3.4.2 磨损刀具的铣削力模型
3.4.2.1 磨损状态下的铣削力模型
在铣削过程中,前刀面上剪切作用引起的剪切作用力和后刀面磨损引起的摩擦力、挤压力共同作用于刀具,形成铣削力。在这里将后刀面磨损引起的摩擦力和挤压力统称为摩擦效应力。根据已有的铣削力模型,剪切作用力与材料的未变形切屑厚度有关,而后刀面磨损对其影响则不考虑。摩擦效应力是由后刀面与加工形成表面之间摩擦和挤压产生的,因此摩擦效应力与刀具后刀面磨损量有关,而与材料未变形切屑厚度无关。刀齿微元的铣削力分析如图3.4所示。
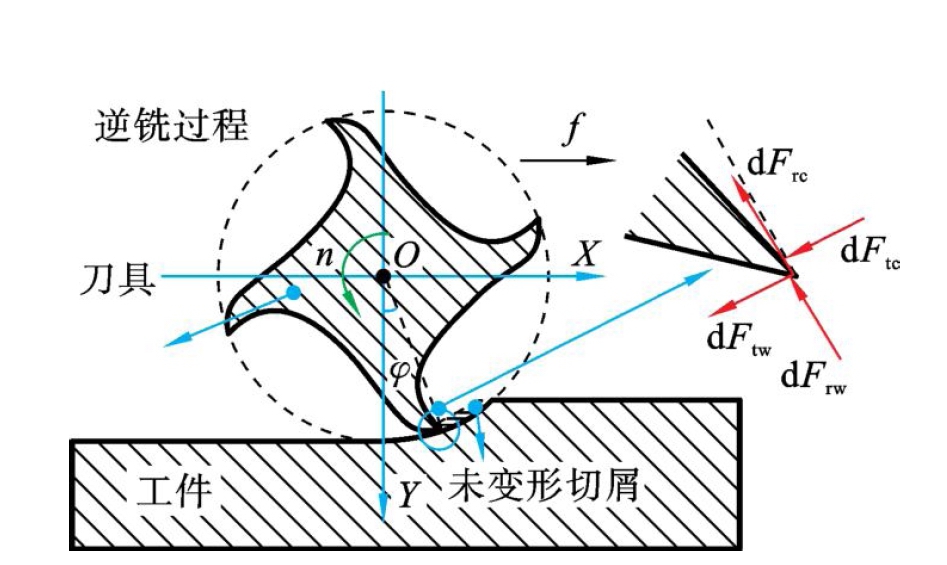
图3.4 刀齿微元铣削力分析
1.剪切作用力模型
将刀具沿刀轴方向离散为刀齿微元。铣刀的第j个齿在刀具转角为φ、高度为z的微元上的剪切作用力可以表示为[2]

式中:dFj,t(cφ(jz))、dFj,r(cφ(jz))、dFj,a(cφ(jz))分别为刀具所受的切向、径向和轴向剪切作用力;Ktc、Krc、Kac分别为切向、径向和轴向剪切力系数;h(φ(jz))为刀齿在φ(jz)角度的未变形切屑厚度;φ(jz)为高度z上轴向微元的第j个齿的旋转角。微元剪切作用力可以变换到OXYZ坐标系中。
2.摩擦效应力模型
根据Teitenberg的理论[3],后刀面磨损对轴向铣削力的影响可以忽略,因此在摩擦效应力模型中只考虑OXY平面内的力。刀具轴向微元受到的摩擦力、挤压力可以表示为刀具后刀面磨损量VB的函数,即

式中:dFtw和dFrw分别为单个刀齿在微元dz上的切向摩擦力和法向挤压力;Ftw(VB)和Frw(VB)分别为单位刀刃长度上的摩擦力和挤压力,两者都与刀具后刀面磨损量VB相关。
3.4.2.2 摩擦效应力的分布规律
单位刀刃长度上的摩擦力、挤压力可以表示为
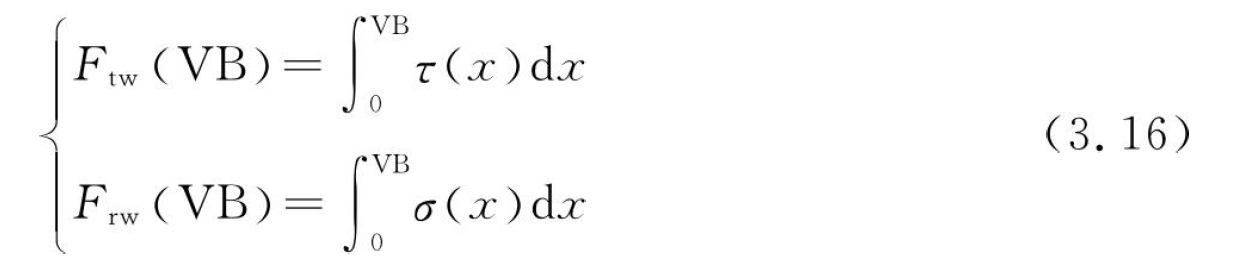
式中:τ(x)和σ(x)分别为后刀面上与刀刃距离为x处的切应力和正应力。
如图3.5所示,根据Lapsley[4]和Waldorf[5]的研究,磨损的后刀面与工件材料的接触区域分为塑性流动区和弹性接触区。在塑性流动区,切应力与正应力均为恒定值τ0、σ0。在弹性接触区,应力按照二次型规律分布[6]。
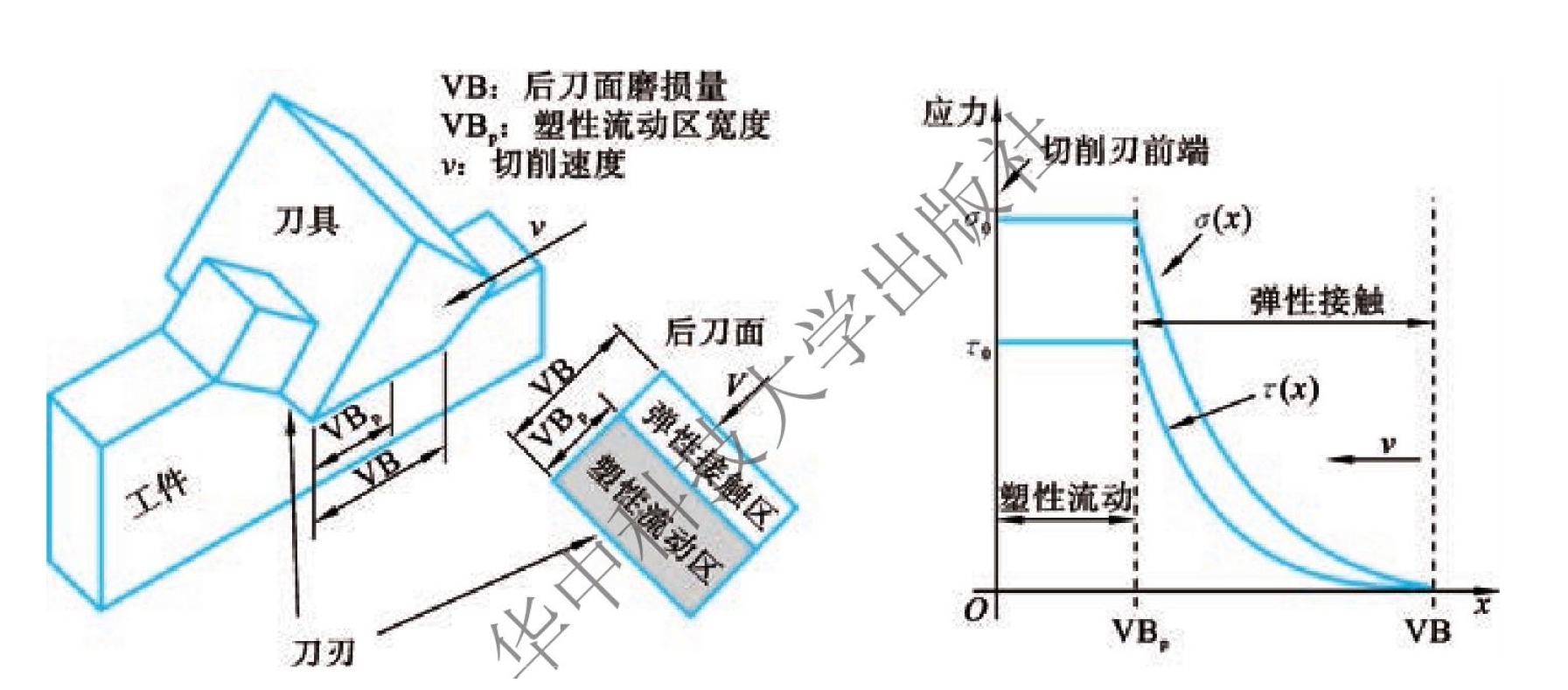
图3.5 后刀面磨损及应力分布
当0<x<VBp时,接触区域处于塑性流动区,其应力分布为

当VBp<x<VB时,接触区域处于弹性接触区,其应力分布为
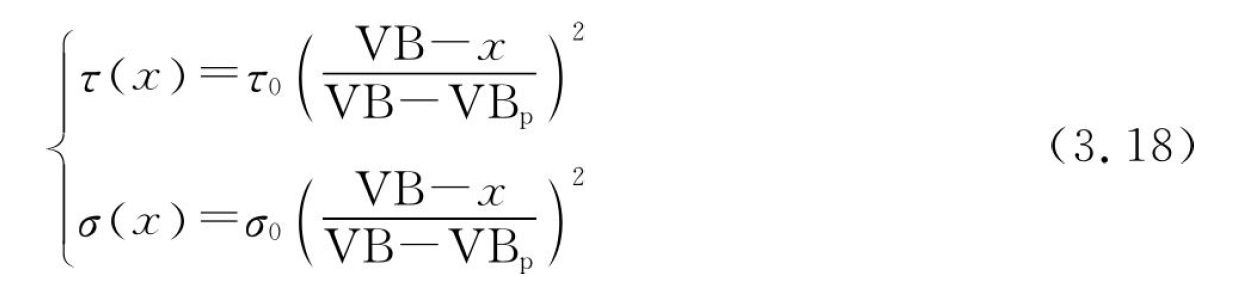
式中:x为后刀面上某处距刀刃的距离。
根据Smithey的研究[7],当磨损达到一定量之后,弹性接触区的宽度保持不变,塑性流动区的宽度随着磨损量的增大而增大,即

式中:VB*为弹性接触区的固定宽度。
将式(3.17)至式(3.19)代入式(3.16)中,积分得到单位刀刃长度上的摩擦力、挤压力。
当VB<VB*时,有
当VB≥VB*时,有
3.4.2.3 磨损铣刀的平均铣削力
1.磨损铣刀的合力
刀具整体受到的合力为剪切作用力和摩擦效应力的和,即
在刀具轴向切深范围[zj,1(φj),zj,2(φj)]内对各个刀齿微元所受的力进行积分,即可得到每个刀齿所受的剪切作用力和摩擦效应力:
式中:kβ=tanβ/R为刀具几何系数,β为铣刀螺旋角,R为铣刀半径。
从而,铣刀刀齿所受的合力为

2.磨损铣刀的平均铣削力
由于后刀面磨损对轴向铣削力的影响较小[1],因此分别对X、Y方向的铣削力取平均值,其表达式为

平均剪切作用力的表达式为
平均摩擦效应力的表达式为
式中:N为铣刀齿数。
将磨损刀具铣削力模型中铣削力的计算表达式代入式(3.27)和式(3.28)中得到计算结果。整个铣刀的平均铣削力与单个刀齿的平均铣削力相等,可将整个铣刀的平均铣削力写成每齿进给量fz的线性函数形式,即式(3.5)。
平均摩擦效应力的几何影响矩阵受刀具参数、铣削啮合形式、工艺参数等的影响,其表达式为

铣削力的刀具磨损影响矩阵受刀具磨损状态、工件材料与刀具涂层等的影响,可以表示为
