三、焊缝接头技术
CO2气体保护焊尽管焊丝是连续送进,并不像焊条电弧焊那样需要更换焊条,但半自动焊时的较长焊缝也是由短焊缝所组成的,故此焊缝接头是不可避免的,而焊缝接头处的质量又是由操作手法决定的。
焊缝接头处的处理方法如图8-7所示。电弧引向弧坑,待熔化金属充满弧坑时立即将电弧引向前方,进行正常焊接(见图8-7a)。摆动焊时,也是在弧坑前方约20mm处引弧,然后立即快速将电弧引向弧坑,到达弧坑中心后即开始摆动并向前移动,同时加大摆幅转入正常焊接过程(见图8-7b)。
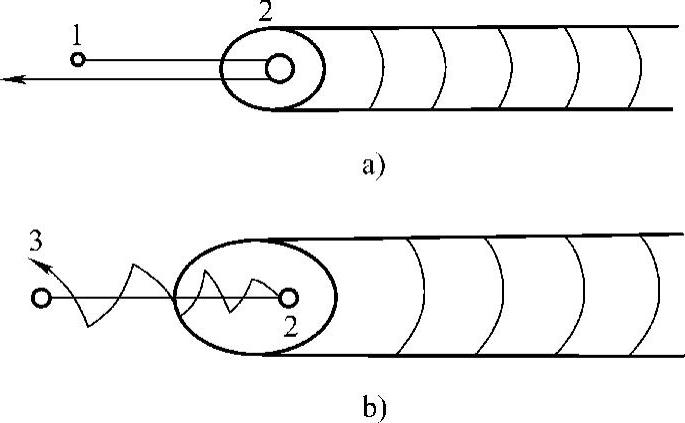
图8-7 焊缝接头处的处理方法