6.3.6 镍及镍合金焊丝
2025年08月10日
6.3.6 镍及镍合金焊丝
(一)型号分类
焊丝按化学成分分为镍、镍铜、镍铬、镍铬铁、镍钼、镍铬钼、镍铬钴、镍铬钨等8类。
(二)尺寸及其偏差
镍及镍合金焊丝的直径及允许偏差应符合表6-53中的规定。
表6-53 镍及镍合金焊丝的直径及允许偏差 (单位:mm)
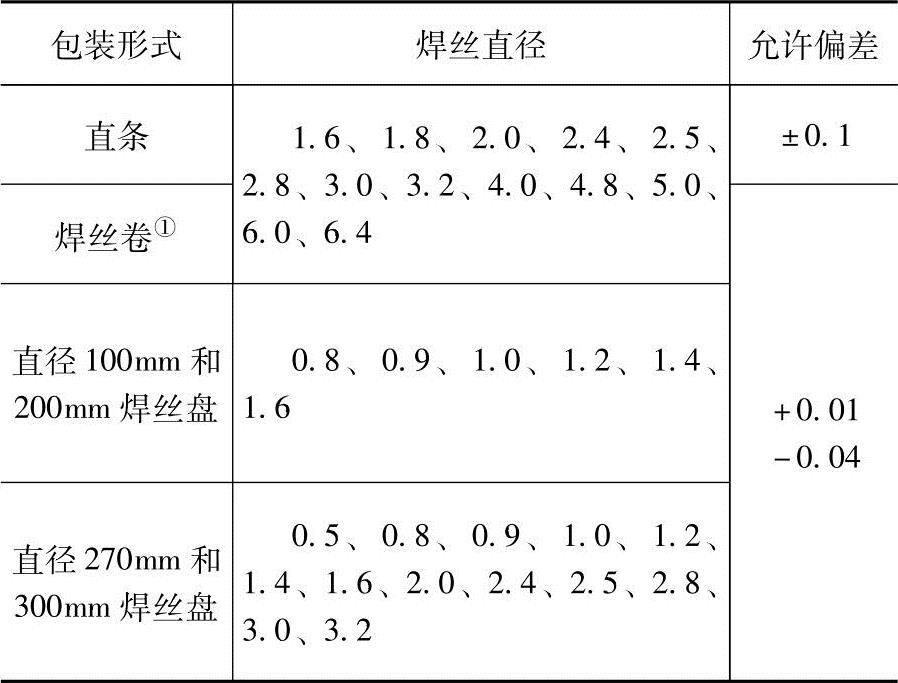
注:根据供需双方协议,可生产其他尺寸、偏差和包装形式的焊丝。
① 当用于手工填充丝时,其直径允许偏差为±0.1。
(三)松弛直径和翘距
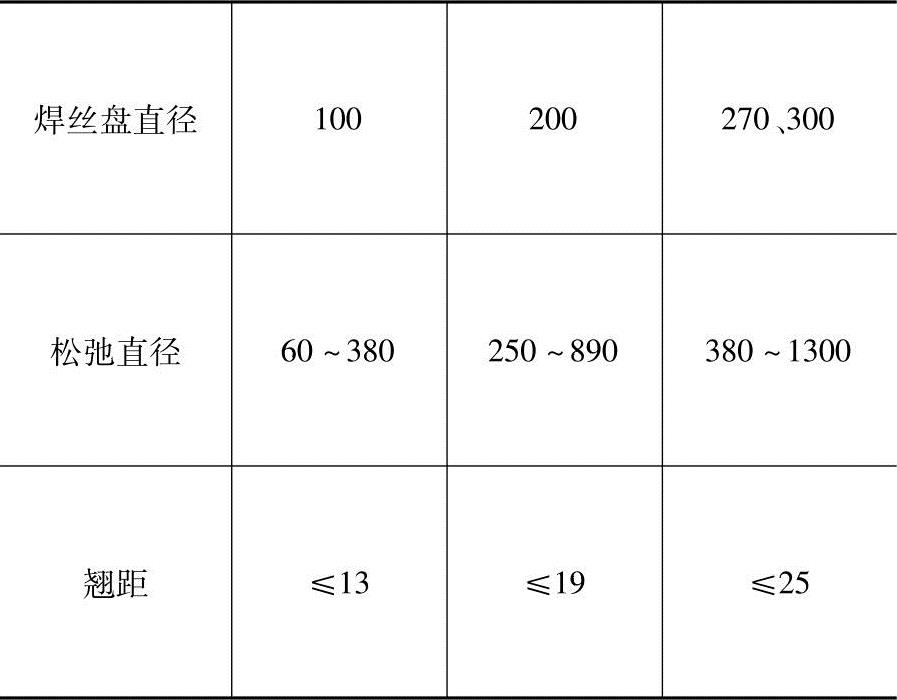
镍及镍合金焊丝的松弛直径和翘距应符合表6-54中的规定。
表6-54 镍及镍合金焊丝的松弛直径和翘距 (单位:mm)
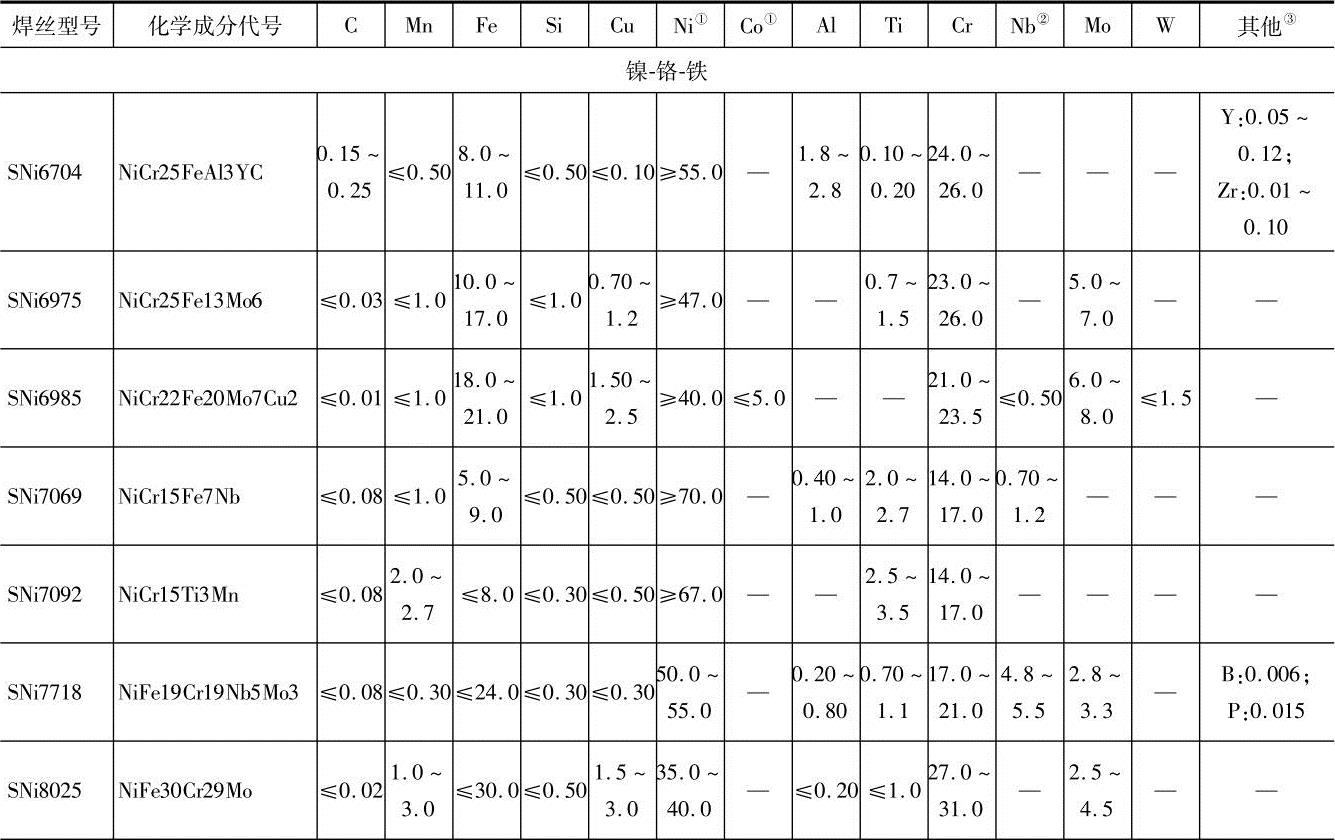
(四)焊丝的化学成分
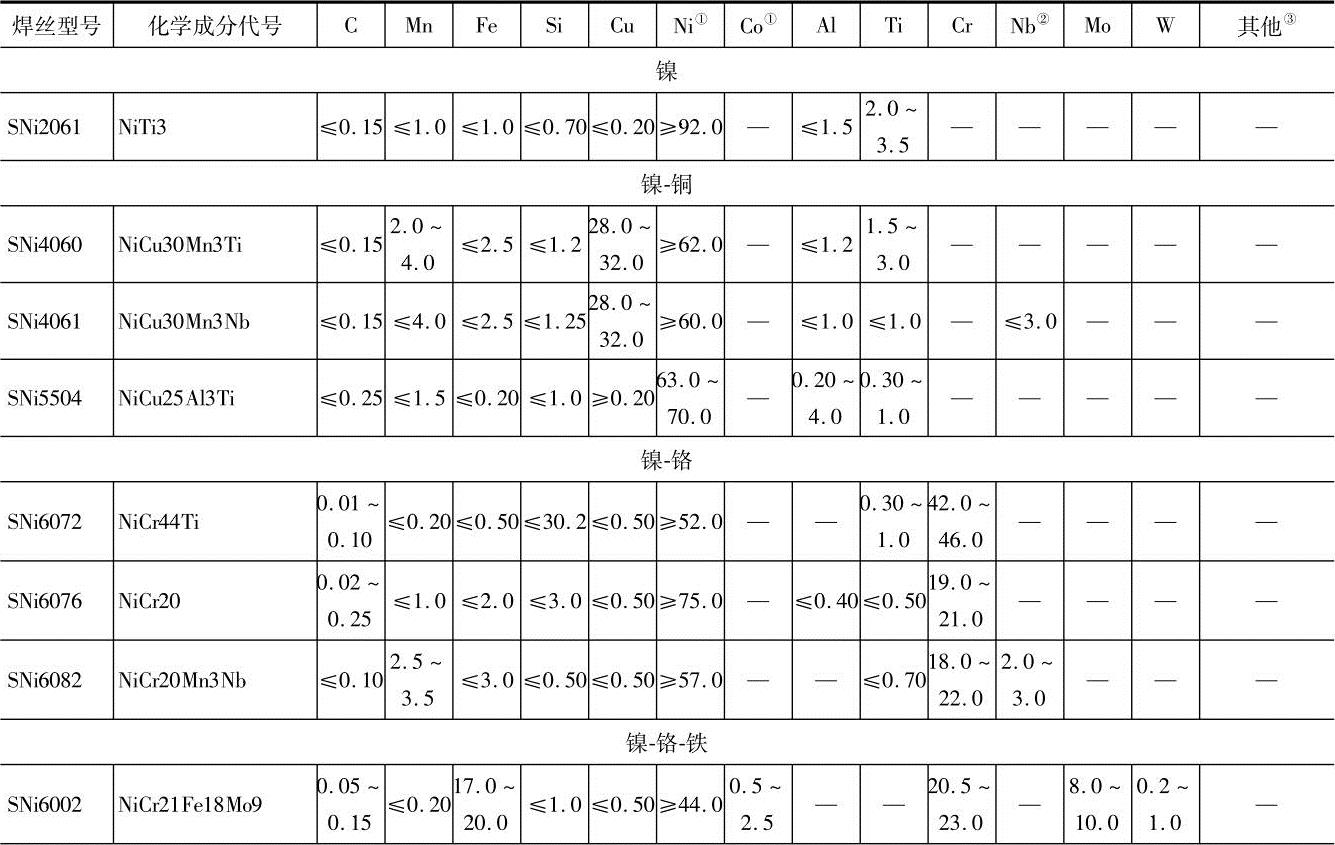
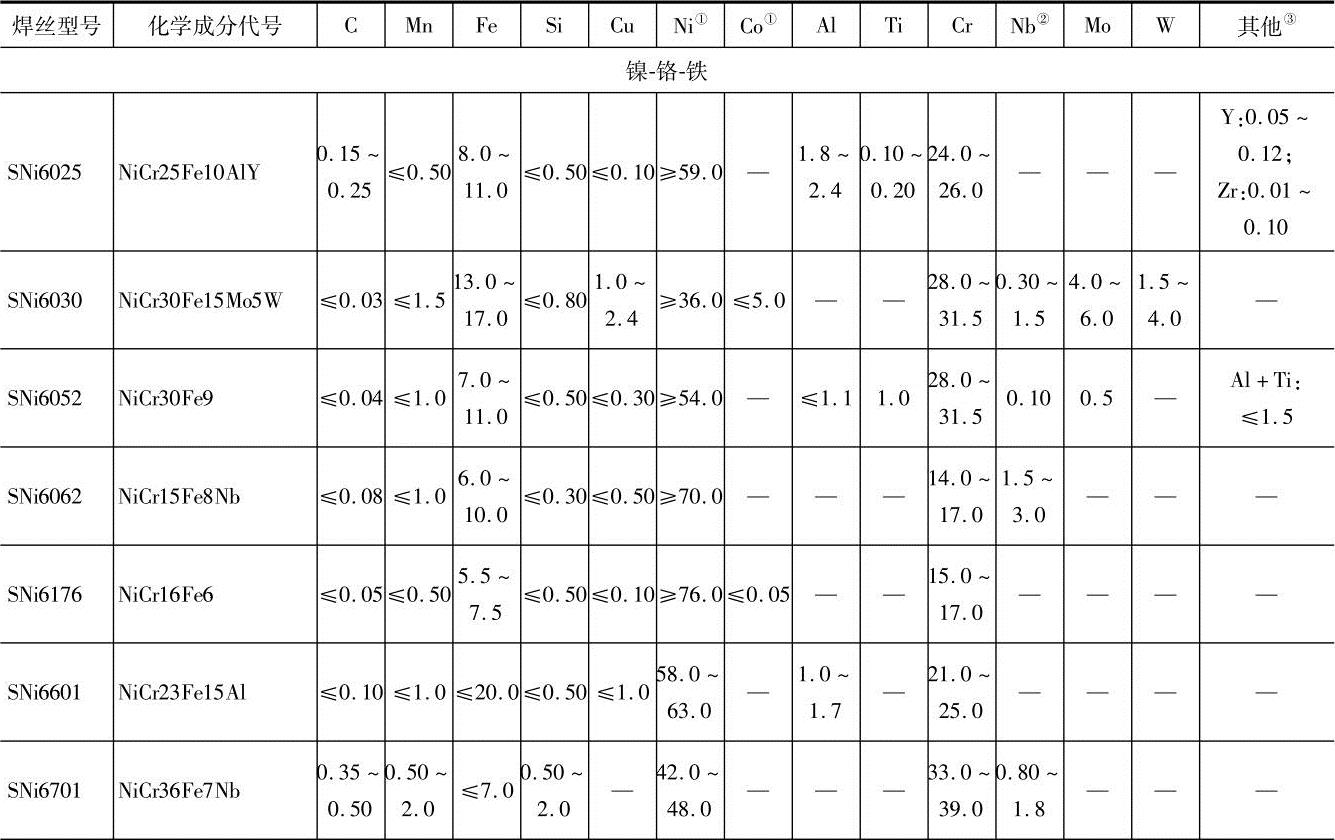
镍及镍合金焊丝的化学成分应符合表6-55中的规定。
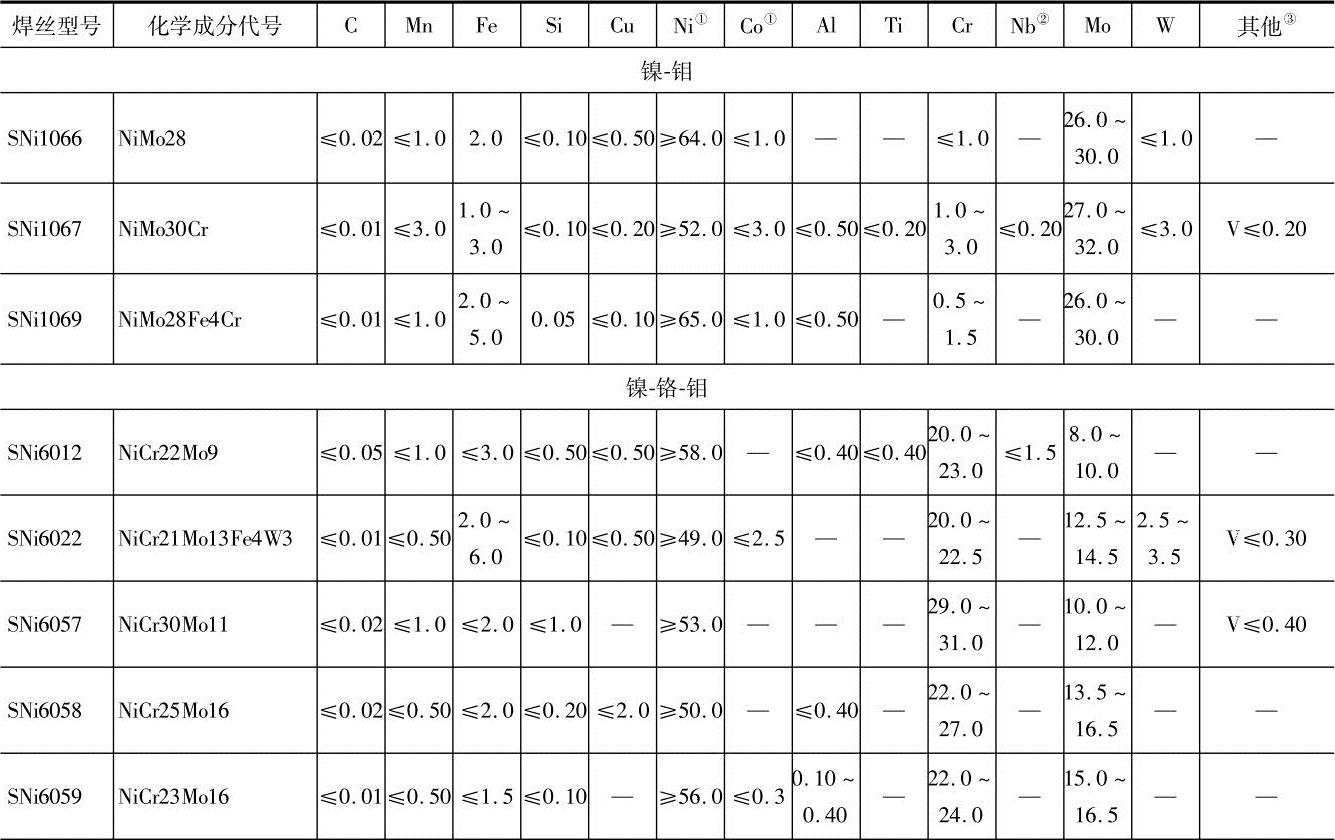
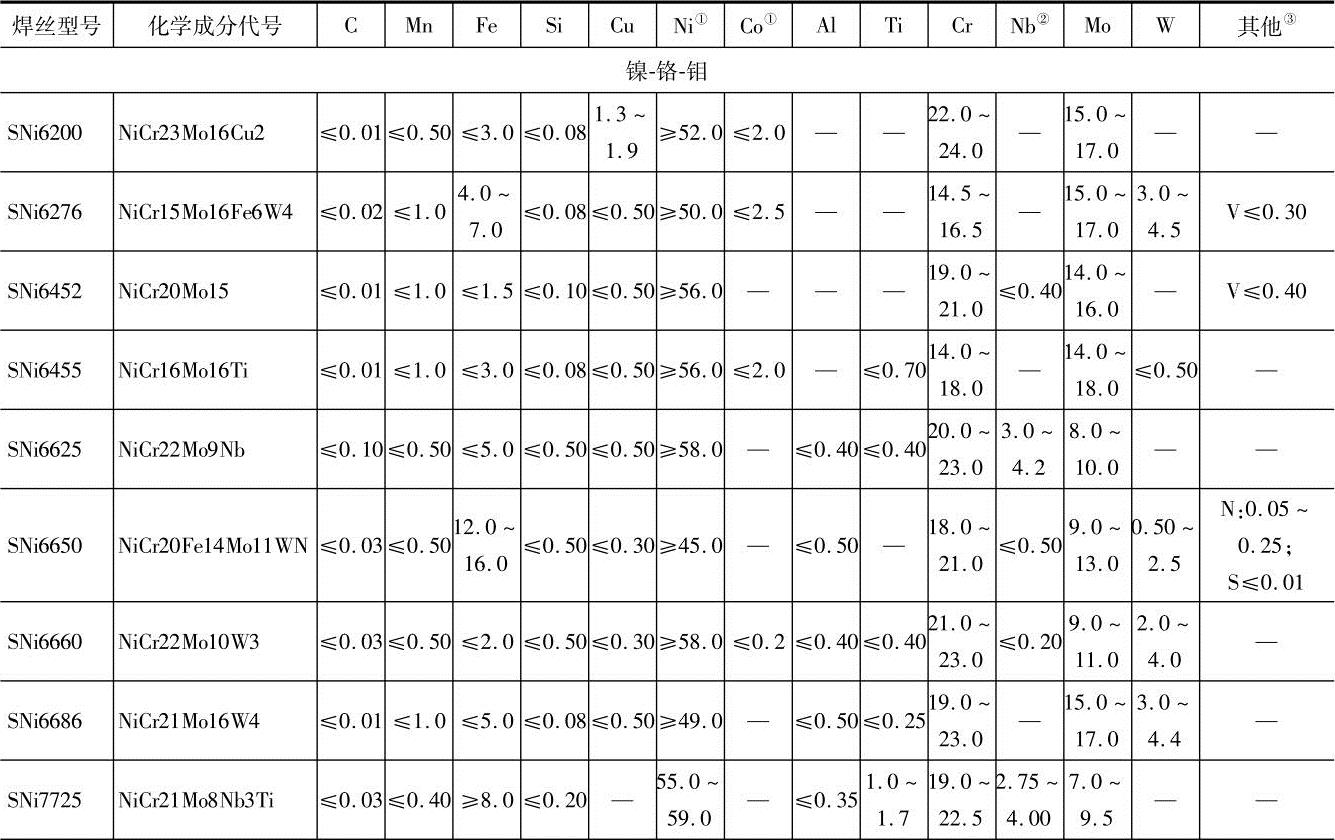
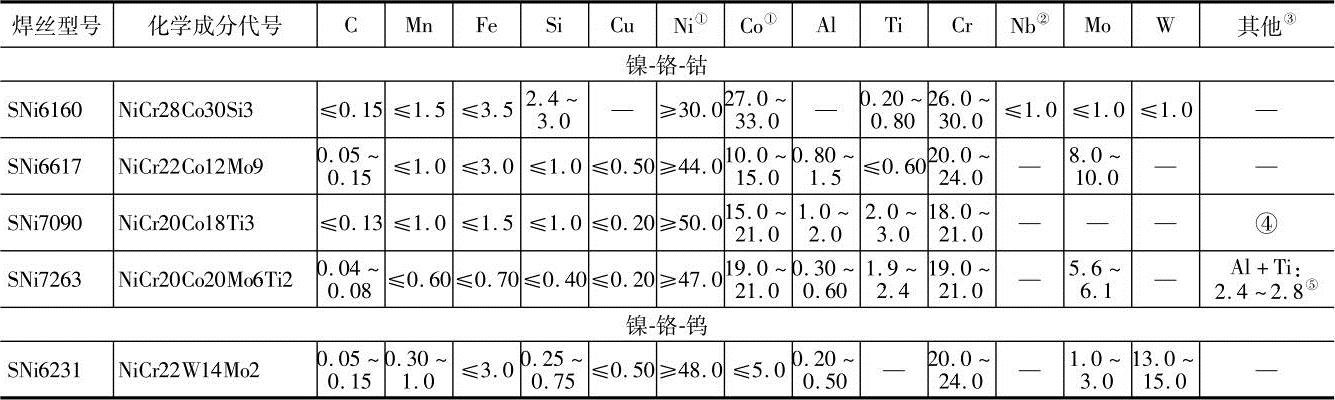
表6-55 焊丝化学成分(质量分数,%)
(续)
(续)
(续)

(续)
(续)
(续)
注:1.“其他”包括未规定数值的元素总和,总量应不超过0.5%。
2.根据供需双方协议,可生产使用其他型号的焊丝。用SNiZ表示,化学成分代号由制造商确定。
① 除非另有规定,Co含量应低于该含量的1%,也可供需双方协商,要求较低的Co含量。
② Ta含量应低于该含量的20%。
③ 除非具体说明,P最高含量0.020%,S最高含量0.015%。
④ Ag≤0.0005%,B≤0.020%,Bi≤0.0001%,Pb≤0.0020%,Zr≤0.15%。
⑤ S≤0.007%,Ag≤0.0005%,B≤0.005%,Bi≤0.0001%。