4.5.3 工艺参数的离线学习与迭代优化
工艺参数离线学习是指,在零件加工完成后离线的环境下,根据在线求解得到的工艺参数,对零件加工NC代码中的工艺参数进行修正,从而实现工艺参数的学习和积累,为下一个零件的加工提供更优的初始NC代码。
铣削加工工艺参数离线学习的主要流程如下。
(1)优化匹配。将铣削进给速度在线求解的结果与该零件的加工NC代码按照代码行进行匹配,即得到每一行NC代码所对应的优化结果。然后将零件的加工NC代码与该零件的结构进行匹配,即得到每一行代码所对应的零件部位。最后得到参数求解结果、加工NC代码和零件结构部位三者之间的同步匹配关系,为主轴转速选取和参数修正提供支持。
(2)转速选取。对被加工零件进行铣削颤振稳定域仿真计算,确定被加工零件各个部位的最大许用转速。根据零件加工NC代码与该零件结构部位的匹配关系,确定每一行NC代码重新选用的主轴转速。在满足刀具许用线速度约束、刀具磨损速率约束和主轴最大转速约束的前提下,可以选择较大的主轴转速,以提高加工效率。
(3)参数修正。根据在线求解结果及其与该零件加工NC代码的匹配关系,得到NC代码上每一点优化后的每齿进给量,结合重新选取的主轴转速计算新的进给速度。根据重新选取的主轴转速和重新计算的进给速度,对每一行NC代码中的主轴转速及进给速度进行修正。
(4)参数平滑。为了避免加工过程中机床的主轴转速和进给速度加减速过于剧烈,以至于影响加工质量甚至损坏刀具或机床,需要对工艺参数的变化进行平滑处理。沿着修正后的铣削加工NC代码分析其工艺参数,对工艺参数在加工过程中的变化进行均匀平缓过渡,使得在加工过程中机床的运动平稳,不会出现剧烈的突变。
以上过程实现了工艺参数的学习积累,为下一个零件的加工提供了更优的原始NC代码。铣削加工工艺参数离线学习的主要步骤如图4.26所示。
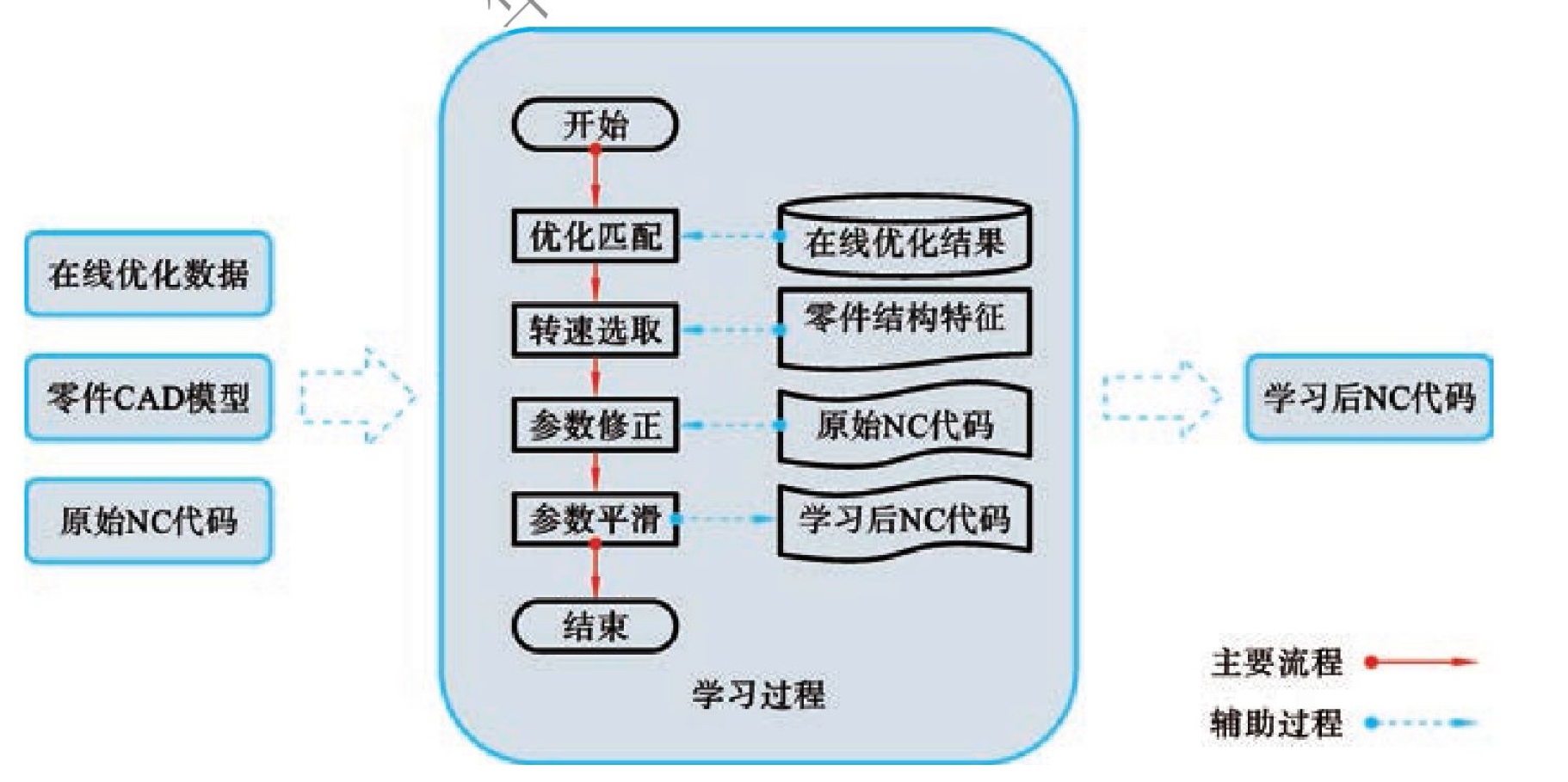
图4.26 进给速度离线学习的流程