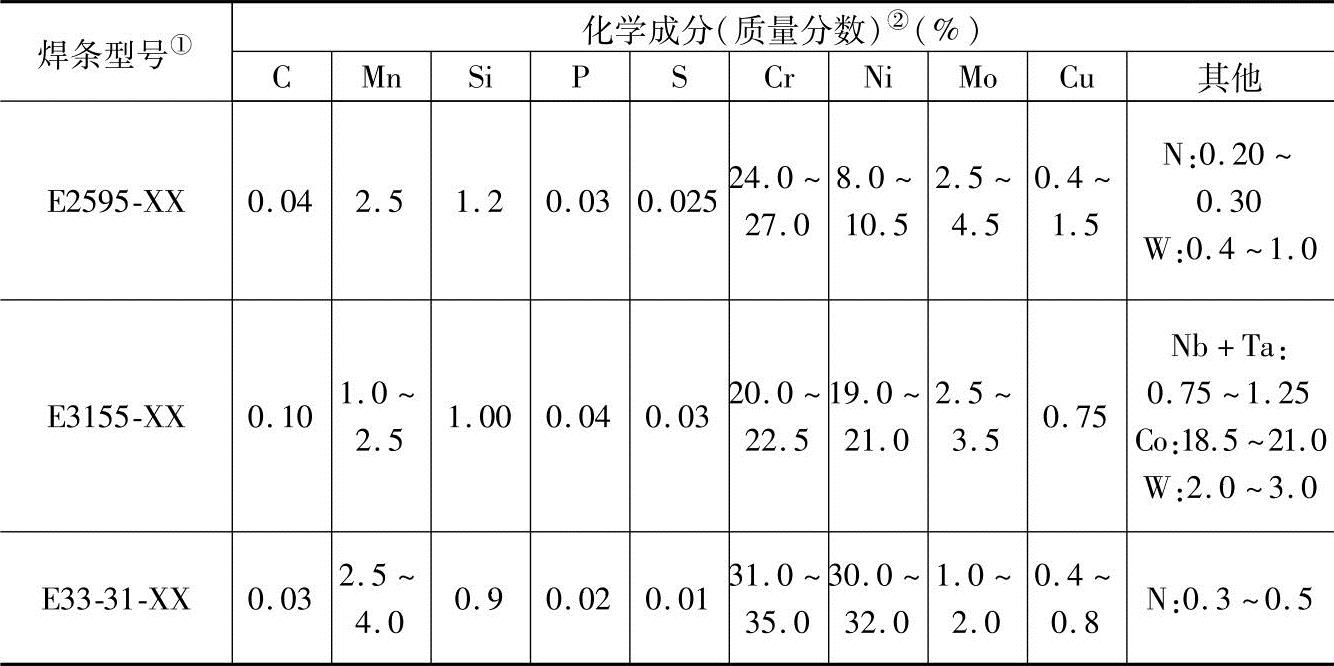
注:表中单值均为最大值。
① 焊条型号中-XX表示焊接位置和药皮类型。
② 化学分析应按表中规定的元素进行分析。如果在分析过程中发现其他化学成分,则应进一步分析这些元素的含量,除铁外,不应超过0.5%。
表6-11 角焊缝的试验要求 (单位:mm)
(续)
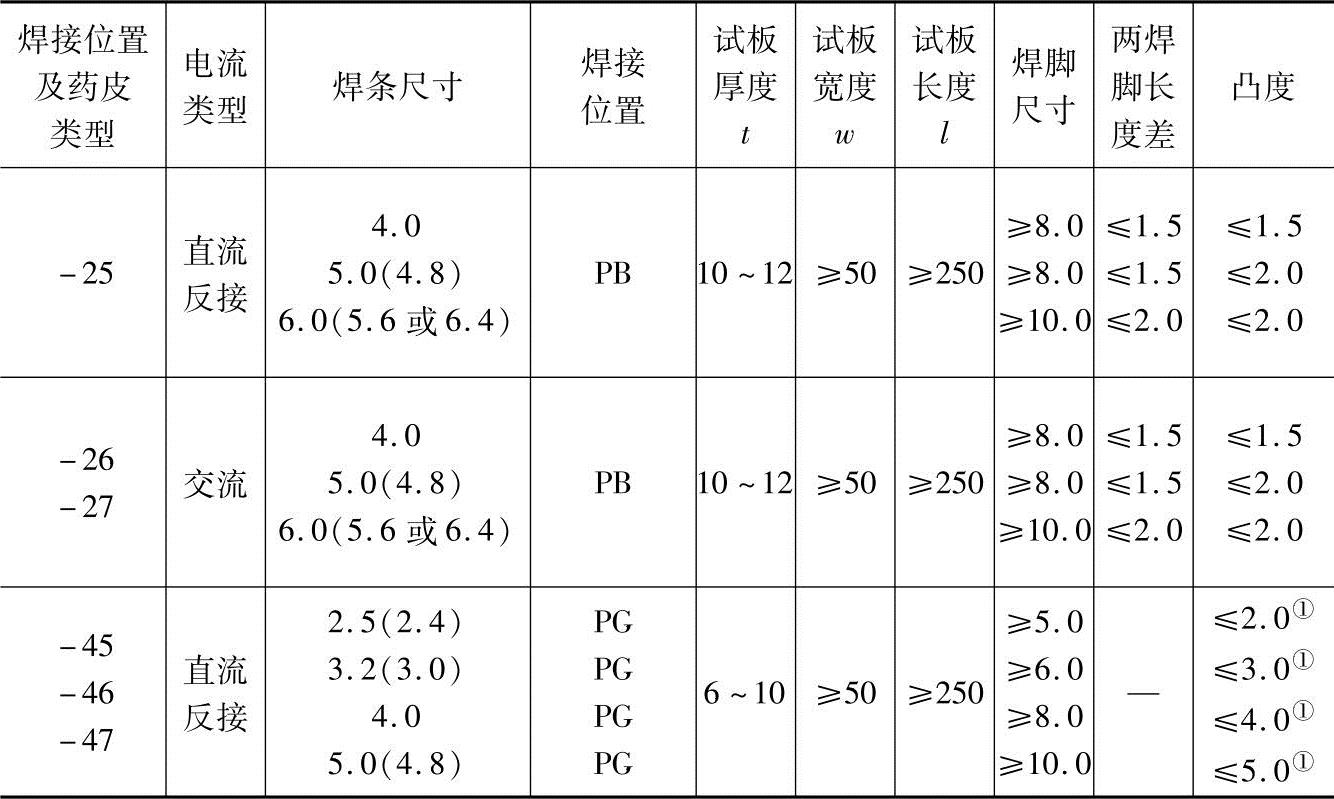
① 最大凹度值。
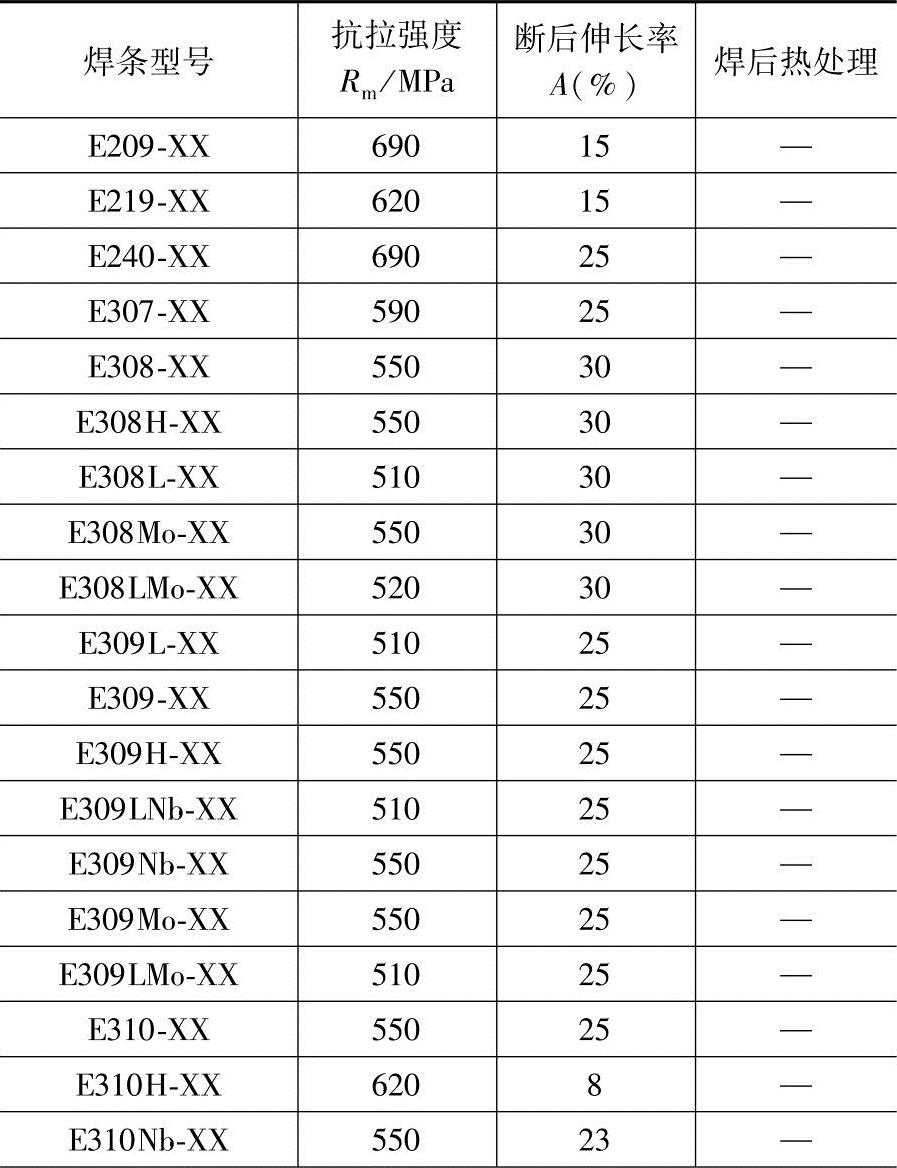
(三)熔敷金属的力学性能
熔敷金属的力学性能应符合表6-12的规定。
表6-12 熔敷金属的力学性能
(续)
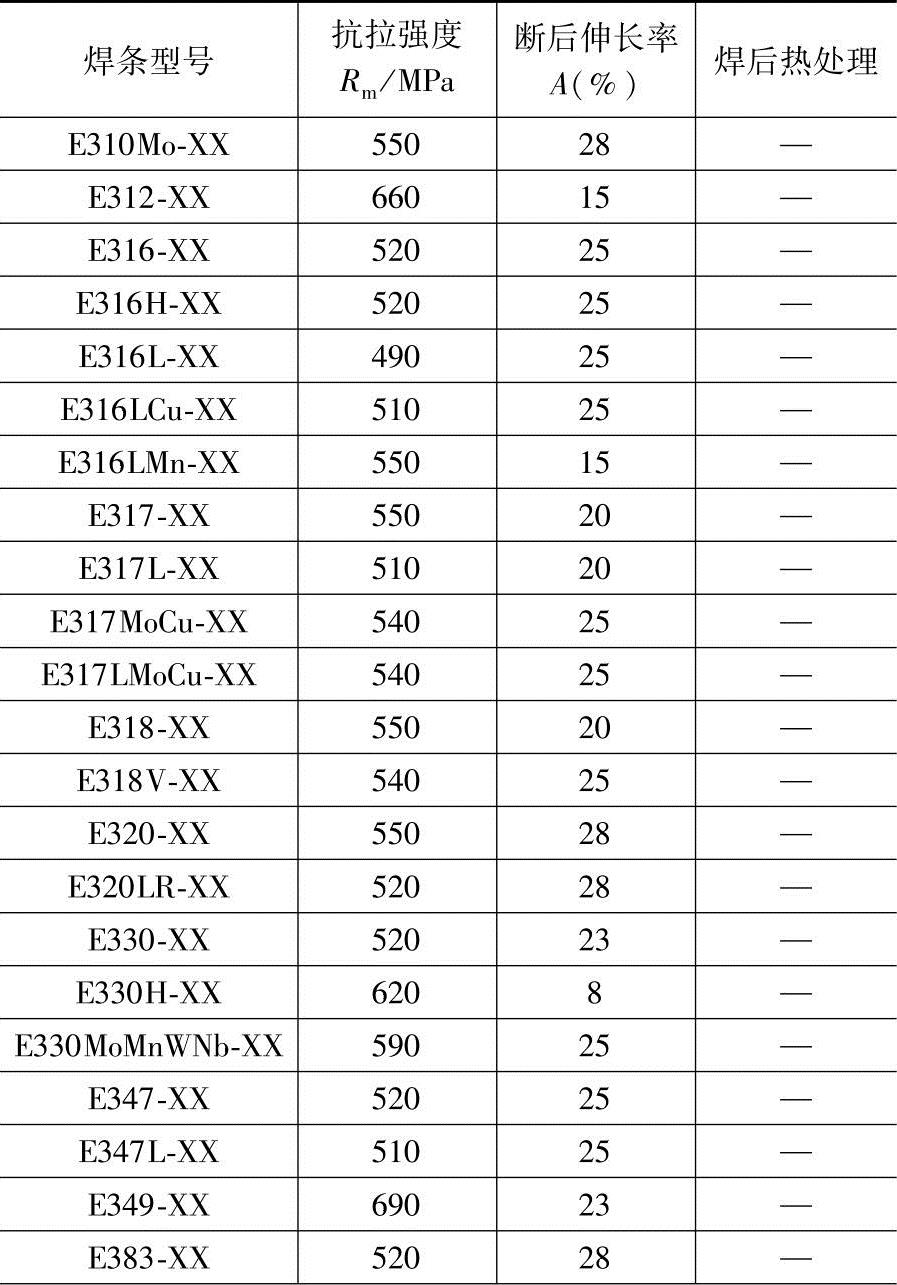
(续)
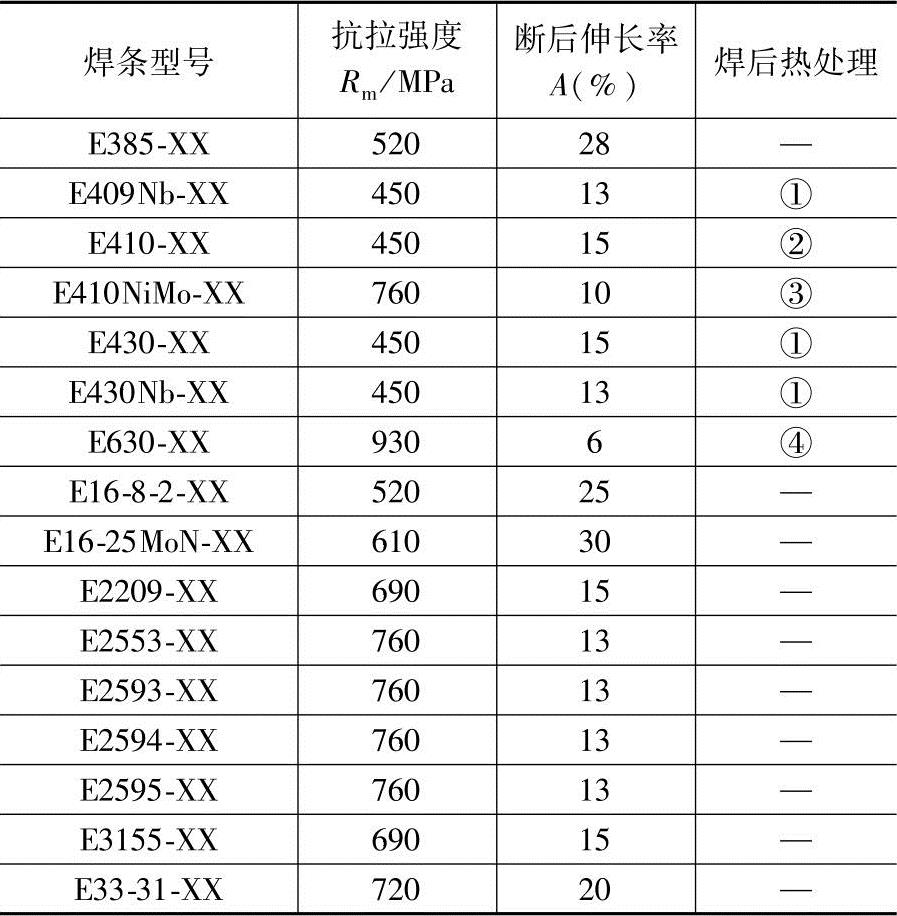
注:表中单值均为最小值。
① 加热到760~790℃,保温2h,以不高于55℃/h的速度炉冷至595℃以下,然后空冷至室温。
② 加热到730~760℃,保温1h,以不高于110℃/h的速度炉冷至315℃以下,然后空冷至室温。
③ 加热到595~620℃,保温1h,然后空冷至室温。
④ 加热到1025~1050℃,保温1h,空冷至室温,然后在610~630℃,保温4h沉淀硬化处理,空冷至室温。