3.1 切削加工过程中的监测方法
2026年01月15日
3.1 切削加工过程中的监测方法

智能加工过程中的决策需要通过实时监测加工过程来获得信息。在线监测直接面向加工过程,与具体设备和仪器相联系。加工过程中监测或检测的量可以分为几何量和物理量两类。几何量的检测一般包括工件几何尺寸及表面粗糙度的检测、刀具磨损的检测和机床精度的检测等。其中,几何尺寸、表面粗糙度、刀具磨损、机床精度等均可采用光学检测手段进行检测。此外,工件几何尺寸还可以采用接触式在机测头等仪器进行检测。
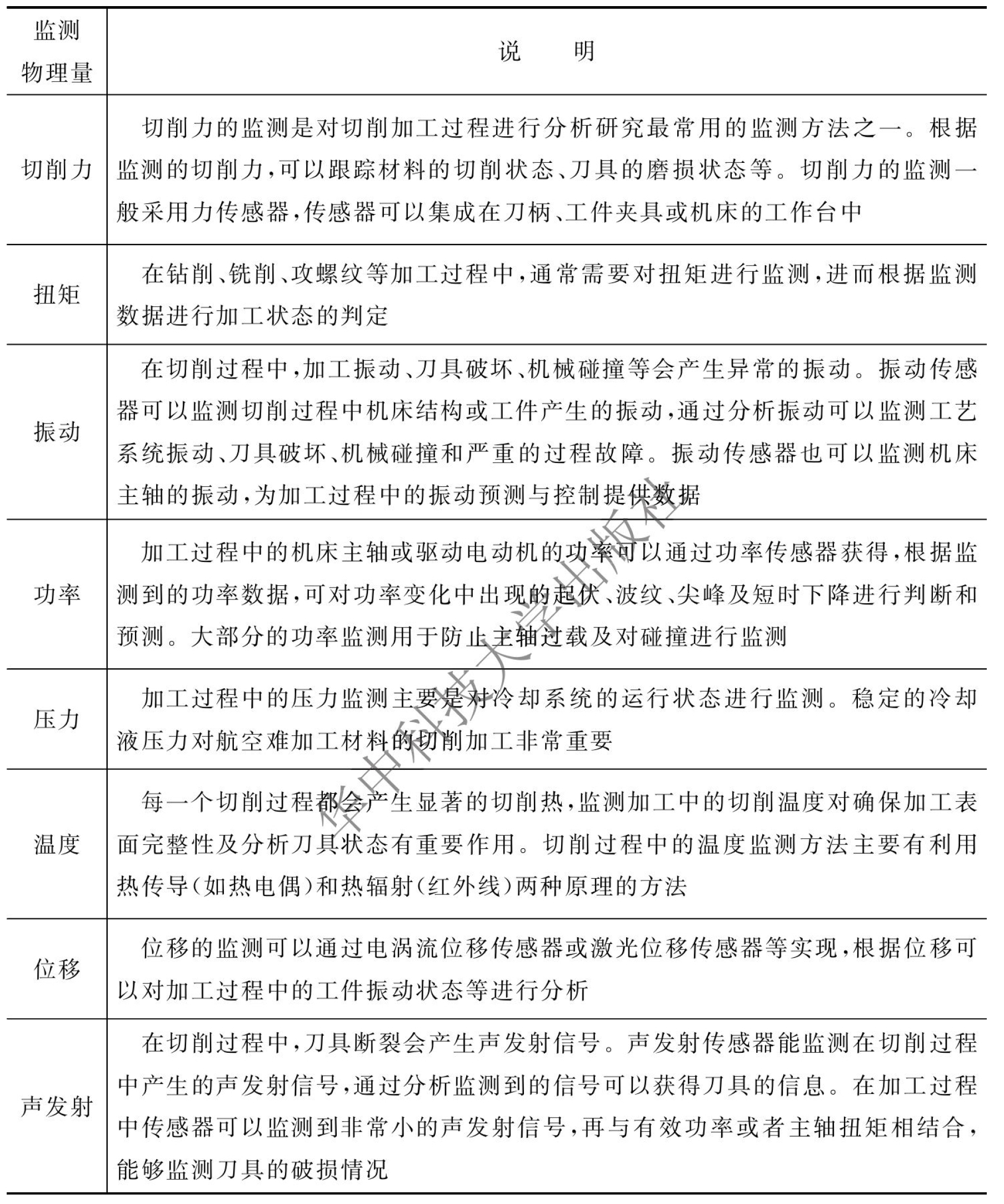
切削加工过程中常用的监测物理量一般包括切削力、扭矩、振动、功率、压力、温度、位移、声发射等,如表3.1所示。
表3.1 加工过程中常用的监测物理量
随着传感技术的不断发展,将小型传感器集成到机床、夹具、主轴甚至刀具中对加工过程进行监测的技术成为近年来的发展方向。与传统的外置式监测方式相比,集成式嵌入监测方式的优点在于:(https://www.daowen.com)
(1)可实现完整加工过程的监测,且不对加工过程产生干扰,可以反映更为真实的加工过程;
(2)可以实现不同加工条件、不同批次及产品差异的监测,从而克服试验环境下有限工况监测数据的局限性。