2.5.1 加工中的刀具磨损
2026年01月15日
2.5.1 加工中的刀具磨损

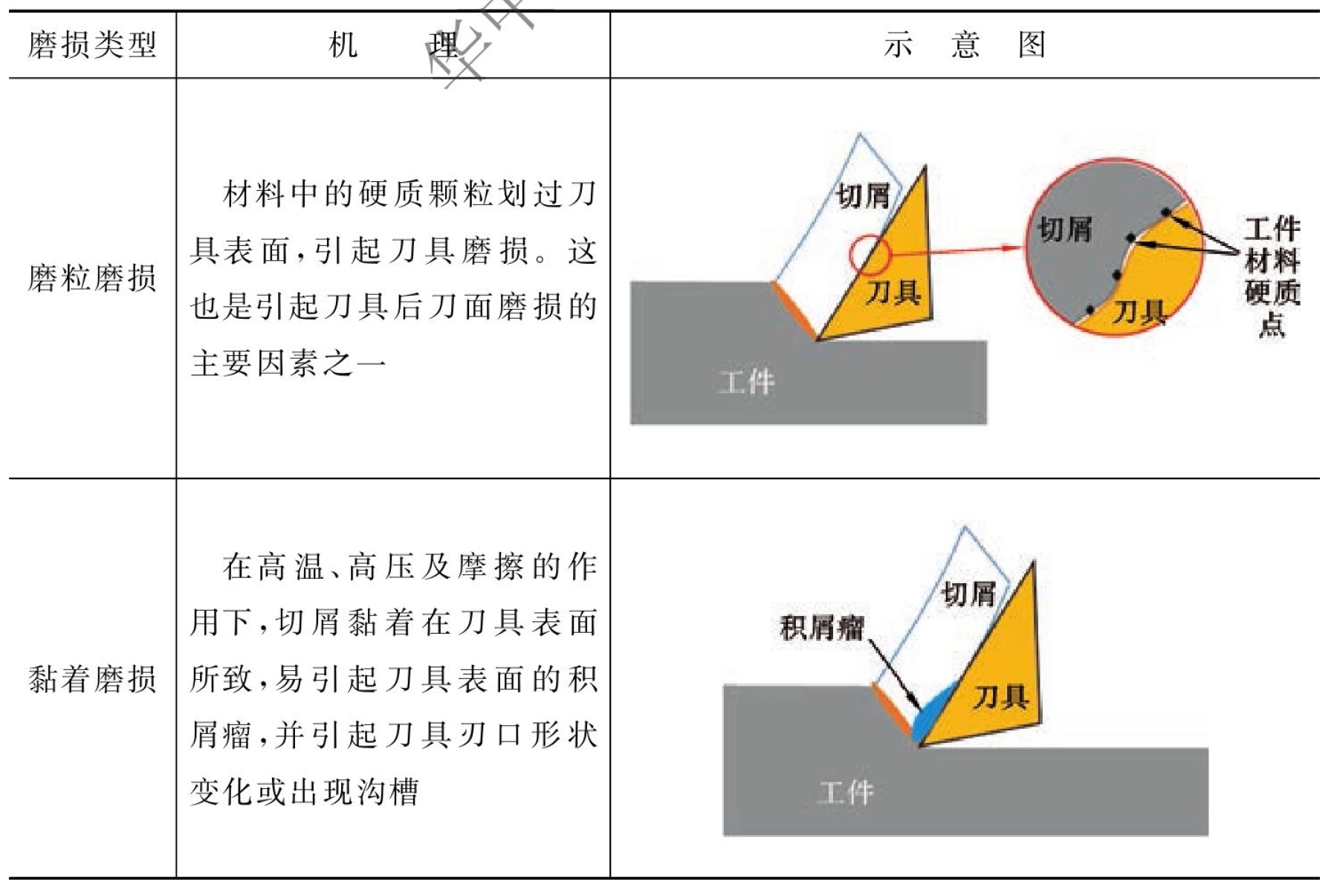
2.1节介绍的两个子系统中,刀具-主轴子系统中时变性最强的因素是刀具的磨损。刀具后刀面磨损是航空难加工材料零件切削过程中的强时变因素。刀具磨损量达到一定限度后,将严重影响切削力热耦合作用以及加工表面质量,进而影响航空关键构件在服役过程中的性能。因此建立刀具磨损演化模型,在加工过程中实时监测刀具磨损状态对确保航空关键构件的加工品质极为重要。切削加工过程中,常见的刀具磨损类型及其对应的磨损机理如表2.1所示,常见的刀具磨损形式如图2.21所示。最常见和研究最多的一种刀具磨损类型是后刀面磨损,以后刀面磨损为基础的常见刀具寿命曲线如图2.22所示。刀具磨损一般可以分为三个阶段:初始磨损阶段、正常磨损阶段和快速磨损阶段。在航空材料的切削加工中,采用硬质合金刀具切削钛合金时的磨损一般由磨粒磨损、黏着磨损及扩散磨损等综合作用形成;采用硬质合金刀具切削高温合金材料时,刀具的主要磨损类型是磨粒磨损、扩散磨损和崩刃等。
表2.1 常见的刀具磨损类型及其机理
续表
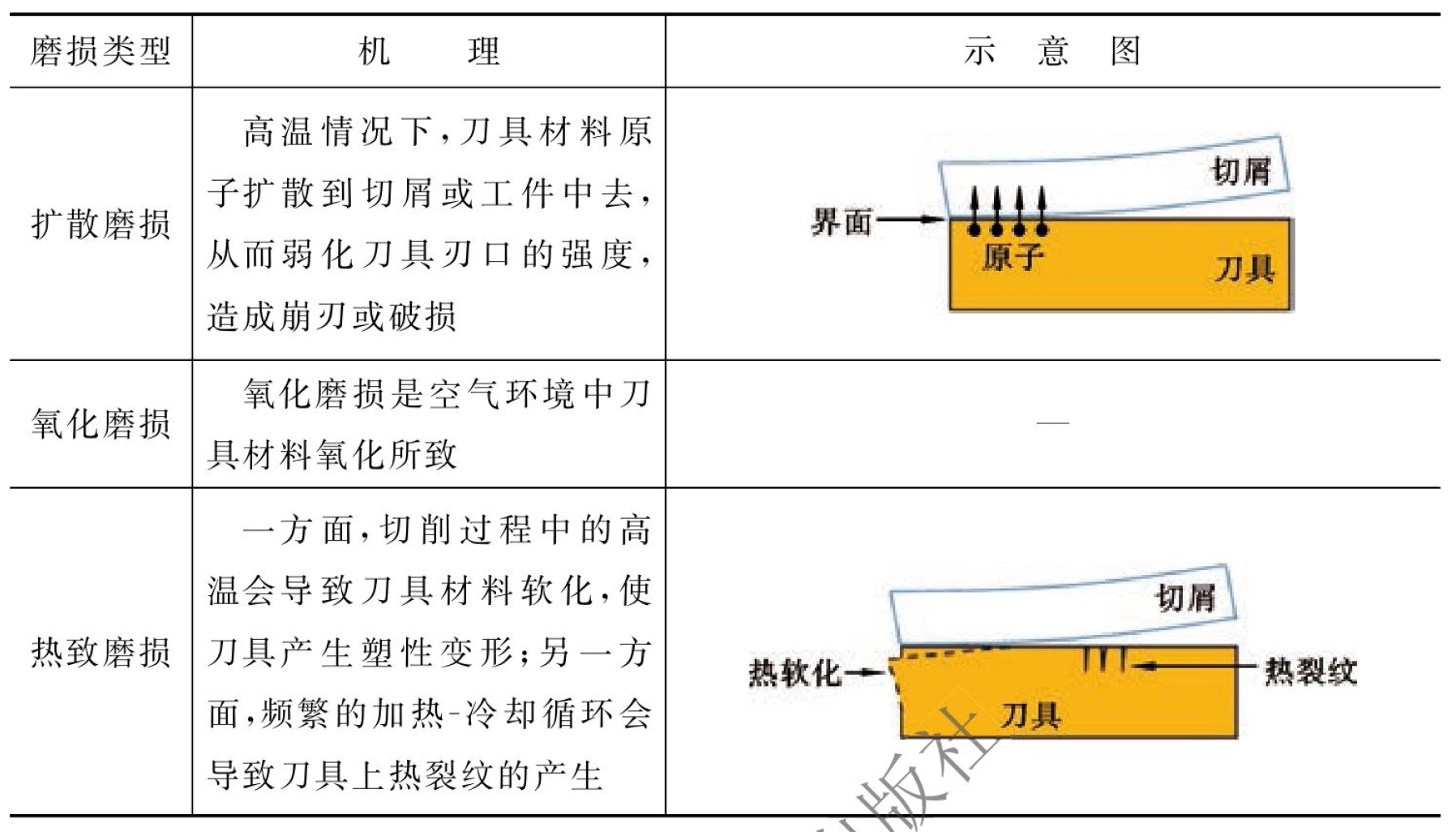
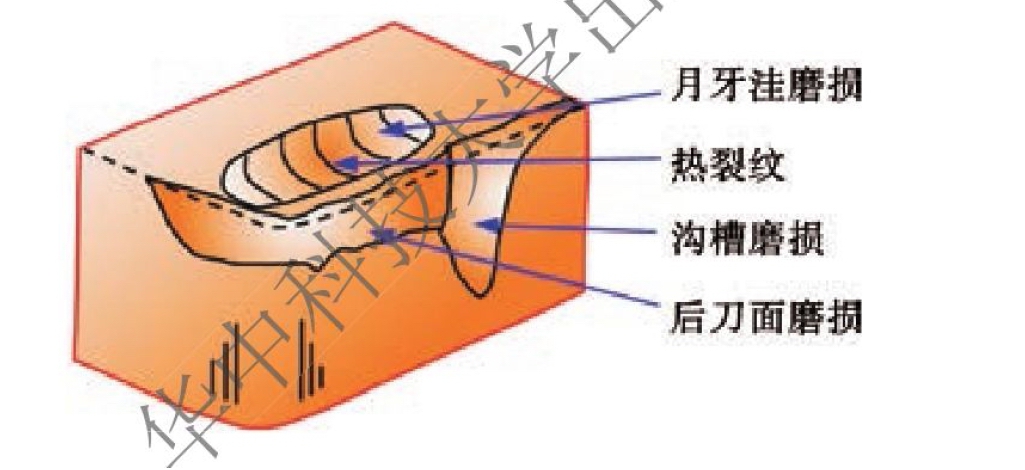
图2.21 常见的刀具磨损形式
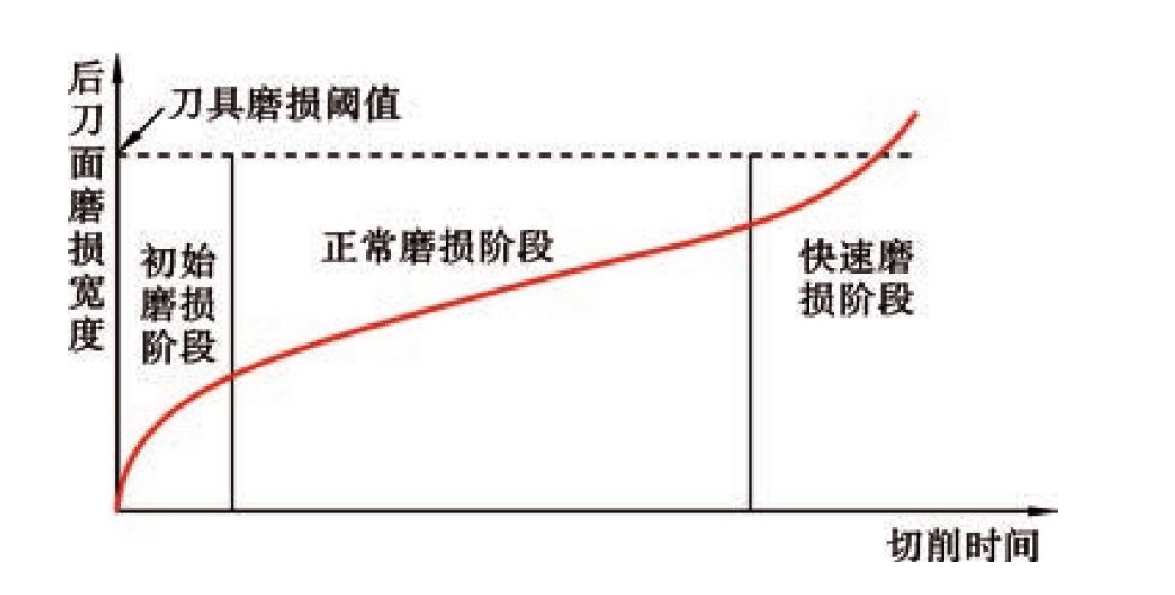
图2.22 刀具寿命曲线