5.2.1 交变激振力的产生原因
2026年01月15日
5.2.1 交变激振力的产生原因

在航空发动机复杂结构零件表面半精、精加工过程中,通常规划密集的加工轨迹来保证残留高度符合设计要求。此时,刀具会一直处于较小的径向与轴向切深状态,如图5.1所示。在这种情况下,刀具的切削状态表现为断续切削,即当刀齿j开始切入材料时,刀齿j-1已经切出材料,如图5.1(a)所示;而当刀齿j切出材料时,刀齿j+1还未开始切削材料,如图5.1(b)所示。
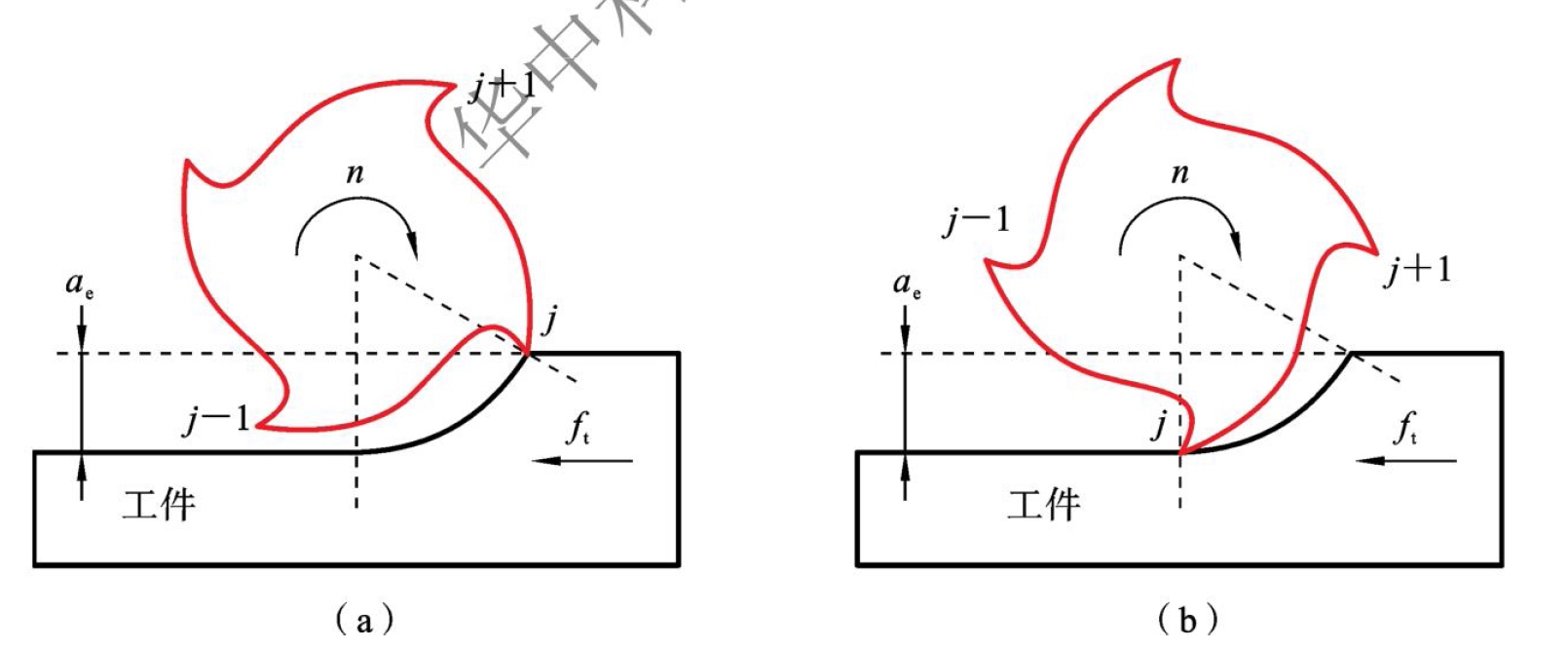
图5.1 刀具刀齿切入、切出工件表面
(a)刀具刀齿切入工件表面(b)刀具刀齿切出工件表面(https://www.daowen.com)
在刀齿j参与切削阶段,微元切片对应的切屑厚度不为零,切削力大小不为零;在刀齿j完成切削而刀齿j+1还未开始切削阶段,微元切片对应的切屑厚度为零,切削力大小为零。因此,在铣削过程中,刀具的旋转导致每个刀齿不断地切入、切出工件。这种高度间断性的切削给工件带来连续的冲击激励并使得切削力出现波动,进而引发加工过程中不可避免的强迫振动。(https://www.daowen.com)
记n为主轴转速,N为刀具齿数,则刀具刀齿切入、切出工件的周期可以由刀齿通过频率ftpf表示: