4.3.5 误差迭代补偿方法在薄壁叶片加工中的应用
2026年01月15日
4.3.5 误差迭代补偿方法在薄壁叶片加工中的应用

航空发动机的叶片是典型的薄壁零件,前后缘最薄处不足0.3 mm,在加工过程中极易产生变形。应用上述加工误差迭代补偿方法前后的叶片加工误差对比结果如图4.18所示。在没有采用补偿的情况下,叶盆面存在过切,而叶背面存在欠切(见图4.18(a)和图4.18(c))。在采用了补偿加工后,叶盆面的过切与叶背面的欠切都得到了修正(见图4.18(b)和图4.18(d))。同时,叶盆面与叶背面的平均误差分别减小为之前的25.1%和14.3%。
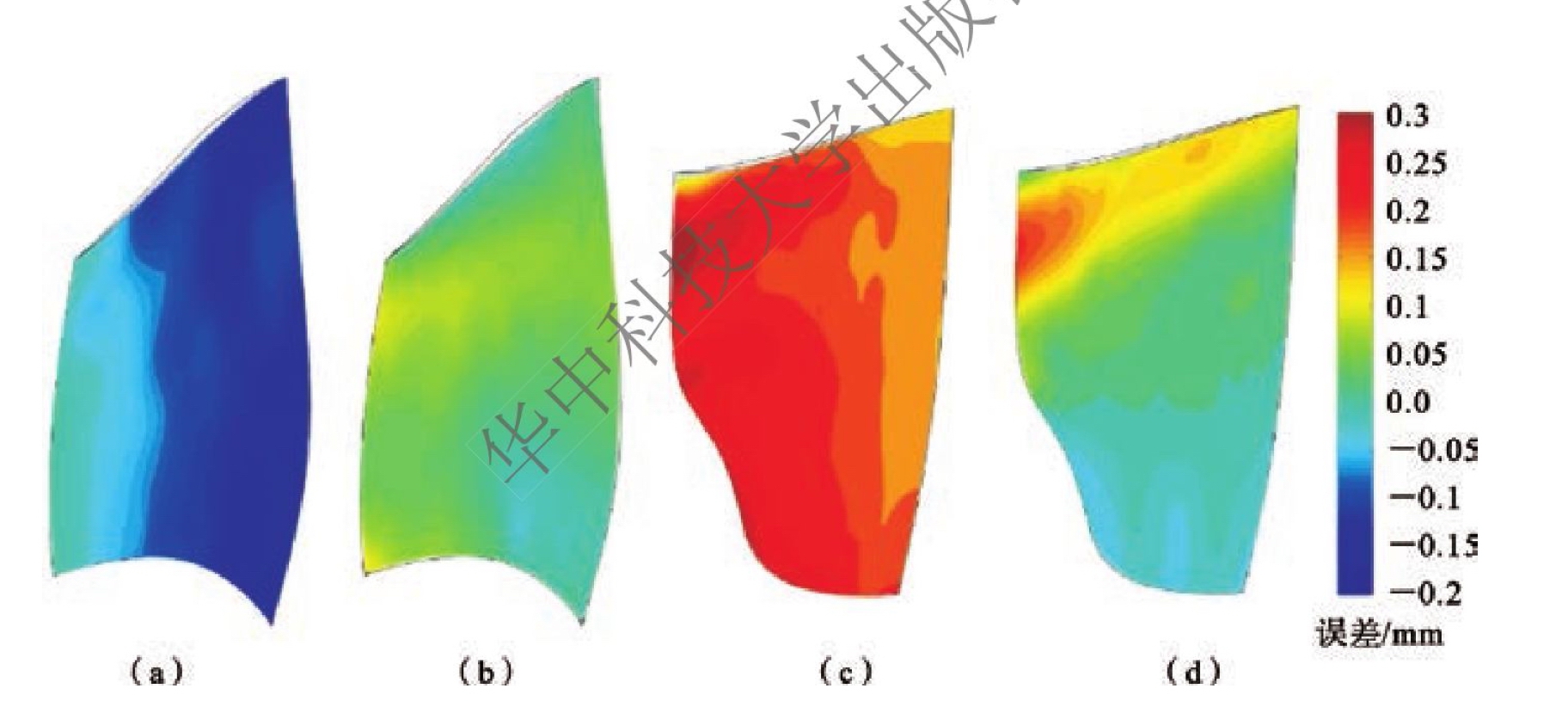
图4.18 叶片不同区域的加工误差分布
(a)未补偿的叶盆面(b)补偿的叶盆面(c)未补偿的叶背面(d)补偿的叶背面(https://www.daowen.com)
前后缘区域的误差分布如图4.19所示。红色测量点表示不补偿加工时叶片加工误差的实际分布情况,这些点都远离设计截面线。在补偿加工后,表示补偿加工后的蓝色测量点距离设计曲线较近,表示过切和欠切得到了补偿。叶片前后缘补偿后的平均加工误差是补偿前的29.7%。(https://www.daowen.com)
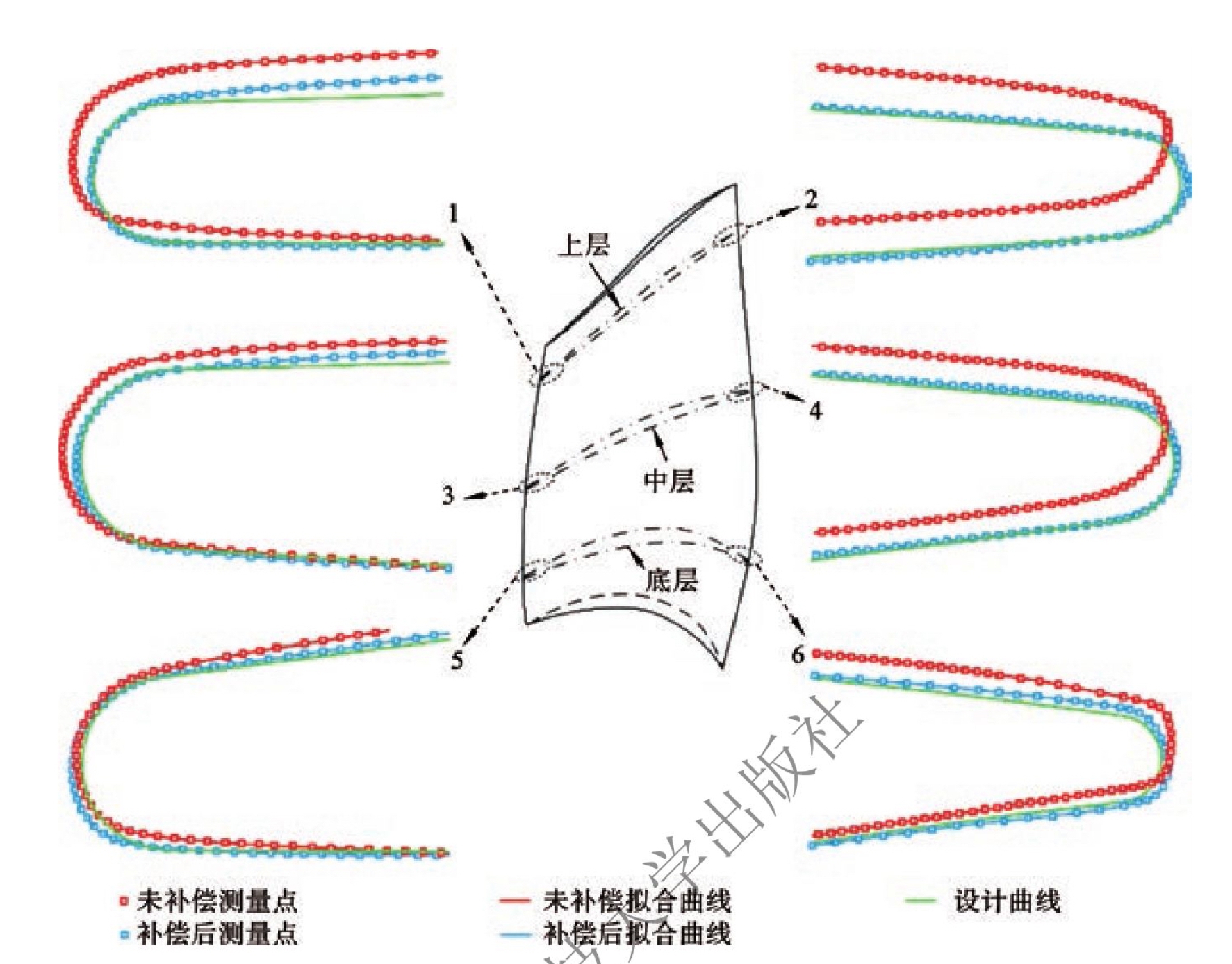
图4.19 叶片前后缘补偿前后测量结果对比