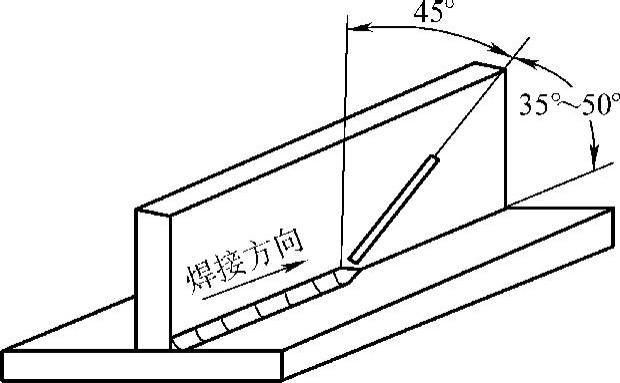
T形接头平角焊的焊条角度如图4-70所示。
焊接时应采用短弧和快速直线形运条法。运条过程中发现混渣现象,可拉长电弧,做向后推送熔渣动作,防止产生夹渣等缺陷。
施焊过程中,发现熔池温度过高将要塌陷时,应立即灭弧或跳弧,使熔池温度降低,然后再进行正常焊接,防止产生烧穿。为防止产生较大的焊接变形,可采用分段跳焊法或分段退焊法进行焊接。
图4-70 T形接头平角焊的焊条角度