工艺与装备
第一节 一般规定
第十六条 堆肥厂的工艺与装备,应根据堆肥厂的建设规模,所用工艺与装备的技术条件合理确定,满足适度地提高机械化、自动化水平,保证安全,改善环境、卫生和劳动条件,提高劳动生产率的要求。
本条是根据我国国情及目前科学技术的发展与堆肥厂工艺与装备水平相适应而作出的原则规定。受经济水平的限制,低成本的堆肥处理工程具有更强的适用性。
堆肥系统目前常用下列形式:
1.自然通风静态堆肥。这是一种最简单的堆肥方式,就是将准备堆肥的物料堆在一块场地上,堆高在2m左右,料堆形状一般是长条状,也可以结合场地条件堆成其他形状。有条件的地方将料堆场地硬化并加盖防雨设施。这种堆肥方式与敞开式自然堆积相比,料堆内部处于受压状态,外面的空气不能扩散到料堆内部而使其呈厌氧状态,异味大,发酵不够充分,不均匀,发酵周期较长,需3~6个月以上。垃圾经过腐熟发酵后一般通过筛选处理,筛下物作为粗堆肥出售。堆肥过程常用设备为装载机、滚筒筛以及皮带机和磁选滚筒等。这种堆肥方式成本较低,目前是我国城市垃圾堆肥应用最多的方式。
2.强制通风静态堆肥。为克服自然通风静态堆肥堆体内经常出现的供氧不足的缺点,一般在料堆底部沿着长度方向设置通风管或通风槽,由高压离心风机根据堆体的发酵状况强制通风。由于通过控制鼓风量能够对堆体的需氧量和含水量实现一定程度的控制,强制通风静态堆肥的发酵周期比自然通风静态堆肥明显缩短,采用强制通风静态堆肥的一次发酵的时间可缩短至10~20d。强制通风静态堆肥多为非露天堆肥。国内常用的一种仓式静态强制通风堆肥工艺流程见图3-1。
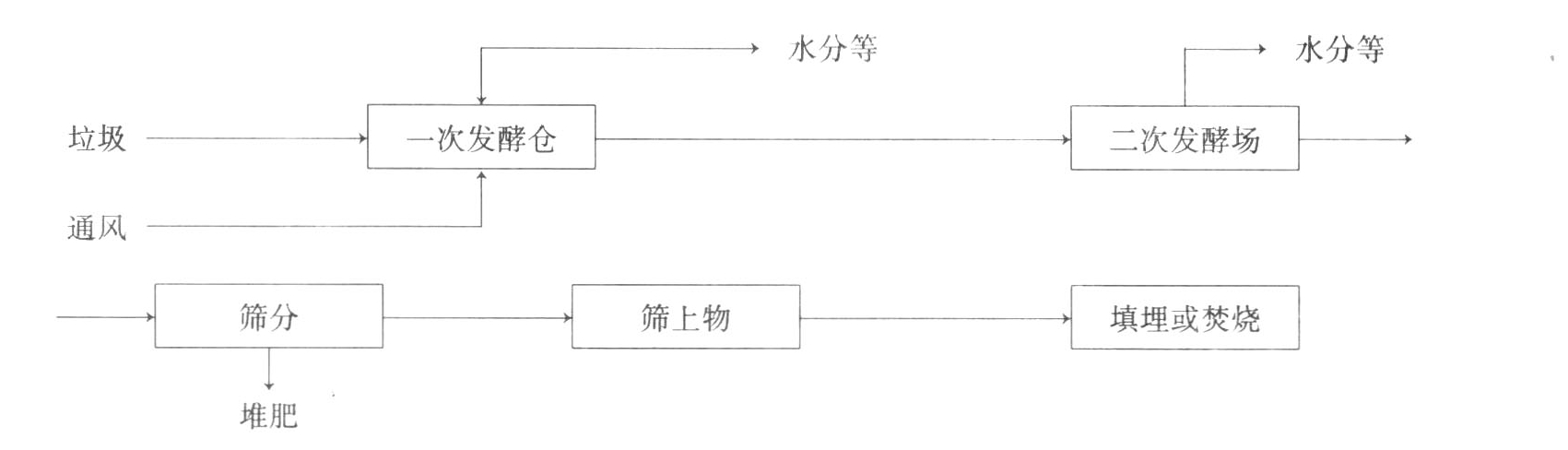
图3-1 堆肥工艺流程图
主发酵设施为下设通风排水道的发酵仓,发酵仓为三面围起、一面开口的构筑物,进场垃圾从开口一面卸入发酵仓内。卸入发酵仓内的垃圾由装载机堆高,保持仓内垃圾平均高度为2.5~3.0m。若垃圾含水率低于35%,可用垃圾渗出液或自来水加入其中,然后,开动风机供氧。风机间歇通风,控制料堆内氧浓度不低于10%,间歇时间根据垃圾成分、含水量及气候条件而定。垃圾在一次发酵仓内停留时间为10~15d,然后用装载机将其送到二次发酵场。经一次发酵的垃圾在二次发酵场堆至3m高,二次发酵不强制通风,停留时间25d。
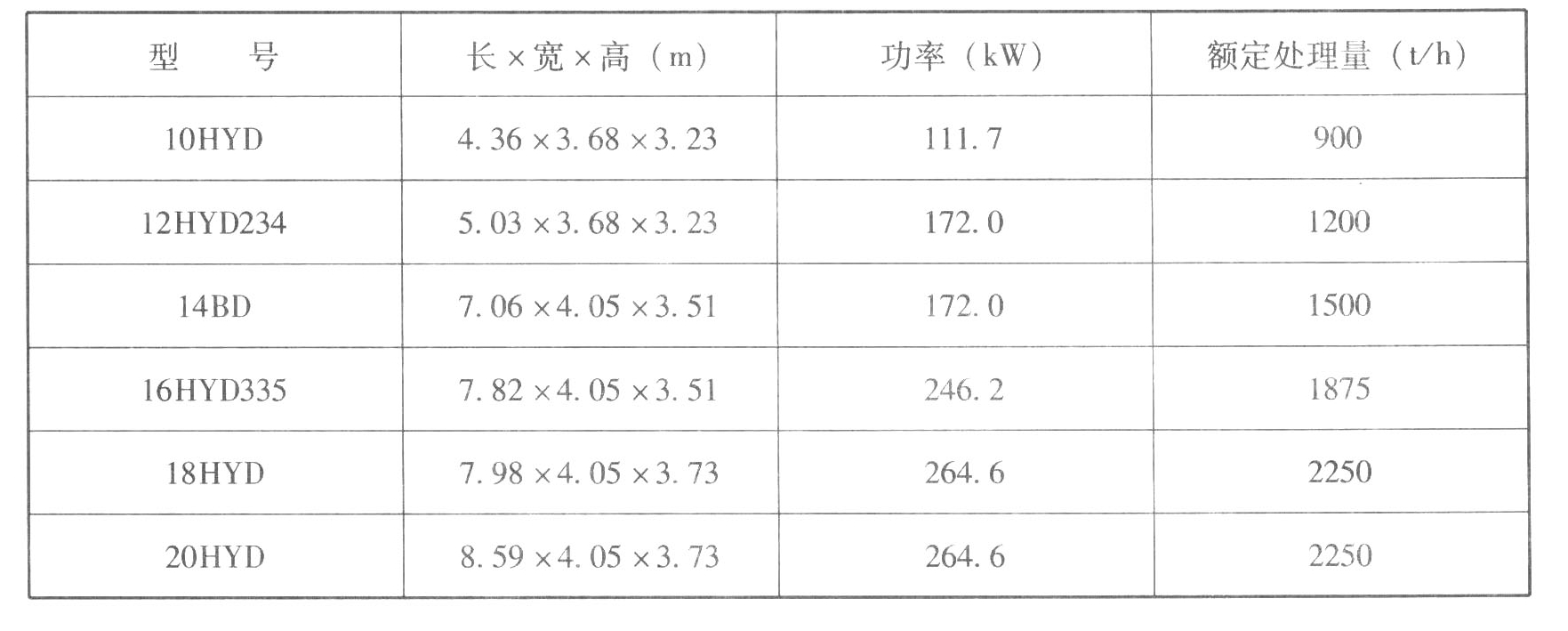
3.机械翻堆条形堆肥。条形堆肥就是采用机械把堆肥物料堆为长条形。料堆的截面为三角形或梯形状,高度一般为2~3m左右,宽度4m左右;料堆的长度根据现场场地确定。通过机械翻堆来促进料堆与空气的接触称为机械翻堆条形堆肥。翻堆的机械可以是装载机,也有专用的翻堆机。专用的翻堆机翻堆效率较高,翻堆量可以达到1000~2000t/h。表3-2是美国SCARAB堆肥翻堆机主要型号及规格。我国机械翻堆条形堆肥应用近年有所发展,但国产专用的堆肥翻堆机还处在研制阶段。
表3-2 美国SCARAB堆肥翻堆机主要型号及规格
4.筒仓式发酵仓堆肥。筒仓式发酵仓为单层圆筒状(或矩形),发酵仓高度一般为4~5m,大多采用钢筋混凝土筑成。一般采用高压离心风机向发酵仓内强制通风供氧,维持仓内的好氧状态。空气由仓底进入发酵仓,堆肥原料经过皮带机从仓顶输入,初步发酵腐熟后由出料机从仓底出料。它属于间歇动态好氧处理工艺。每天从发酵仓底部把已经发酵的垃圾出料一层,同时从仓顶均匀地输入一层生活垃圾,发酵仓内物料依次自上而下间歇式流动,发酵腐熟及热量是自下而上传递,因而能够得到相对均匀一致的发酵。发酵仓内下层垃圾温度可达65℃左右,一次发酵周期可缩短至5~10d。
5.卧式发酵滚筒堆肥。卧式发酵滚筒又称DANO滚筒,该发酵装置主体设备是一个长20~35m,直径为2.0~3.5m的卧式滚筒。堆肥物料从滚筒的一端进料口进料,物料在滚筒内摩擦力的作用下,随着滚筒旋转而提升,同时借助自重而跌落。通过如此反复升落,物料被均匀地翻倒而与供入的空气接触,并在好氧微生物的作用下进行发酵。此外,由于滚筒斜置,当物料沿旋转方向提升并靠自重跌落时,逐渐向筒体出口一端移动,这样可实现连续进出料。滚筒旋转速度一般为0.2~1.0转/min,物料填充率为80%左右,筒内温度为45~65℃,停留时间为1~6d。发酵滚筒构造简单,制造、安装、操作和维修方便,具有良好的混合和搅拌功能。其不仅有效控制发酵参数呈最佳状态,而且可将一次发酵周期缩短到36~48h,大大提高了效率,减少了占地面积和对环境的污染。但其缺点是运行费用较高。1990年,建设部城市建设研究院在国内首次研制开发卧式发酵滚筒堆肥设备(φ3.2m×31m),并取得了生产性试验成功,通过了国家建设部科技成果鉴定。
第十七条 堆肥处理工艺有多种形式,根据垃圾在发酵过程中所处的状态划分为两类:发酵过程中垃圾得到混合并能够连续进出料称为动态堆肥;发酵过程中垃圾处于堆放状态称为静态堆肥。
本条说明了动态堆肥和静态堆肥特点。
1.静态堆肥。静态堆肥是把收集的新鲜有机废物(厨房垃圾和污泥等)一批一批地堆置。堆肥物一旦堆积后,不再添加新的有机废物和翻倒,让它在微生物生化反应完成并成为腐殖质土后运出。静态堆肥适合中、小城市厨余垃圾、下水污泥的处理。静态堆肥由于物料不能够较好地混合和均匀发酵,发酵时间相对较长,发酵占地相对较大,但其投资费用和运行成本较低,典型静态堆肥系统主要是静态仓式好氧堆肥、条形堆肥等。
2.动态堆肥。动态堆肥采用连续进料、连续出料(或间接进料、出料)的动态机械堆肥装置,具有堆肥周期短(3~7d),物料混合均匀,供氧均匀充足,机械化程度高,便于大规模机械化连续操作运行等特点。因此,动态堆肥适用于大中城市固体有机废物的处理。但是,动态堆肥要求高度机械化,并需要复杂的设计、施工技术和高度熟练的操作人员。目前,动态堆肥工艺在发达国家得到普遍的应用,我国应用较少。动态堆肥由于垃圾物料能够较好地混合并均匀发酵,发酵时间相对较短,发酵占地相对较少,但其投资费用和运行成本较高。典型动态堆肥系统主要是间歇式仓式动态好氧堆肥、滚筒式好氧堆肥。
第十八条 堆肥厂应设置计量设施,并对进厂垃圾量及垃圾来源等进行计量记录。
本条要求堆肥厂设置计量设施。垃圾堆肥厂对进场垃圾进行计量,对垃圾来源和特性等进行记录统计,是堆肥厂管理和堆肥产品控制的基本措施。
第二节 前处理
第十九条 设置前处理工艺应以可堆肥物与不可堆肥物以及有毒、有害物质分离为原则。
本条说明前处理工艺的目的和原则。混合垃圾中的不可堆肥物不仅会影响甚至破坏堆肥系统各环节的装、卸料工序,还会影响和恶化堆肥工艺条件,如阻碍通风和热量传递等,造成堆肥产品质量下降。
在以家畜粪便、污泥等为堆肥原料时,前处理的主要任务是调整水分和碳氮比,或者添加菌种和酶制剂。但是,以城市生活垃圾为堆肥原料时,由于垃圾中往往含有粗大垃圾和不能堆肥的物质,这些物质的存在会影响垃圾处理机械的正常运行,且大量非堆肥物质的存在会增加堆肥发酵仓的容积和影响其合理性,从而影响堆肥产品的质量。因此,前处理往往包括破碎、分选、筛分等工序。通过破碎、分选和筛分可去除粗大垃圾和不能堆肥的物质,并通过破碎可使堆肥原料和含水率达到一定程度的均匀化。同时,破碎、筛分使原料的表面积增大,便于微生物繁殖,从而提高发酵速度。从理论上讲,粒径越小越容易分解。在增加物料表面积的同时,还必须保持其一定程度的空隙率,以便于通风而使物料能够获得充足的氧气。一般地说,适宜的粒径范围是12~60mm。最佳粒径随垃圾物理特性的变化而变化。如果堆肥物质结构坚固,不易挤压,则粒径应小些,否则,粒径应大些。此外,决定垃圾粒径大小时,还应从经济方面考虑,因为破碎的越细小,动力消耗就越大,处理垃圾的费用就会增加。
第二十条 前处理工艺宜采用人工分选和机械处理相结合的方式。前处理机械设备包括垃圾给料与输送、人工和(或)机械分选、破碎处理设备,其设备的选型及配置应符合工艺要求。
前处理工艺中,人工手选有利于去除瓶、罐、塑料袋、织物及粗大垃圾等不可堆肥物。与机械处理相结合能提高前处理工艺的综合性能和效能,有利于实现废品回收及资源再利用。
人工手选设备主要有皮带输送机及相关设备等,机械设备主要有装载机、抓吊等给料设备、破袋机、破碎机、分选机(滚筒筛、振动筛等)、磁选机、涡流分选机等。
人工手选工序宜交叉对置在皮带输送机旁,工位数常以偶数计,皮带机长度及各工位间隔的距离视人工手选与皮带机配合情况而定,一般要求皮带机速度小于0.5m/s,同侧两工位间距离不小于4m。
前处理机械设备中装载机、抓吊等给料设备主要用于将垃圾原料从受料区(坑)输入前处理工序;破袋机的作用主要是破除垃圾袋;破碎机主要是减小堆肥原料体积及尺寸,达到改善发酵工艺条件的目的;滚筒筛、格栅、振动筛尽管机械运动原理不同,但其基本功能相似,即实现物料的粒度(尺寸)分级,以去除不可堆肥物以及改善工艺条件;磁选机主要用于去除磁性金属物;涡流分选机主要用于去除非磁性金属物。
应本着精简、高效原则选用并有机组合机械设备,不宜单纯追求机械设备的数量与规模。
第二十一条 前处理建(构)筑物应包含垃圾受料区(坑)和机械设备作业区等。前处理工作环境应良好,并应根据相应环保标准要求控制作业过程产生的污染或危害。
垃圾受料区(坑)大小应根据贮存周期确定,其结构形式应便于进场车辆卸料及前处理机械设备运行,受料区(坑)底部应有导排垃圾渗沥液装置,顶部应有排风除臭装置。
前处理建(构)筑物整体结构上应具备防雨、防尘、除臭、防渗功能。
本条规定前处理设施建(构)筑物应包含进厂垃圾的受料区(坑)和机械设备作业区等。机械设备作业区是机械设备运行的必要场地,若是可移动的机械设备,如装载机、抓吊等,除必须考虑其放置占地外,还需考虑其运行时行走通道、安全防护区。本条亦对前处理设施的结构、大小及其作业环境作出要求。
第三节 发 酵
第二十二条 采用好氧静态发酵工艺应符合国家现行有关标准的要求,采用好氧动态发酵工艺时应参照执行。高温发酵过程必须保证堆体内物料温度在55℃以上并保持5~7d。(https://www.daowen.com)
本条规定采取好氧静态发酵工艺应符合国家现行标准《城市生活垃圾好氧静态堆肥处理技术规程》(CJJ/T 52)的要求,对发酵过程工艺参数(风量、温度、时间等)进行调控,减少二次污染。好氧动态发酵工艺应参照执行。
堆肥发酵周期的确定因素是无害化卫生标准和腐熟度。前者在堆温大于55℃并保持5d以上就能实现,但腐熟度目前国内尚无统一公认的标准。根据各城市试验情况的调查来看,一般认为,一次性发酵工艺的周期在30d左右达到腐熟,二次性发酵工艺的初级发酵周期和次级发酵周期各为10d。
第二十三条 发酵设施的类型、结构与规模,应按工艺技术设计要求配置,应具有适宜的发酵工艺条件与生产作业环境。
本条规定发酵设施按其工艺过程完成程序可分为一次性发酵设施和两次性发酵设施;按发酵物料移动状态分为静态和动态或间歇动态发酵设施;按发酵设施形式可分为封闭式堆肥和敞开式堆肥;按发酵建(构)筑物结构形式分为卧式发酵设施和立式发酵设施。我国目前已建垃圾堆肥厂多选用两次性静态好氧发酵工艺,其发酵设施可分为统仓型发酵仓、分隔仓型发酵仓等。
堆肥发酵反应的设施有多种类型,下面所述的各种发酵装置之所以能够被人们认可,都是以工艺要求为出发点应运而生的。特别对于实现大生产的动态发酵工艺,发酵装置必须具有改善、促进微生物新陈代谢的功能。例如,翻堆、曝气、搅拌、混合、协助通风系统控制水分、温度,同时在发酵的过程中自动解决物料移动出料的难题。最终达到缩短发酵周期、提高发酵速率、提高生产率、实现机械化大生产的目的,达到所要求的堆肥产品的质量标准。
1.立式堆肥发酵塔。立式堆肥发酵塔通常由5~8层组成。堆肥物料由塔顶进入塔内,在塔内堆肥物通过不同形式的机械运动,由塔顶一层层地向塔底移动。一般经过5~8d的好氧发酵,堆肥物即由塔顶移动至塔底而完成一次发酵。立式堆肥发酵塔通常为密闭型结构,塔内温度分布为从上层至下层逐渐升高,即可分为低温区、中温区和高温区,下层温度为最高。为了保证各层内微生物的各自活性以进行快速堆肥,分别维持塔内各层处于微生物活动的最适宜温度和最适通气量,塔式装置的供氧通常以风机强制通风,通过安装在塔身一侧不同高度的通风口将空气定量地通入塔内以满足微生物对氧的需求。
立式堆肥发酵塔的种类通常包括:多层立式发酵圆筒,多阶段立式发酵塔,多层桨式发酵塔,活动层多阶段发酵塔,多层次直落发酵塔等。
2.卧式堆肥发酵滚筒。卧式堆肥发酵滚筒又称DANO(达诺)发酵滚筒。它是一种较古老但至今仍较普遍采用的好氧堆肥技术。它之所以有较强的生命力,是因为结构简单,可以采用较大粒度的物料,使预处理设备简单化。物料在滚筒内反复升高、跌落,可使物料的通风、温度、水分均匀化,可以完成物料预发酵的功能。当物料从一端不断地进入滚筒时,物料随滚筒旋转而不断地跌落,以使物料每转一周,均能从空气流中穿过一次,达到充分曝气的目的。新鲜空气不断进入,废气不断被抽走,充分保证了微生物好氧分解的条件。由于筒体斜置,物料在筒体旋转作用下,可不断地由进料端向出料端方向移动。
3.筒仓式堆肥发酵仓。筒仓式堆肥发酵仓为三面围起、一面开口的构筑物,发酵仓深度一般为4~5m,大多采用钢筋混凝土筑成。发酵仓内供氧均采用高压离心分机强制供气,以维持仓内堆肥好氧发酵。空气一般由仓底进入发酵仓,堆肥原料由仓顶进入。经过6~12d的好氧发酵,得到初步腐熟的堆肥由装载机出料。
根据堆肥在发酵仓内的运动形式,筒仓式发酵仓可分为静态和动态两种。筒仓式静态堆肥发酵仓,堆肥物由仓顶经输送机进入仓内,经过10-12d的好氧发酵后,从侧面由装载机出料。由于发酵仓结构简单,在我国得到了较广泛的应用。
4.条垛式发酵设备。条垛式发酵设备是一种用来对垃圾堆肥物进行翻堆操作、以加快发酵速度的机械设备。操作时将堆肥物料铺开排成行,在露天或棚架下堆放。堆下可安装供气管道,也可不设通风装置,根据实际情况,采用不同的翻堆发酵设备。
第二十四条 发酵设施必须设有强制通风装置和渗沥液收集系统。强制通风装置和渗沥液收集系统的设置,应符合国家现行有关标准的要求,发酵设施底部必须设置集液坑(井)。垃圾发酵后的渗沥液应集中收集作为物料调节用水,多余的渗沥液可送至其他污水处理设施处理或自行处理,并应达标排放。
本条规定满足垃圾好氧发酵所需的通风装置的数量、规格等应依据国家现行标准《城市生活垃圾堆肥处理厂技术评价指标》(CJ/T 3059)的要求以及发酵周期、发酵仓容积等工艺参数而定,并配有备用通风装置。
按照CJ/T 3059关于垃圾渗滤液与雨水及清洗水分流的要求,发酵设施底部必须设置集液坑(井)。
第二十五条 发酵设施的进出料装置应按工艺技术要求配置,对易腐蚀的金属构件及设备等设施应采取相应的防腐蚀措施。
本条指出我国现有的发酵系统进料设备主要有装载机、抓斗、皮带机等;出料设备有抓斗、装载机、螺杆、皮带机等。由于发酵装置与垃圾直接接触,湿度较大,对易腐蚀金属构件和设备应具体分析腐蚀的性质,结合当地的实际情况,因地制宜地选用经济合理、技术可靠的防腐蚀方法,并应达到国家现行的有关标准的规定。
第二十六条 应对发酵设施排出气体进行收集并应设置脱臭装置。
本条对脱臭装置作出规定。垃圾好氧发酵工程中主要排出的气体是水蒸汽、CO2和少量的NH3等,此外运行中由于各种原因,局部会因为出现厌氧状态而产生臭气。为防止二次污染,垃圾堆肥厂应设置脱臭装置。
去除臭气的方法主要有化学除臭剂除臭、碱水和水溶液过滤、熟堆肥或活性炭和沸石等吸附剂过滤。
第四节 后处理
第二十七条 后处理工艺应以保证堆肥产品质量符合国家现行标准《城镇垃圾农用控制标准》(GB 8172)、《粪便无害化卫生标准》(GB 7959)和《城市生活垃圾堆肥处理厂技术评价指标》(CJ/T 3059)的有关要求。
本条对垃圾堆肥工程后处理工序的目的和要求作出规定,除应符合国家现行标准《城镇垃圾农用控制标准》(GB 8172)和《粪便无害化卫生标准》(GB 7959)的有关要求外,还应符合《城市生活垃圾堆肥处理厂技术评价指标》(CJ/T 3059)的有关要求,以保证堆肥产品质量符合国家相关标准。
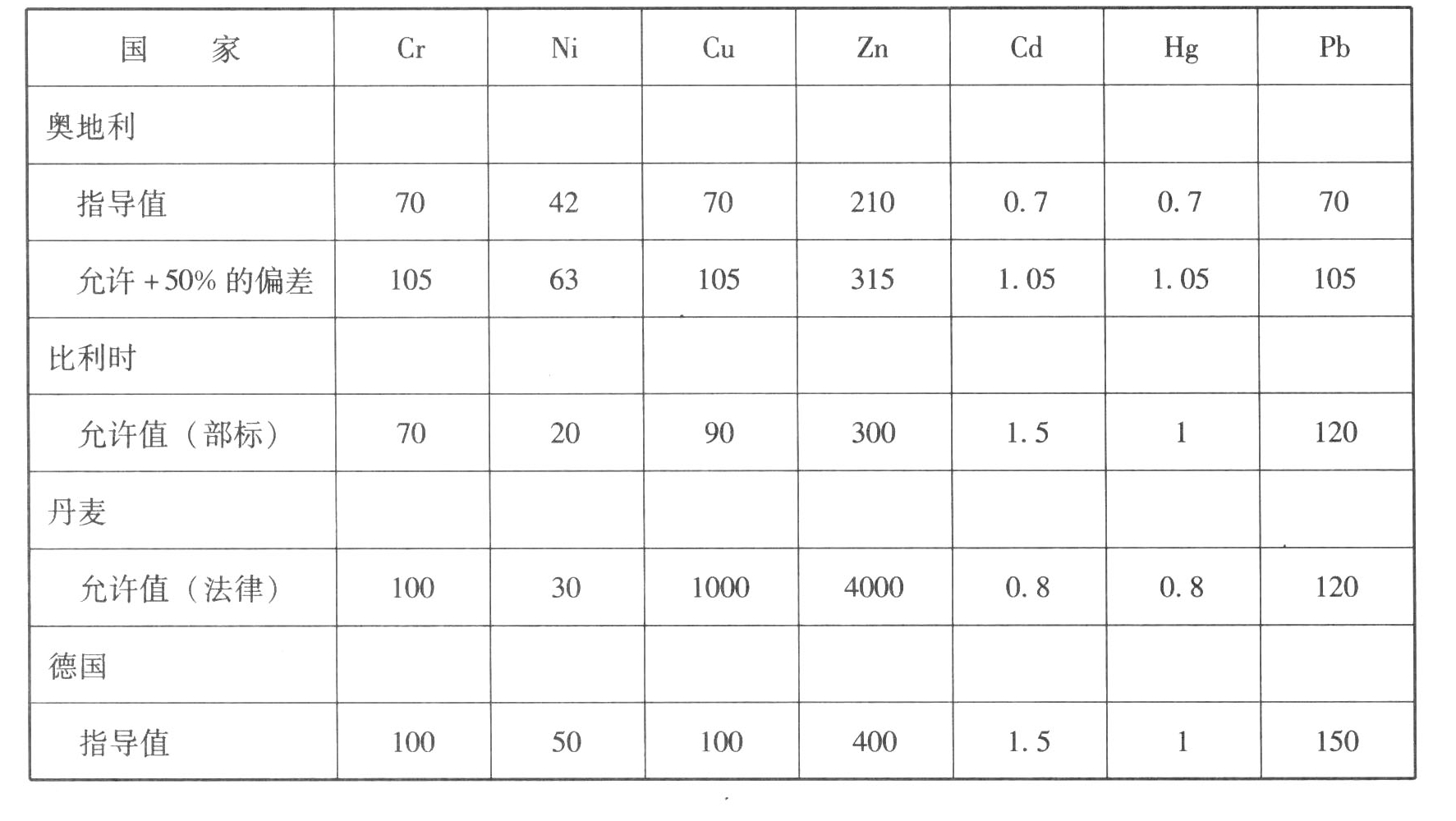
经过二次发酵,物料中几乎所有的有机物都变细碎或变形,数量减少,但在前处理工序中还没有完全去除的塑料、玻璃、陶瓷、金属、小石块等杂物依然存在。因此,还要经过一道分选工序以去除杂物,并根据需要进行再破碎并按用途分别制成初级堆肥、腐熟堆肥和专用堆肥等不同品级。表3-3~表3-5是欧美不同国家堆肥质量的有关标准。
表3-3 德国新鲜堆肥的质量标准
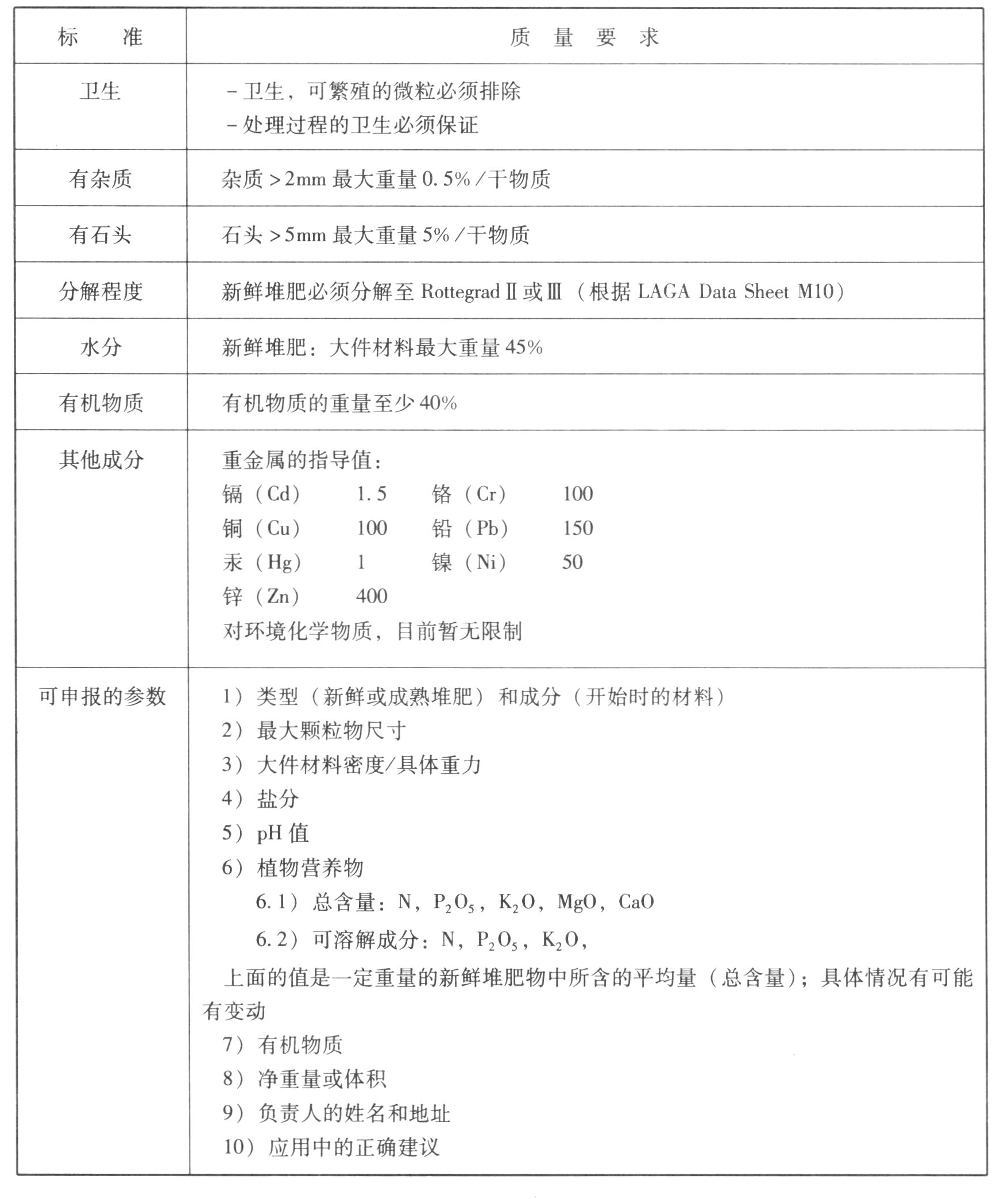
表3-4 德国成熟堆肥的质量标准
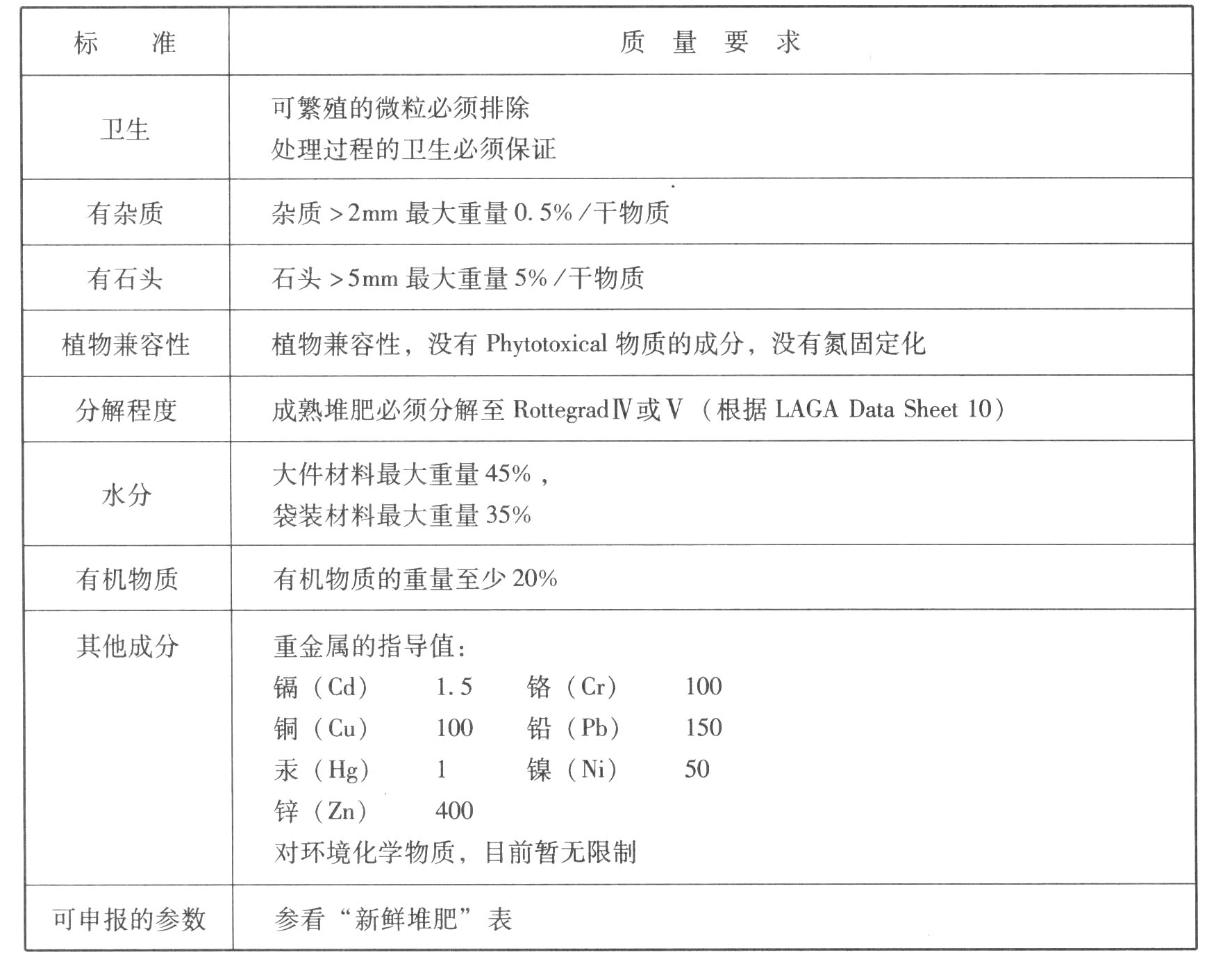
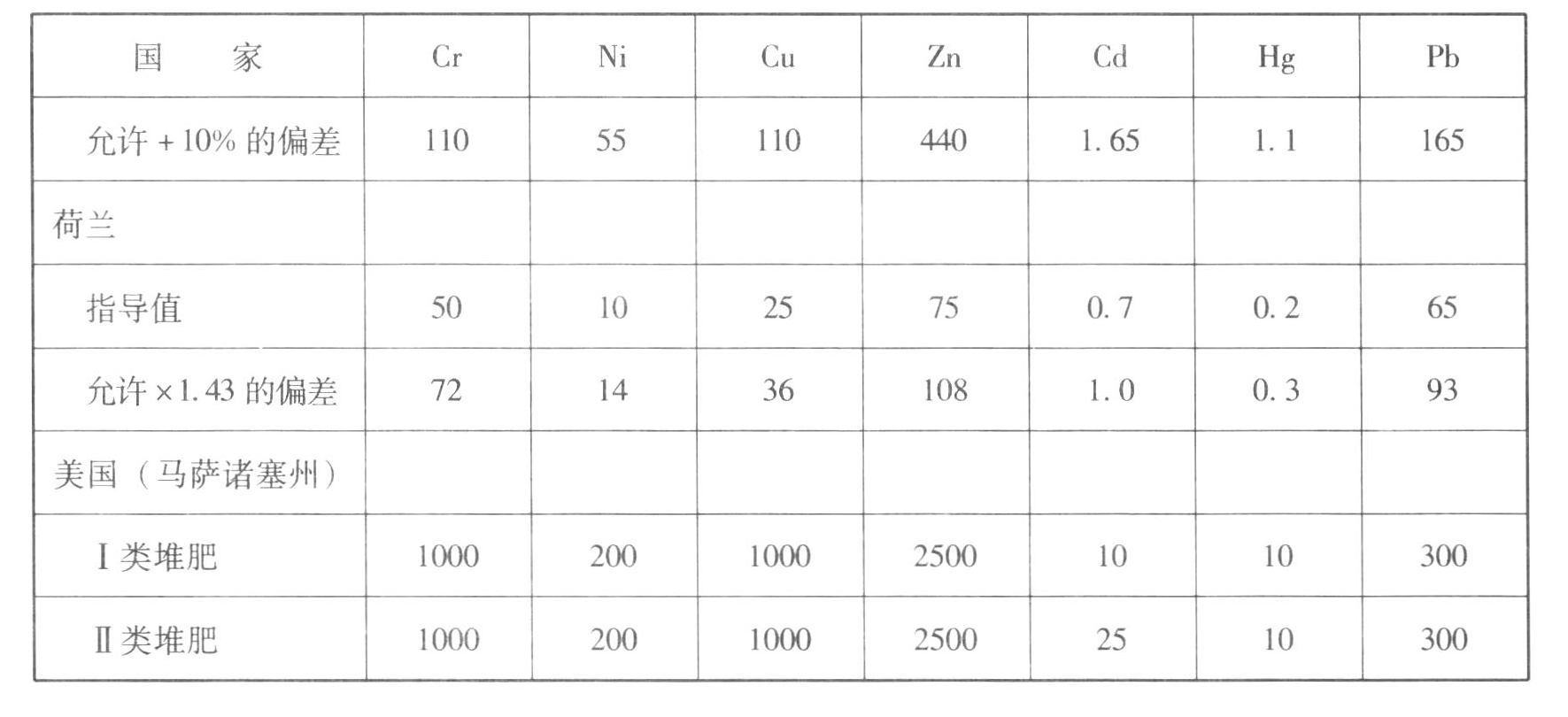
表3-5 欧美不同国家堆肥重金属含量允许值及指导值情况一览表(ppm)
续表3-5
第二十八条 后处理设施应根据工艺设计要求合理配置,其建(构)筑物必须具有防雨功能,以及良好的采光、通风条件和必要的工作通道。
本条规定后处理设施必须根据工艺设计要求合理配置。后处理机械设备主要包括:滚筒筛、振动筛、磁选机、风选机、重力分选机等分选设备以及破碎机等。后处理工序的工作条件整体上优于前处理工序,但仍有一定程度的臭气、粉尘等污染物。此外,从保证堆肥产品质量考虑,其建(构)筑物设计也应考虑良好的通风采光条件,具备良好的防雨、隔声功能。
第五节 堆肥残余物处置
第二十九条 垃圾堆肥过程中产生的残余物应尽可能回收利用,不可回收利用的必须进行焚烧处理或卫生填埋处置。
本条对堆肥残余物的处置作出规定。对堆肥残余物原则上应尽可能回收利用,不可回收利用的必须进行处理,其可用于焚烧处理,也可直接进行卫生填埋处置。