V形坡口对接横焊
2025年10月13日
三、V形坡口对接横焊
1᥊装配与定位焊
装配与定位焊的具体要求见表9-12。
表9-12 V形坡口对接横焊装配间隙与定位焊

2.焊接参数
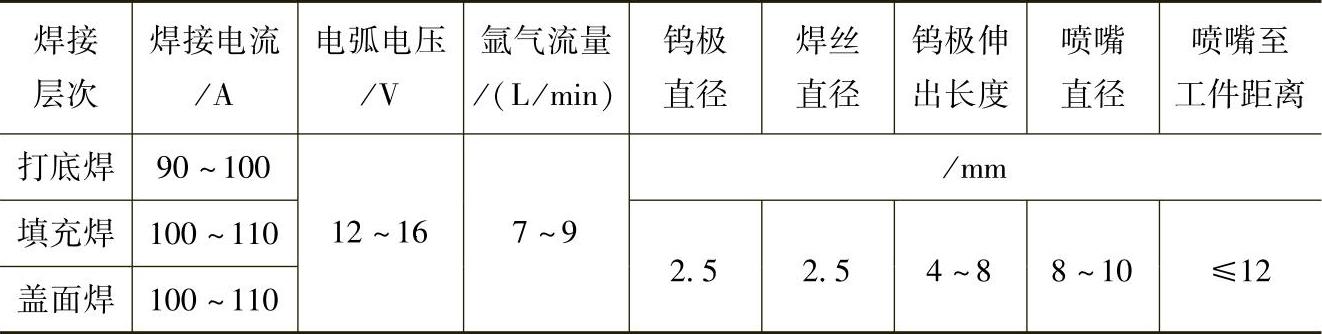
V形坡口对接横焊焊接参数见表9-13。
表9-13 V形坡口对接横焊焊接参数
3.焊接技术
焊接时要避免上部咬边,下部焊道突出下坠,电弧热量要偏向坡口下部,防止上部坡口过热,母材熔化过多。定位焊完成以后,首先要进行打底焊,打底焊保证根部焊透,坡口两侧熔合良好,在工件一端引弧,先不填丝,焊枪在起始端定位焊缝处稍停留,待形成熔池和熔孔后,再填丝向另一方向焊接(一般采用右焊法)。焊枪做小角度锯齿形摆动,在坡口两侧稍停留。横焊打底焊的焊枪角度与填丝位置如图9-48所示。填充焊时,除焊枪摆动幅度稍大外,焊接顺序、焊枪角度、填丝位置都与打底焊相同,盖面焊有两道焊道,先焊下面的焊道,后焊上面的焊道。焊下面的焊道时,电弧以填充焊道的下沿为中心摆动,使熔池的上沿在填充焊道的1/2~2/3处,熔池的下沿超过坡口下棱边0.5~1.5mm;焊上面的焊道时,电弧以填充焊道上缘为中心摆动,使熔池的上沿超过坡口上棱边0.5~1.5mm处,熔池的下沿与下面的盖面焊道均匀过渡,保证盖面焊道表面平整。
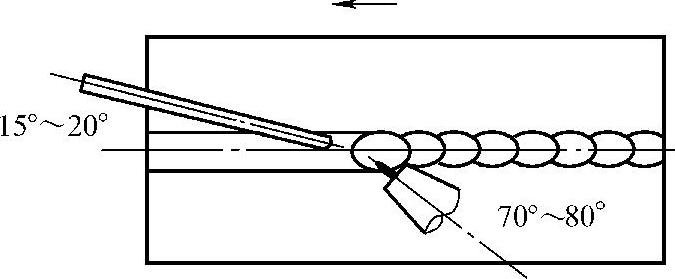
图9-48 横焊打底焊焊枪的角度与填丝位置