1.3.5 S7-300 PLC的电气安装举例
1.安装装配导轨
准备2m长的装配导轨用于安装,具体步骤如下:
1)将长度为2m的装配导轨削减到需要的长度;
2)标出4个用于安装固定螺钉的孔和一个用于保护导体螺栓的孔;
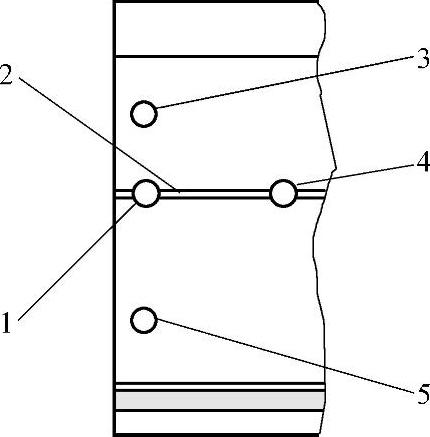
图1-15 导轨安装
1—用于接地导线螺栓的孔 2—用于钻安装螺钉附加孔的凹槽 3—用于安装螺钉的孔 4—用于安装螺钉的附加孔 5—用于安装螺钉的孔
3)如果导轨长度超出了830mm,则必须提供附加孔,以便用更多的螺钉固定才能使其稳固。沿导轨中间部分的凹槽标出这些孔(如图1-15所示),其间距应大约为500mm;
4)钻出标记的这些孔,即M6螺钉的孔径;
5)安装一个M6螺栓,用以固定接地导线;
6)确认导轨安装后PLC间隙,如图1-16所示。
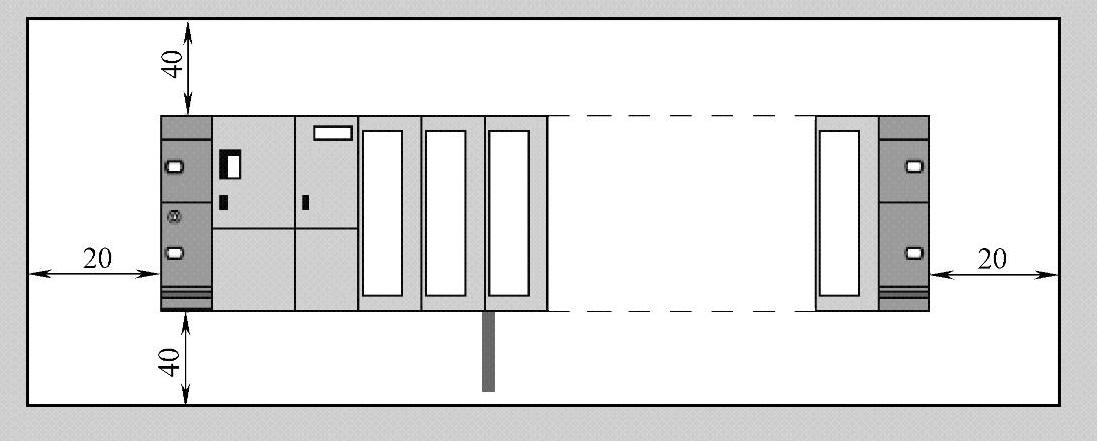
图1-16 安装后PLC间隙
2.将模块安装在装配导轨上
从机架左边开始,按照“先电源模块、再CPU、最后SM/FM/CP/IM模块”的顺序,将模块挂靠在导轨上。具体步骤如下:
1)如图1-17所示,将总线连接器插入CPU和SM/FM/CP/IM。除CPU外,每个模块都带有一个总线连接器。在插入总线连接器时,必须从CPU开始。拔掉装配中“最后一个”模块的总线连接器,因为“最后一个”模块不接受总线连接器。
2)如图1-18所示,按图中指定的顺序,将所有模块挂靠到导轨上,滑动到靠近左边的模块,然后向下旋转。(https://www.daowen.com)
3)用螺钉拧紧模块,如图1-19所示。
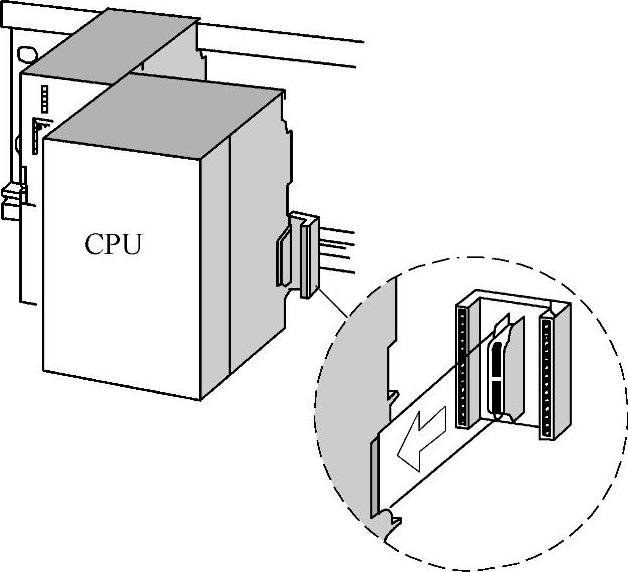
图1-17 总线连接器插接方法
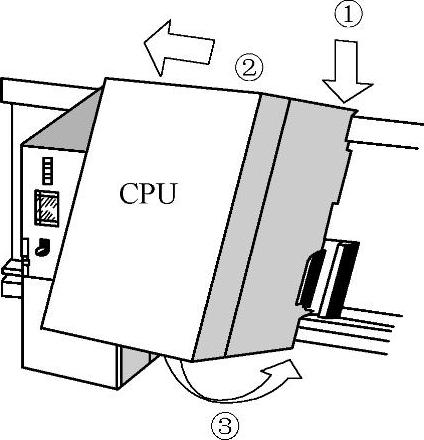
图1-18 模块安装方法
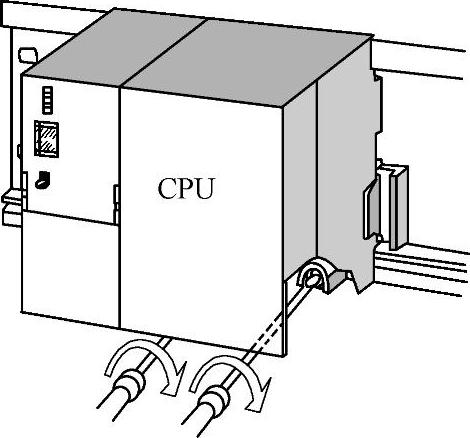
图1-19 用螺钉拧紧模块
3.标记模块
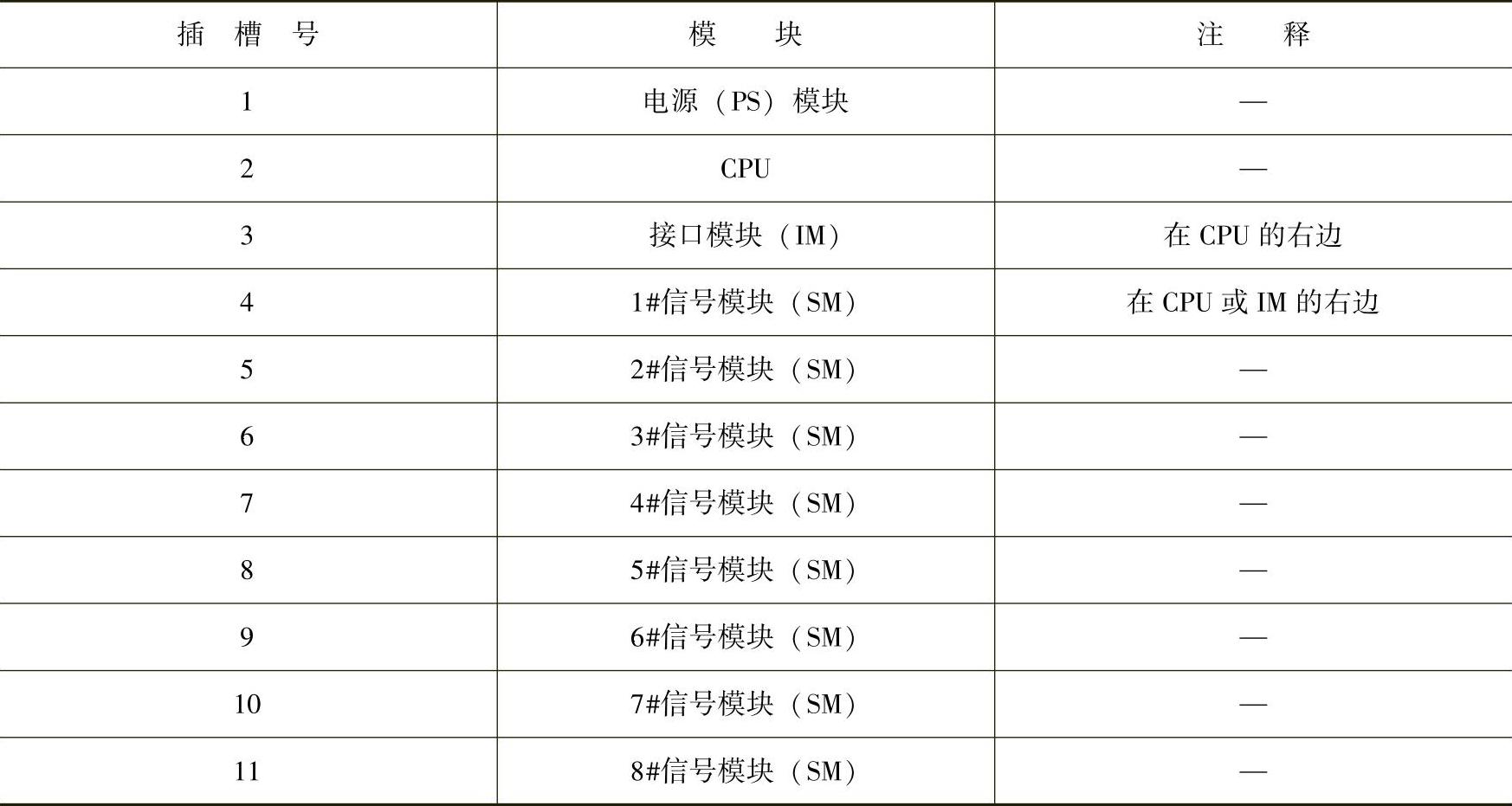
(1)分配插槽号
应给每个安装的模块指定一个插槽号,这会使在STEP 7的组态表中分配模块更加容易。
表1-3显示了插槽号分配情况。
表1-3 插槽号分配情况
(2)将插槽号贴到模块上
先把相应的插槽号拿到相关模块前,然后将卡舌放置到模块的开口中,最后将插槽号压入模块中,插槽号从轮子处断开,如图1-20所示。
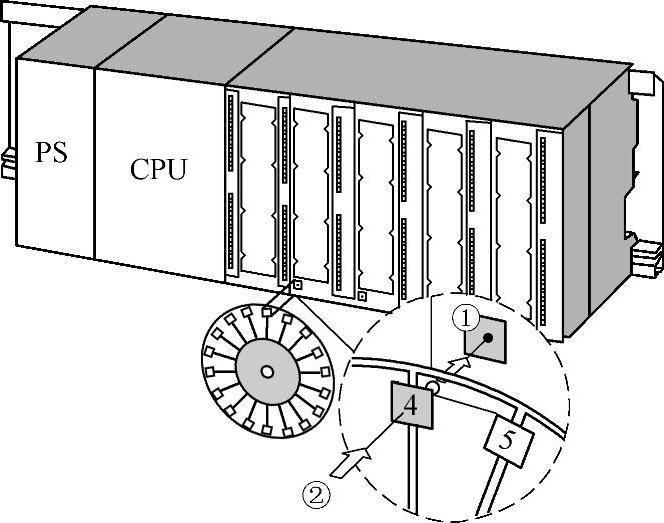
图1-20 标记模块