6.2.7 镍及镍合金焊条
2025年08月10日
6.2.7 镍及镍合金焊条
(一)型号分类
焊条按熔敷金属合金体系分为镍、镍铜、镍铬、镍铬铁、镍钼、镍铬钼和镍铬钴钼等7类。
(二)外形
1.焊条直径和长度
焊条直径和长度应符合表6-25的规定。
表6-25 焊条直径和长度 (单位:mm)

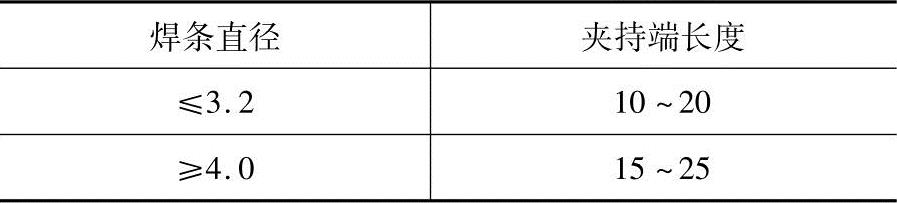
2.焊条夹持端长度
焊条夹持端长度应符合表6-26的规定。
表6-26 焊条夹持端长度 (单位:mm)
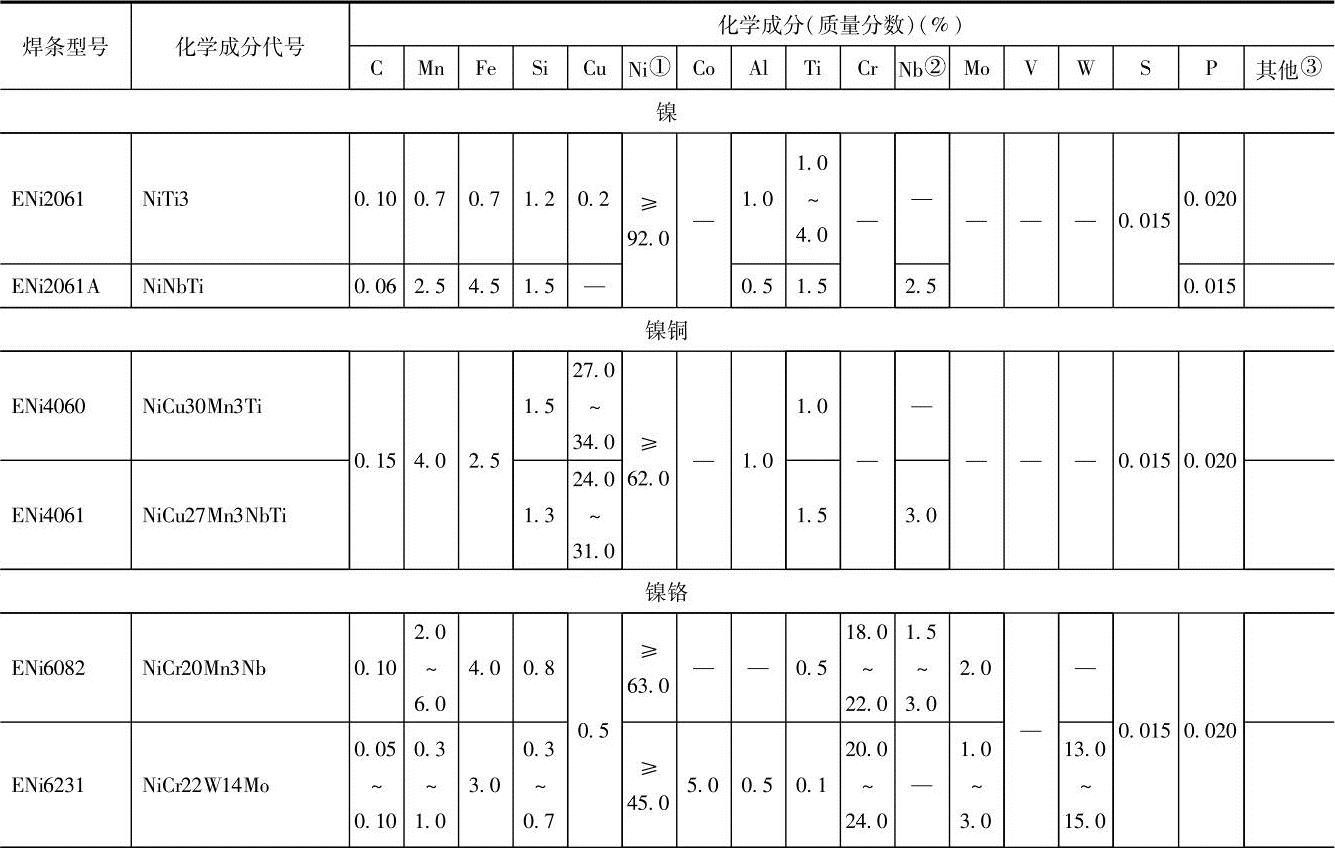
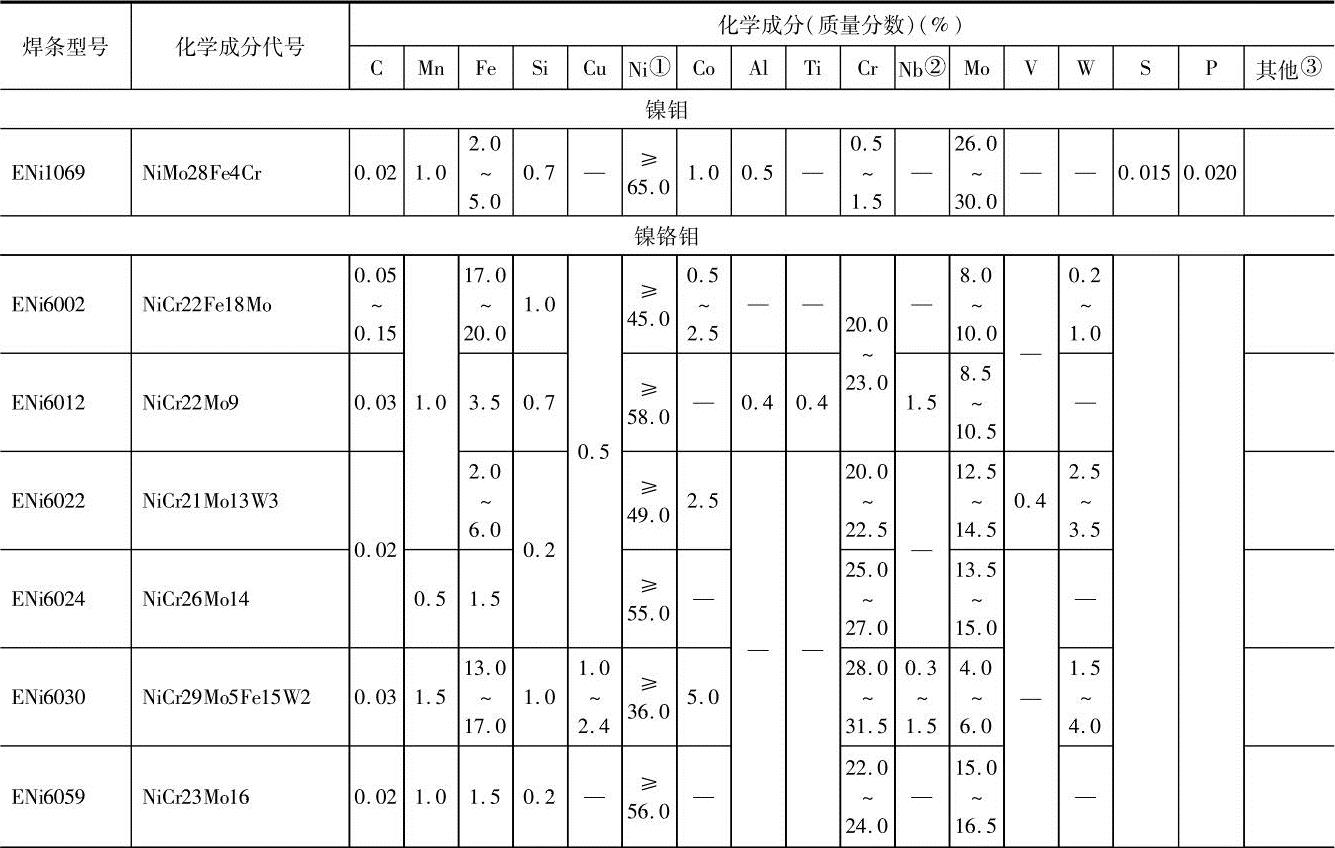
(三)熔敷金属化学成分
熔敷金属化学成分应符合表6-27的规定。
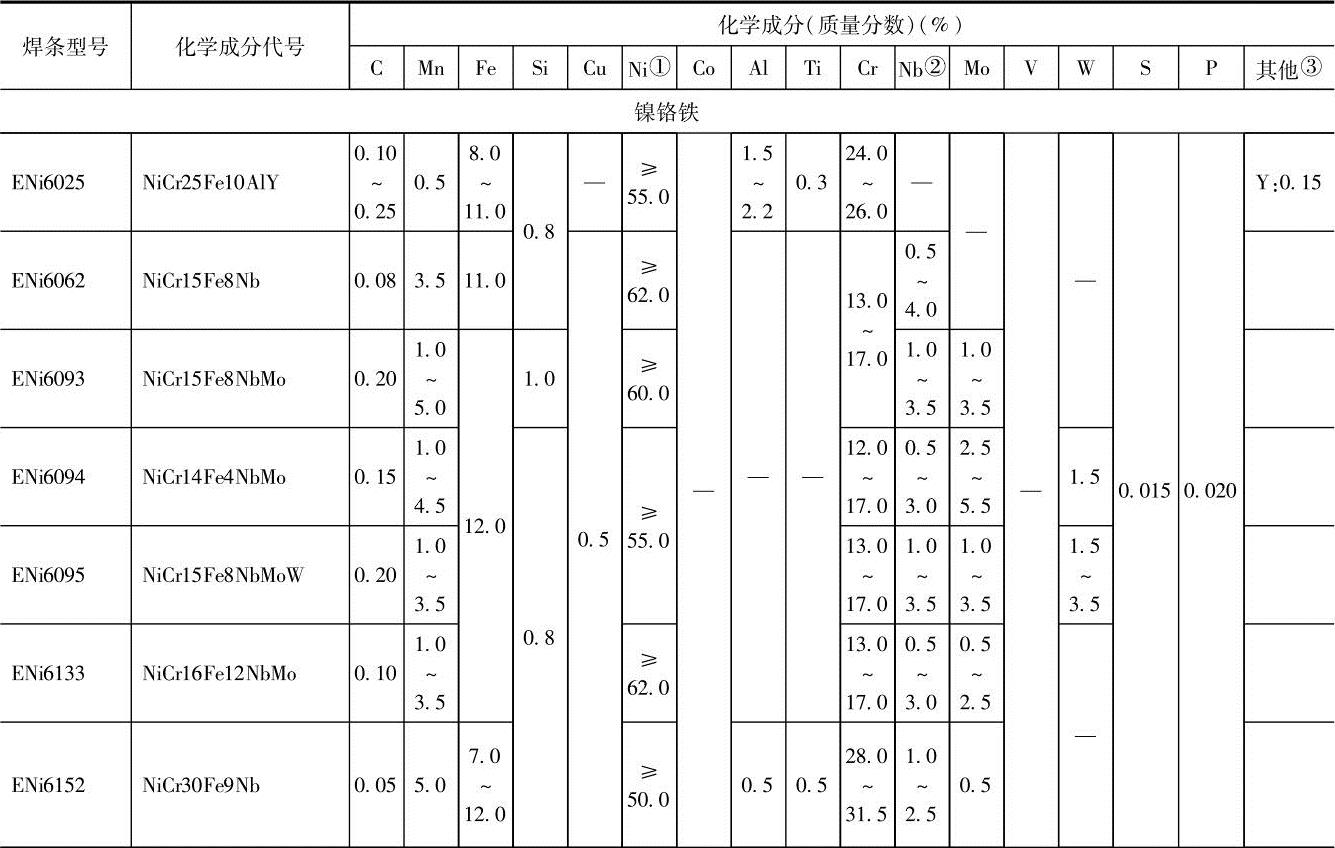
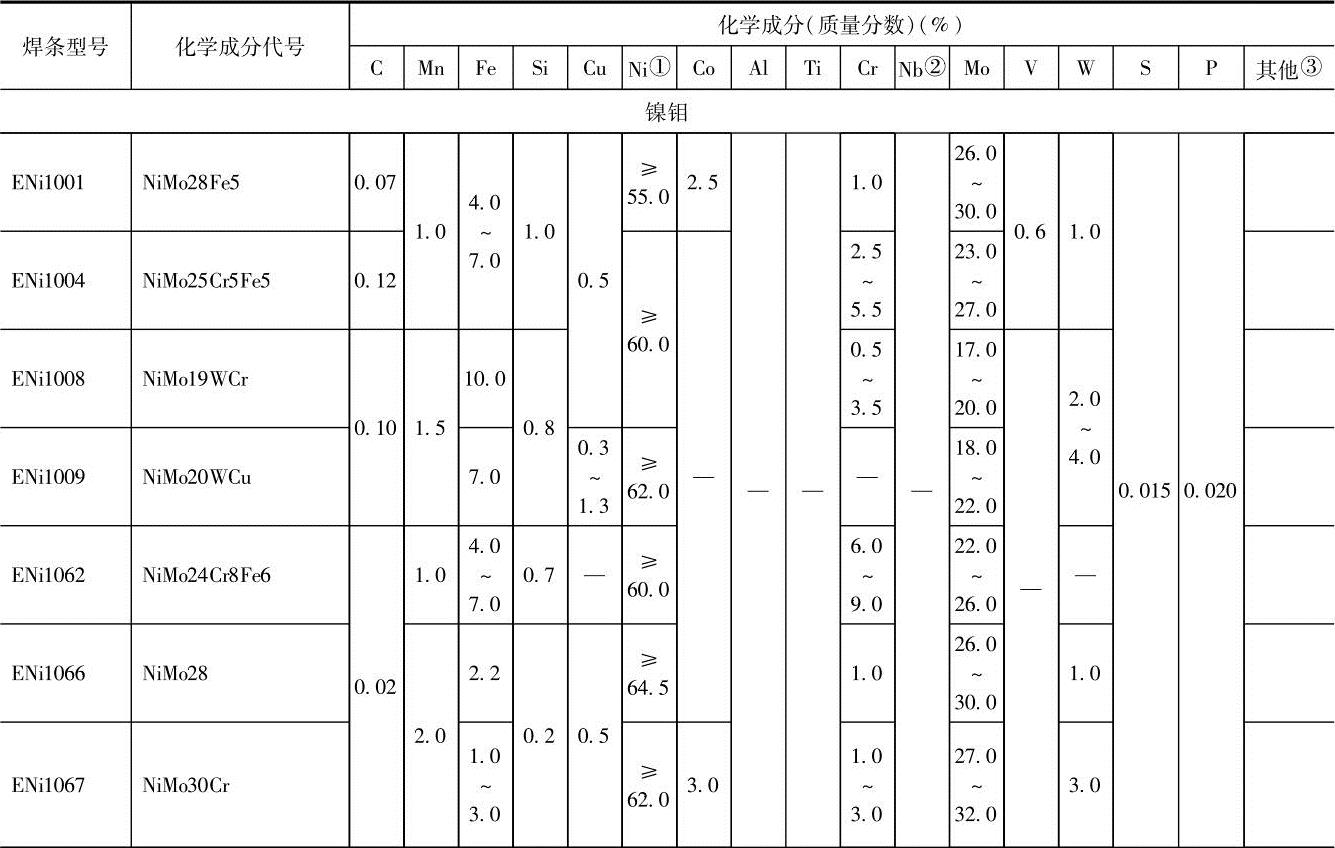
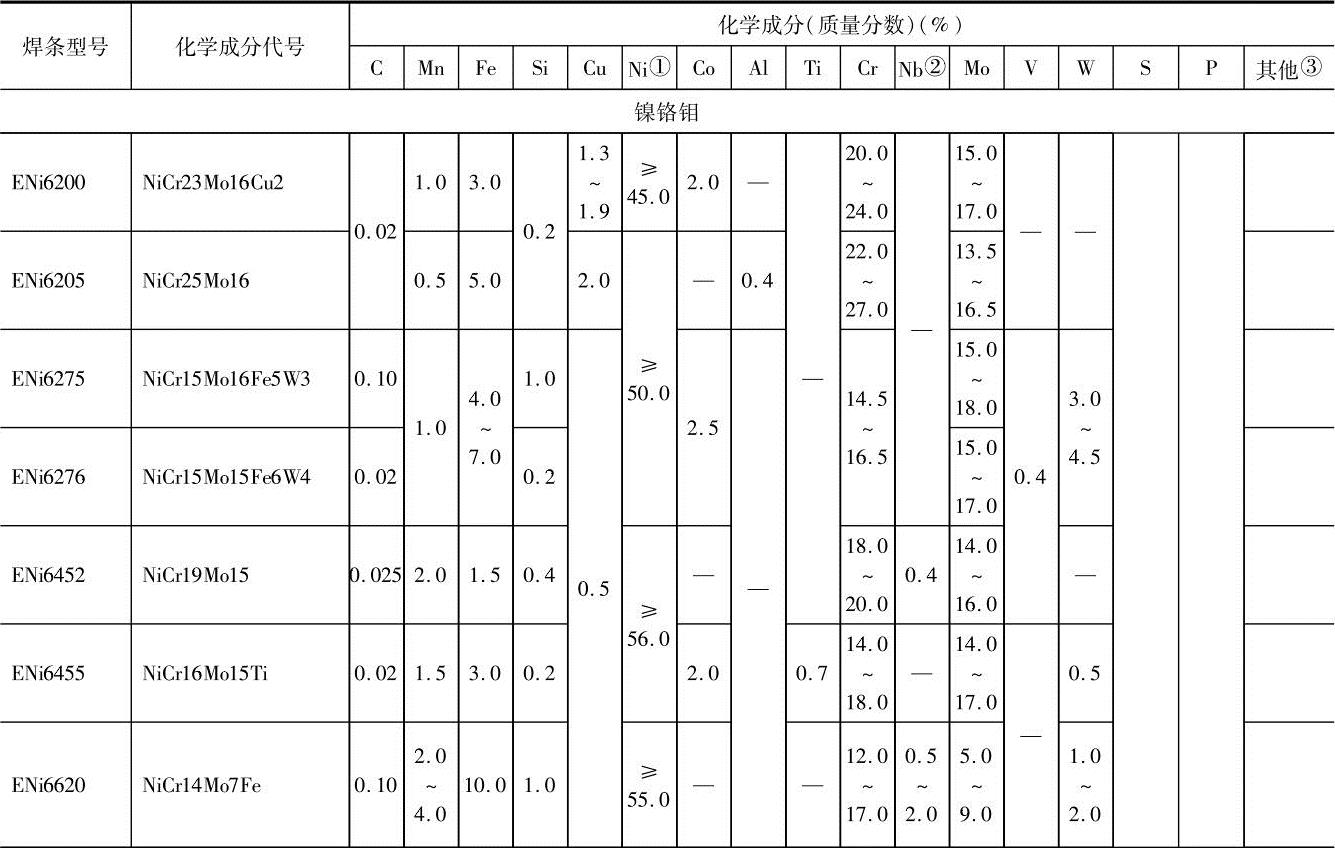
表6-27 熔敷金属化学成分
(续)
(续)

(续)
(续)
(续)
(续)
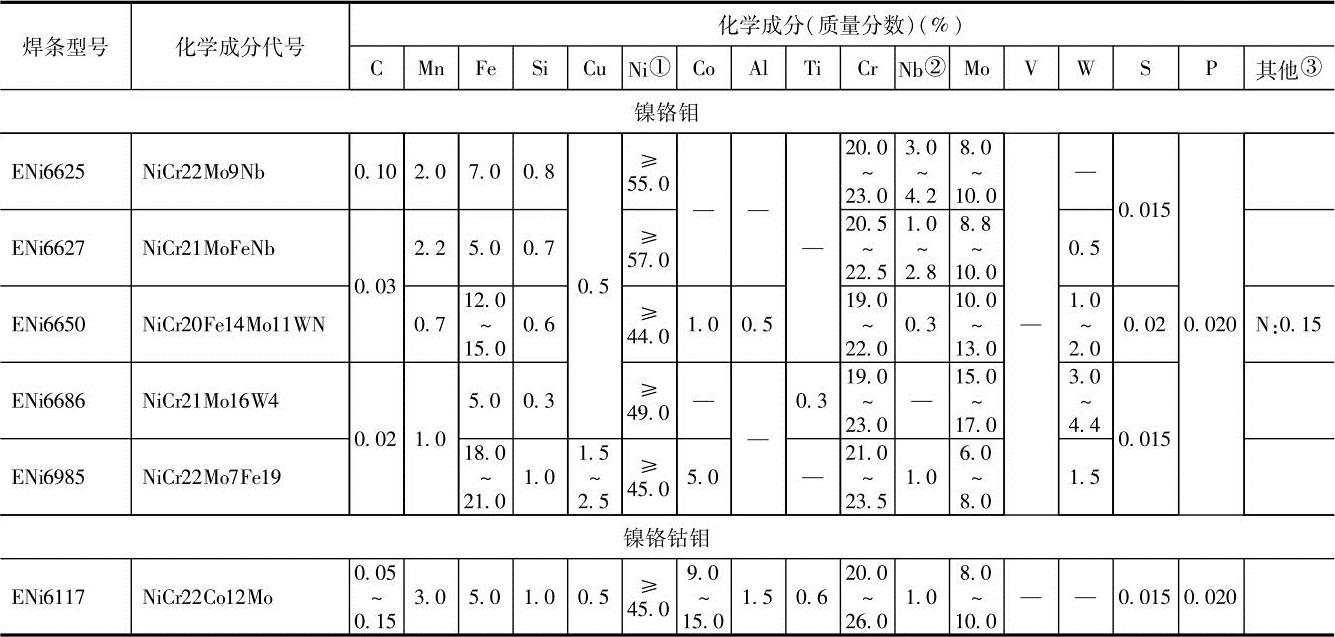
注:除Ni外所有单值元素均为最大值。
① 除非另有规定,Co含量应低于该含量的1%。也可供需双方协商,要求较低的Co含量。
② Ta含量应低于该含量的20%。
③ 未规定数值的元素总量不应超过0.5%。
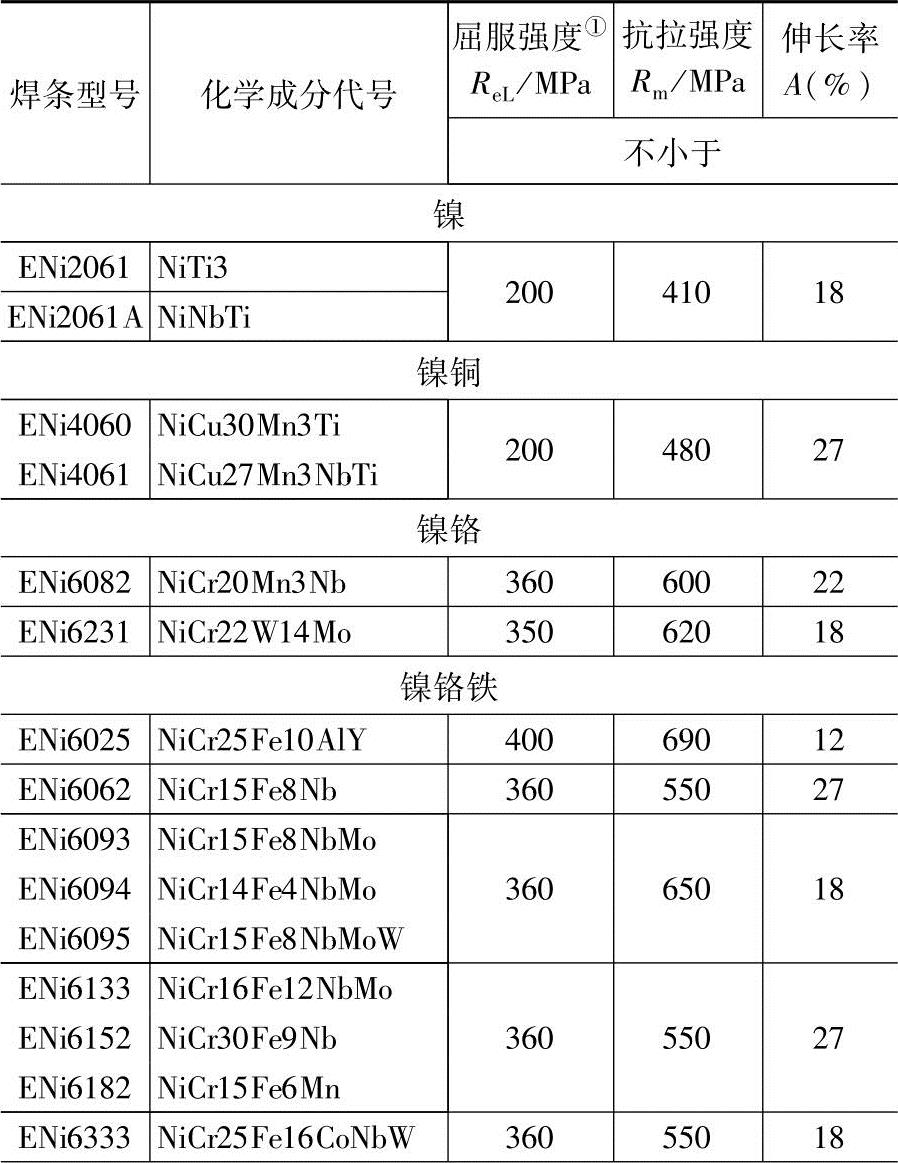
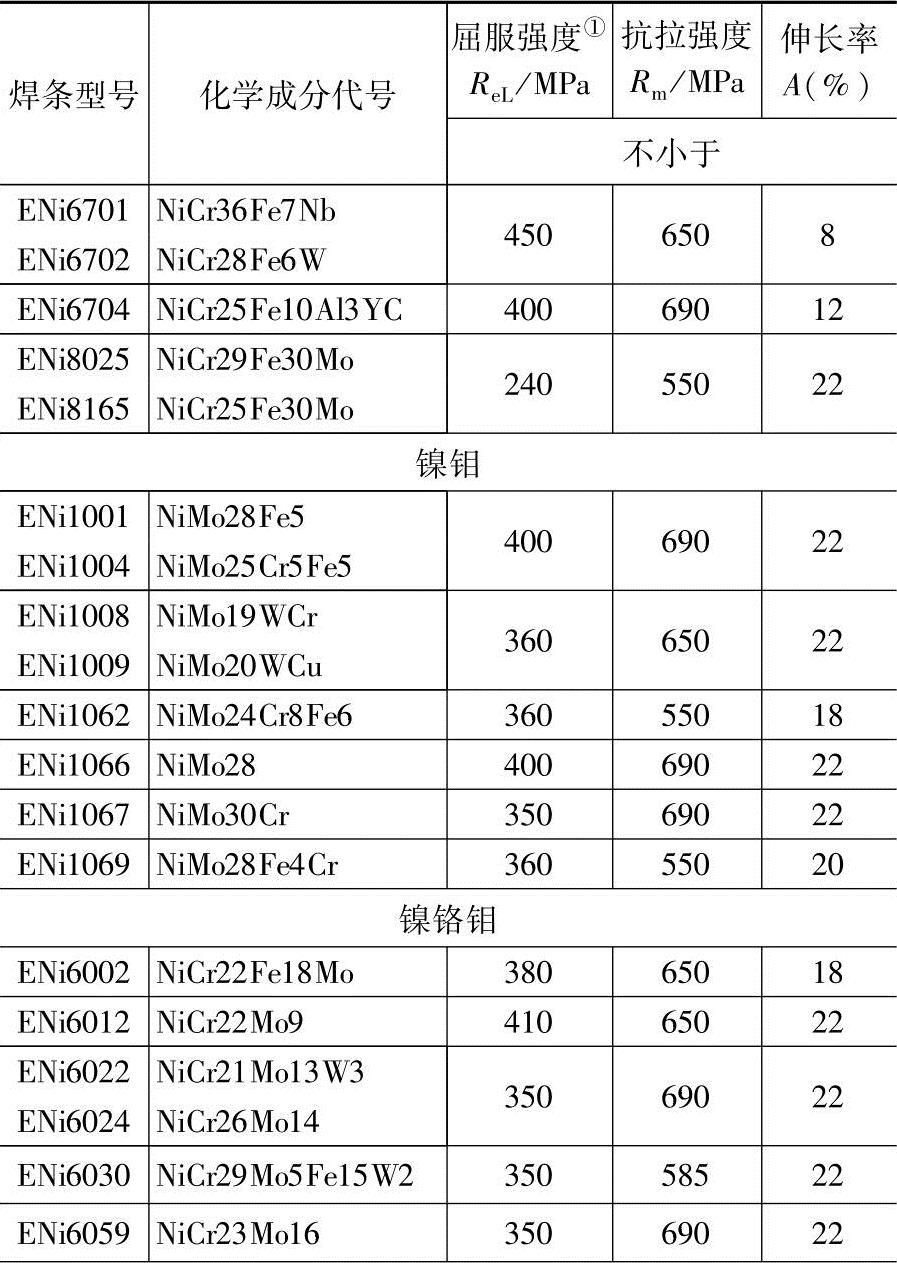
(四)力学性能
熔敷金属的力学性能应符合表6-28中的规定。
表6-28 熔敷金属的力学性能
(续)
(续)
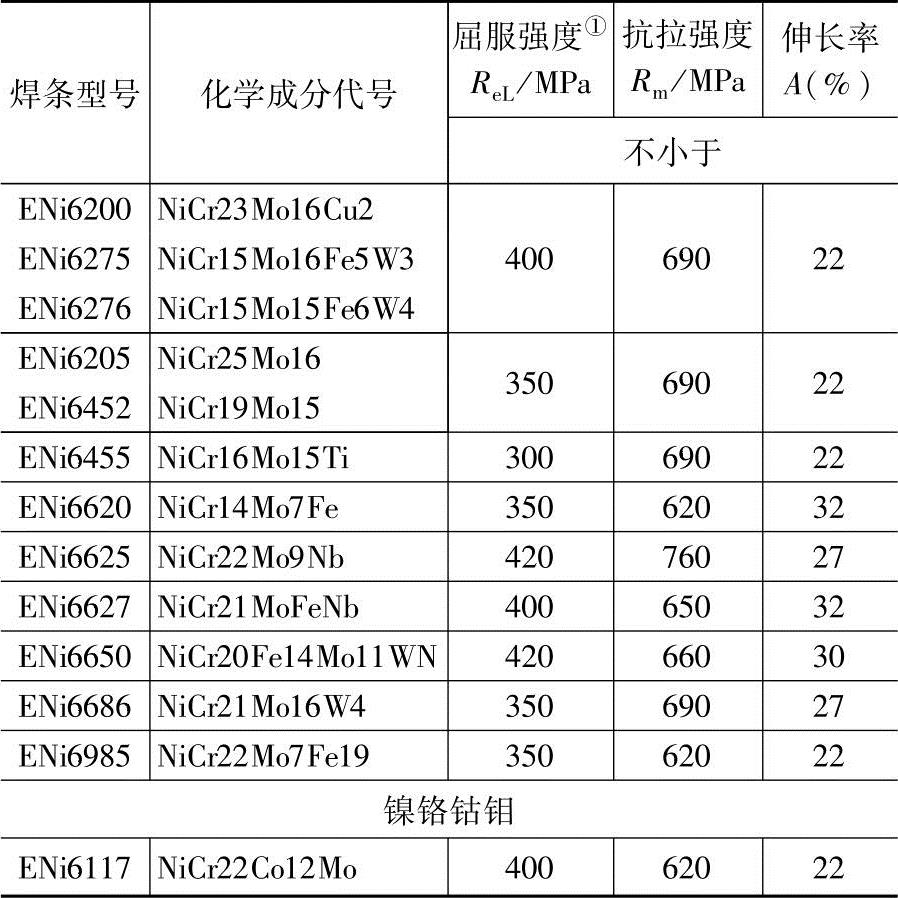
① 屈服发生不明显时,应采用0.2%的屈服强度(Rp0.2)。