5.5.1 变齿间角铣刀的颤振稳定性预测方法
2026年01月15日
5.5.1 变齿间角铣刀的颤振稳定性预测方法

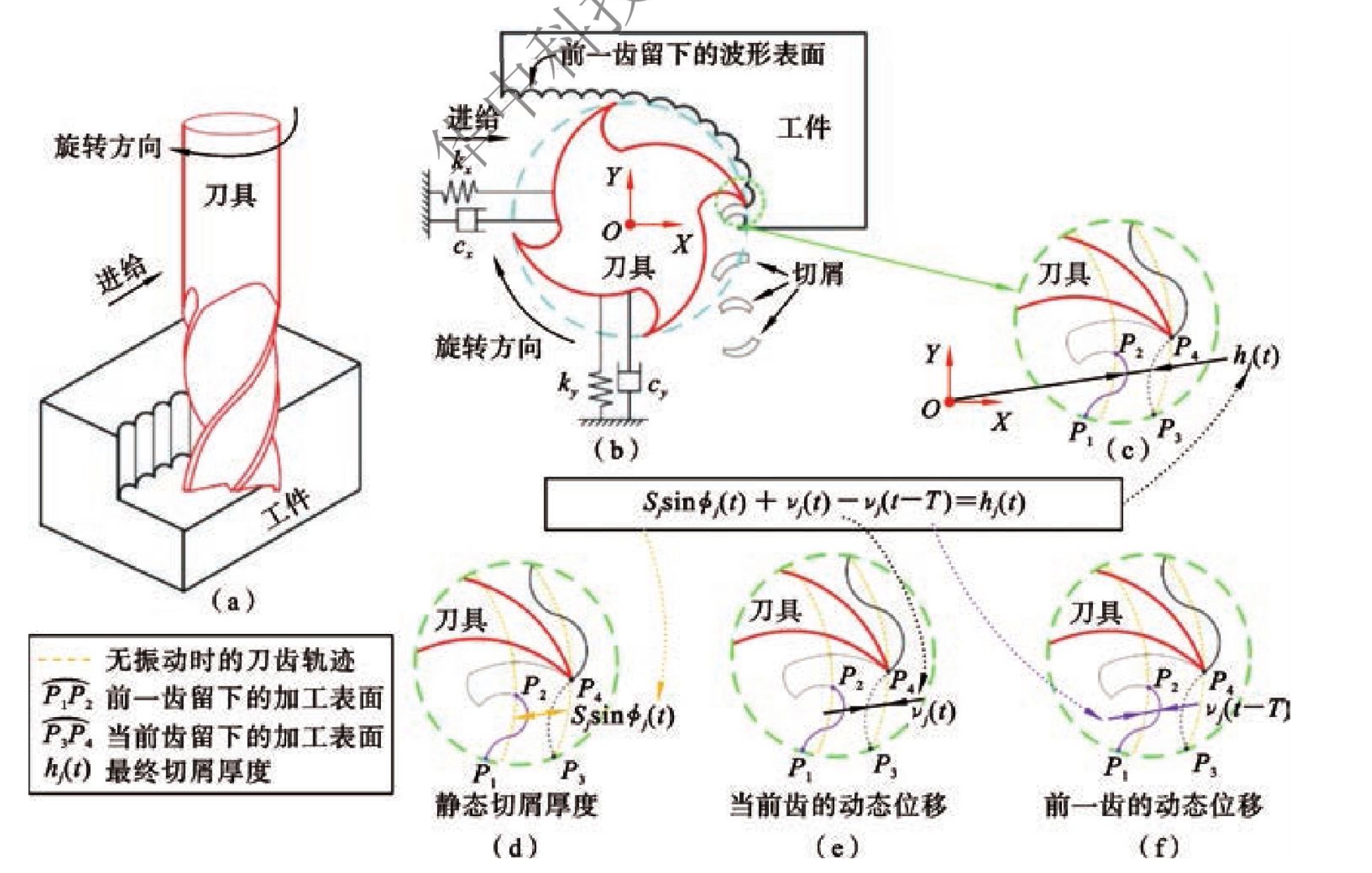
图5.14 二自由度系统的再生颤振模型
如图5.14所示,考虑一个二自由度的再生颤振模型,由于刀具-工件相对位移的存在,总的切屑厚度h(jt)包含图5.14(d)中的静态部分Sjsinφ(jt)和图5.14(e)、(f)中的动态部分νj(t)-νj(t-T)即
式中:νj(t)和νj(t-T)分别为当前齿和前一齿在刀具和工件之间形成的动态位移。静态切屑厚度部分不影响动态切屑再生机制,可以在分析中忽略。因此,影响再生颤振的切屑厚度可以重写为
式中:Δx和Δy分别为当前齿和前一齿之间的动态位移差值。
因此,动态铣削力可以表示为

根据颤振稳定性预测的零阶法[2],极限稳定切深可以表示为式(5.37)。对于非均匀齿间角铣刀,对应齿间角Pj的两齿形成的波纹表面之间的相位差εj可以表示为
式中:Tj和εj分别为第j个刀齿的周期和对应的相位差。因而,针对非均匀齿间角的临界切深可以表示为

其中,

从式(5.54)可以看出,非均匀齿间角的设计主要是尽可能地减小S以增大极限稳定切深。