左焊法和右焊法
2025年10月13日
四、左焊法和右焊法
左焊法是焊接电弧从接头的右端向左端移动,并指向待焊部位的操作方法(见图8-8a);右焊法即焊接电弧从接头的左端向右端移动,并指向已焊部分的操作方法(见图8-8b)。
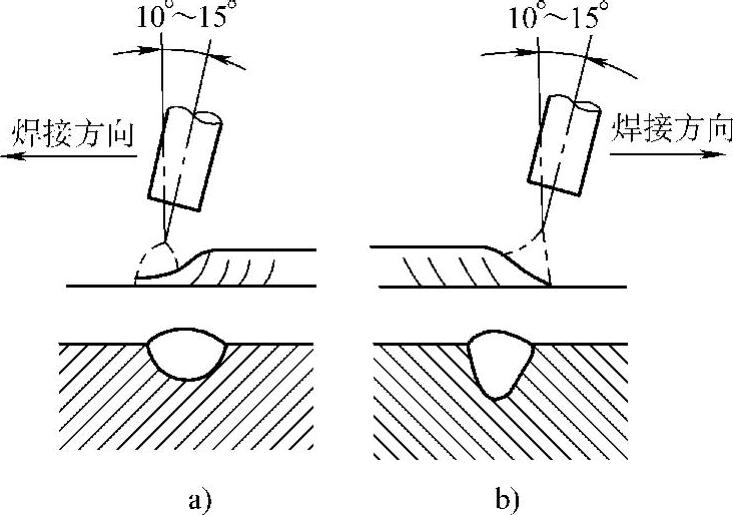
图8-8 焊枪角度及焊道断面形状
a)左焊法 b)右焊法
通常的半自动气体保护焊多用左焊法:其特点是容易观察焊接方向,即容易看清接缝。由于熔化金属被吹向前方,使电弧不能直接作用在母材上因而熔深较浅,焊道平且宽,飞溅较大。由于焊枪前倾10°~15°,喷嘴指向前进方向,抗风能力较强,保护效果较好,在焊接速度较快时,左焊法更为适宜。右焊法正好相反,不易观察焊接方向,特别是在采用小电流焊接无坡口的接头时,不易看清接缝。由于熔化金属被吹向后方,故电弧可直接作用在母材上,熔深较大,焊缝窄而高,飞溅较小。因为焊枪后倾10°~15°,喷嘴指向与前进方向相反,抗风能力较弱,保护效果稍差,尤其不宜快速焊。不同焊接接头左焊法和右焊法的比较见表8-7。
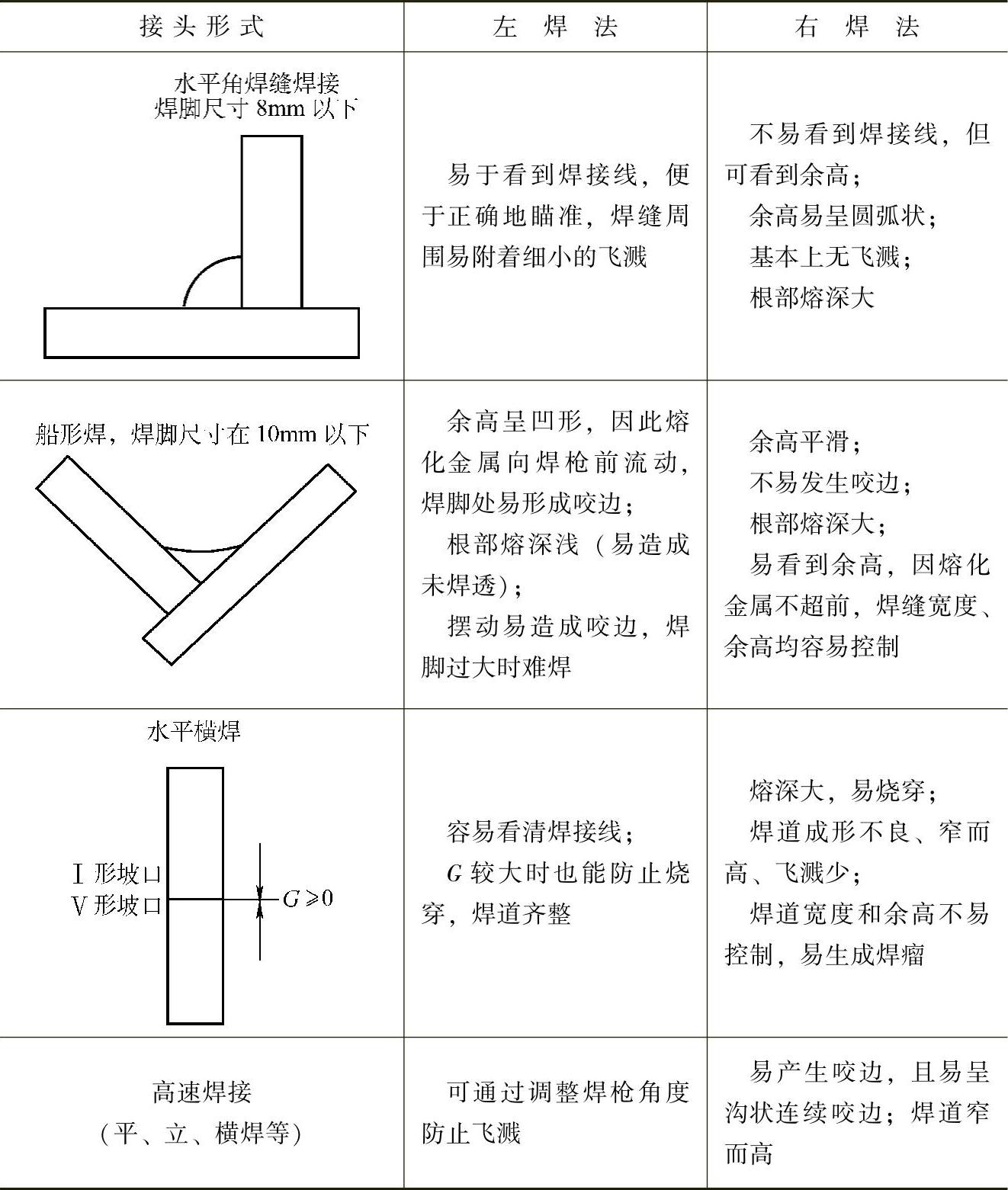
表8-7 不同焊接接头左焊法和右焊法的比较
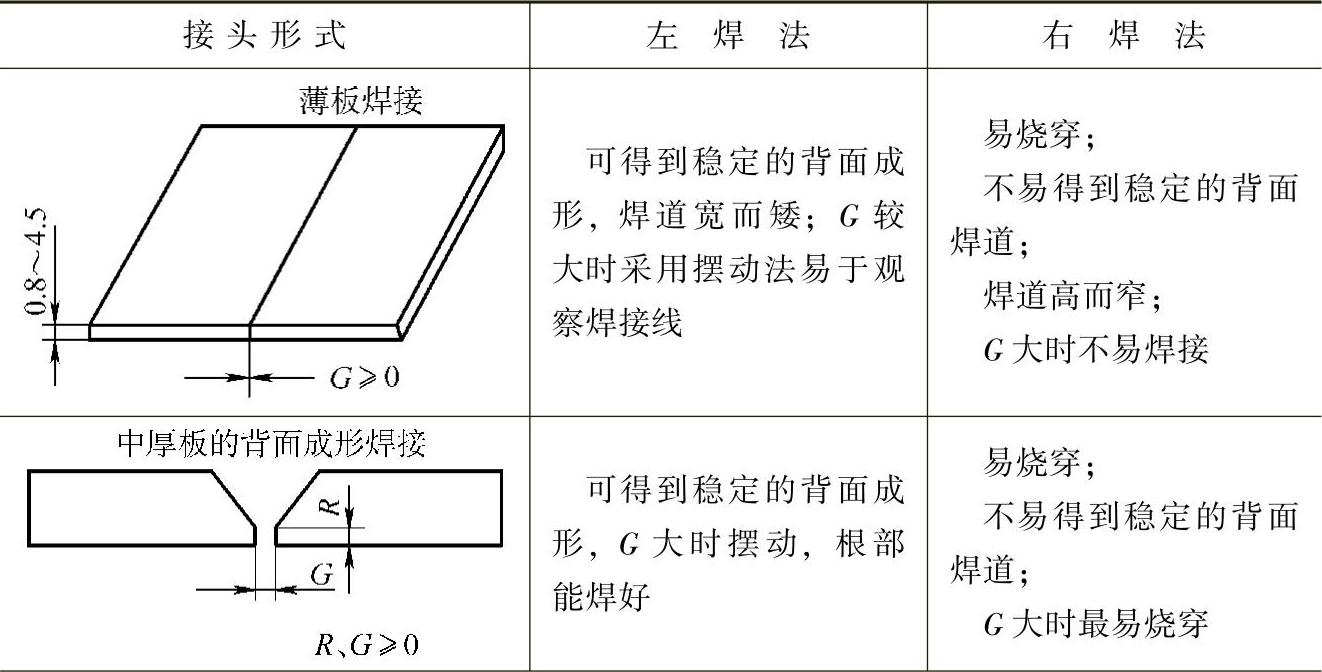
(续)